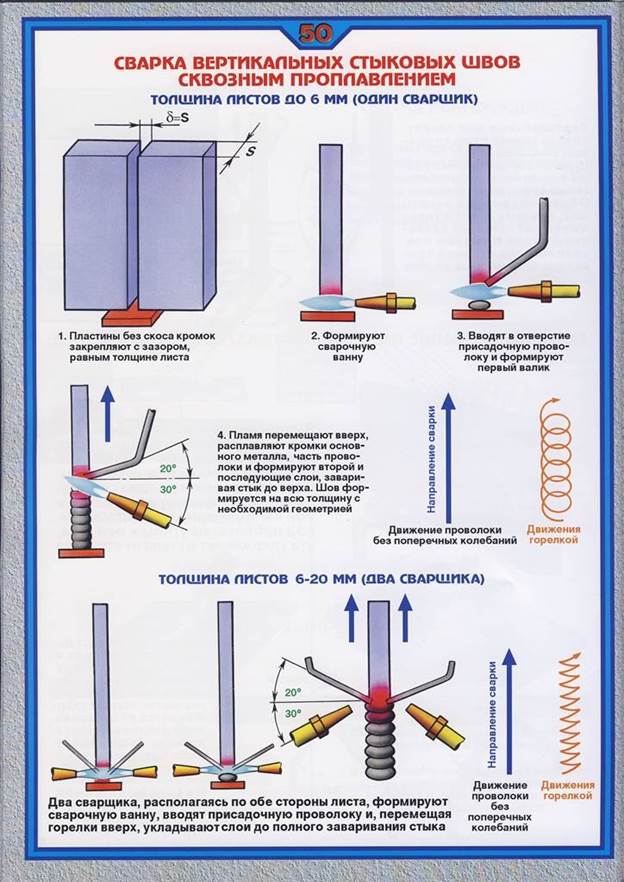
Тема урока: «Сварка швов в вертикальном положении сквозным валиком. Положение мундштука и горелки»
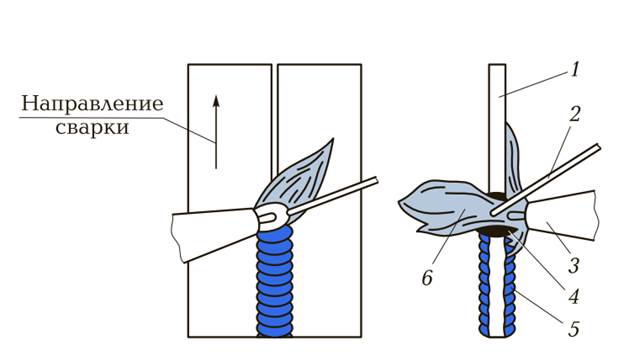
Рис. 1. Схема сварки сквозным валиком: 1 — стык; 2 — присадочный пруток; 3 — горелка; 4 — сварочная ванна; 5 — шов; 6 — газовое пламя
Выбор способа сварки (правого или левого) зависит от положения шва в пространстве. При сварке вертикальных швов снизу вверх целесообразнее использовать левый способ
В отдельных случаях вертикальные швы можно сваривать снизу вверх и правым способом — так называемым сквозным валиком (рис. 1). При этом сварщик прожигает в металле сквозное отверстие и снизу заполняет его наплавкой на нижнюю кромку. В этом случае скоса кромок не делают. Детали собирают с зазором, равным половине толщины свариваемого металла, и устанавливают в вертикальное положение. Шов формируется сразу на всю толщину металла, причем с обеих сторон стыка одновременно образуется выпуклость (усиление) шва. Металл шва в этом случае по плотности не уступает шву, сваренному в нижнем положении.
Режимы сварки
Режим сварки зависит от вида свариваемого металла, габаритных размеров и формы изделия.
Способ сварки определяется толщиной металла, положением шва в пространстве и т. д. В зависимости от направления движения горелки существуют два способа газовой сварки. При левом способе (рис. 2, а), применяемом наиболее часто, пламя горелки направляют на еще не сваренные кромки металла, а присадочную проволоку перемещают впереди пламени. Для равномерного прогрева и перемещения сварочной ванны горелке и проволоке сообщают колебательные движения поперек шва, чтобы они двигались в противоположные стороны. Левый способ целесообразно применять при сварке металлов малой толщины (до 5 мм), а также металлов со сравнительно низкой температурой плавления. При этом способе обеспечивается лучшее формирование металла шва.
При правом способе (рис. 2, б) пламя направляют на уже сваренную часть шва; при этом проволоку перемещают по спирали вслед за пламенем, не вынимая ее конца из ванны расплавленного металла. Горелку перемещают прямолинейно. Поперечные колебания сообщают горелке только при сварке деталей большой толщины.
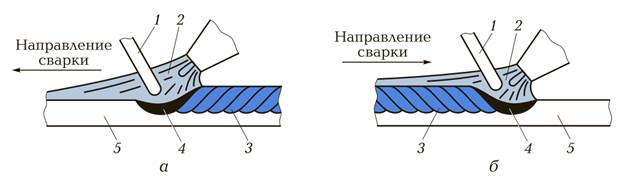
Рис. 2. Способы сварки: а — левый; б — правый; 1 — присадочный пруток; 2 — газовое пламя; 3 — шов; 4 — сварочная ванна; 5 — свариваемый металл
Применение этого способа сварки повышает производительность процесса при одновременном снижении удельного расхода газов за счет более полного использования теплоты пламени, а также уменьшает коробление металла благодаря высокой концентрации нагрева.
Присадочная проволока должна соответствовать основному металлу по механическим свойствам и химическому составу. Диаметр присадочной проволоки d зависит от выбранного способа сварки и толщины основного металла s. Для правого способа сварки d = s/2, для левого — d = s/2 + 1 мм.
Определяющим параметром газовой сварки является номер наконечника горелки, который обеспечивает необходимую мощность пламени. В зависимости от толщины свариваемого металла s, мм, и его теплофизических свойств мощность пламени вычисляют по формуле
М = Сs, (3.1)
где С — удельный расход газа на 1 мм толщины свариваемого металла, дм3/ч.
Удельный расход ацетилена и кислорода на 1 мм толщины свариваемого металла приведен в табл. 1.
Номер наконечника выбирают по технической характеристике инжекторной горелки (ГОСТ 1077 — 79Е).
| Таблица 1. Удельный расход ацетилена и кислорода на 1 мм толщины металла | |||
| Свариваемый металл | Удельный расход на 1 мм толщины металла, дм3/ч | Соотношение ацетилена и кислорода | |
| ацетилена | кислорода | ||
| Углеродистая сталь | 100 … 130 | 110 … 140 | 1,0: 1,1 |
| Легированная сталь | 80 … 85 | 1,0: 1,1 | |
| Чугун | 100 … 120 | 90 … 110 | 1,0: 0,9 |
| Медь | 150 … 200 | 165 … 220 | 1,0: 1,1 |
| Латунь | 100 … 130 | 135 … 175 | 1,0: 1,3 |
| Алюминий и его сплавы | 80 … 85 | 1,0: 1,1 | |
| Цинк | 15 … 20 | 20 … 25 | 1,0: 1,1 |
| Бронза | 70 … 150 | 80 … 165 | 1,0: 1,1 |
Дополнительными параметрами газовой сварки, влияющими на качество и геометрические параметры сварного шва, являются скорость сварки, вид пламени, угол наклона наконечника, расстояние от ядра пламени до дна сварочной ванны.
Скорость сварки следует по мере необходимости изменять, так как при неизменной скорости сварки металл можно перегреть или, что еще хуже, пережечь и получить прожог.
Вид пламени также влияет на режим сварки. В процессе сварки нормальное пламя с течением времени стремится к окислительному из-за конструктивных особенностей горелок. Лишний кислород в пламени в конкретном случае может быть нежелателен, поэтому сварщик по мере необходимости увеличивает подачу горючего газа, держа палец на ацетиленовом вентиле.
Угол наклона мундштука изменяют в зависимости от нагрева металла. Его можно считать дополнительным фактором к мощности пламени, и по форме и размерам сварочной ванны (вогнутости или выпуклости) сварщик мгновенно принимает решение об изменении угла. Иногда для этого сварщик на мгновение отводит пламя от сварочной ванны.
Наклон мундштука горелки может меняться в процессе сварки. В начальный момент сварки для лучшего прогрева металла и быстрого образования сварочной ванны угол наклона устанавливают наибольшим (α = 80 … 90°); в процессе сварки угол соответствует толщине s и роду свариваемого металла (рис. 3).
Расстояние от ядра пламени до дна сварочной ванны должно быть постоянным. Нельзя касаться ванны расплавленного металла концом ядра пламени, так как при этом расплав насыщается углеродом.
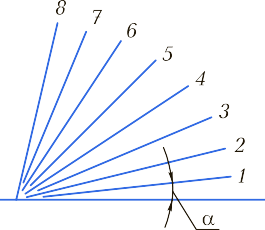
Рис. 3. Изменение угла наклона мундштука горелки α в зависимости от толщины стали s:
1 — s < 1 мм, α = 10°; 2 — s = 1 … 3 мм; α = 20°;
3 — s = 3 … 5 мм, α = 30°; 4 — s = 5 … 7 мм, α = 40°;
5 — s = 7 … 10 мм, α = 50°; 6 — s = 10 … 12 мм, α = 60°;
7 — s = 12 … 15 мм, α = 70°; 8 — s ≥ 15 мм, α = 80°
Расстояние от кончика ядра пламени до дна сварочной ванны должно быть приблизительно равно длине ядра или быть немного меньше. Сварочная проволока должна находиться в рабочей (восстановительной) зоне или в сварочной ванне (вблизи ее края).
В процессе сварки сварщик совершает наконечником горелки одновременно два движения: поперечное и поступательное. Поперечное движение необходимо для равномерного прогрева кромок основного металла и присадочной проволоки, поступательное — для постепенного заполнения стыка и получения протяженного шва.
При сварке в нижнем положении правым способом без разделки кромок при толщине стали более 3 мм или при сварке стали относительно большой толщины левым способом (с разделкой кромок или без нее) наиболее распространенные движения горелки и конца присадочной проволоки показаны на рис. 4, а. В этом случае концом присадочной проволоки совершают движения, обратные движению сварочной горелки. При выполнении угловых швов для получения швов нормальной формы горелкой и присадочной проволокой выполняют движения, показанные на рис. 4, б.
При сварке правым способом металла толщиной 5 мм пламя горелки углубляют в разделку шва (рис. 4, в) и перемещают вдоль шва без колебательных движений.
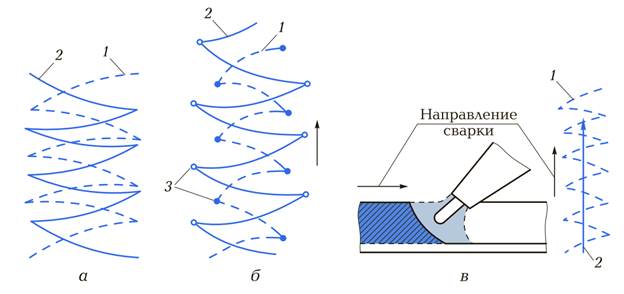
Рис. 4. Движения горелки и проволоки при сварке: а — стали толщиной более 3 мм в нижнем положении; б — угловых швов; в — правым способом с разделкой кромок; 1 — движение проволоки; 2 — движение горелки; 3 — места задержки движения
Тема: «Газовая сварка швов в потолочном положении»
Наибольшие трудности возникают при газовой сварке потолочных швов. При сварке этих швов кромки нагревают до начала оплавления и в этот момент в сварочную ванну вводят присадочную проволоку, конец которой быстро оплавляется. Металл сварочной ванны удерживается от стекания вниз давлением газов пламени. Сварку лучше вести правым способом и выполнять в несколько слоев с минимальной толщиной каждого слоя.
При газовой сварке швы бывают одно– или многослойными. Если толщина металла составляет 8-10 мм, швы наваривают в два слоя, при толщине более 10 мм – три слоя и более, причем каждый предыдущий шов предварительно очищают от шлака и окалины.
Многопроходные швы при газовой сварке не практикуют, поскольку наложить узкие валики очень тяжело.
При газовой сварке возникают внутренние напряжения и деформации, поскольку участок нагрева оказывается более обширным, чем, например, при дуговой сварке. Для уменьшения деформаций необходимо принимать соответствующие меры. Для этого рекомендуют:
– равномерно нагревать изделие;
– подбирать адекватный режим сварки;
– равномерно распределять наплавленный металл по поверхности;
– придерживаться определенного порядка наложения швов;
– не увлекаться выполнением прихваток.
Для борьбы с деформациями применяют разные способы:
1. При выполнении стыковых соединений сварной шов накладывают обратноступенчатым или комбинированным способом, разделив его на участки длиной 100–250 мм (рис. 5). Поскольку теплота равномерно распределяется по поверхности шва, основной металл практически не подвержен короблению.
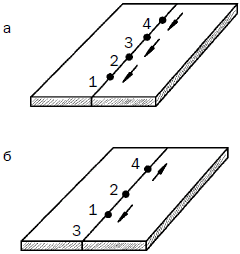
Рис. 5. Последовательность наложения шва при сварке стыковых соединений: а – от кромки; б – от середины шва
2. Уменьшению деформаций способствует их уравновешивание, когда последующий шов вызывает деформации, обратные тем, которые вызвал предыдущий шов.
3. Находит применение и способ обратных деформаций, когда перед сваркой детали укладывают так, чтобы после нее в результате действия деформаций они заняли нужное положение.
4. Бороться с деформациями помогает и предварительный нагрев соединяемых изделий, в результате чего достигается меньшая разность температур между сварочной ванной и изделием. Этот способ хорошо работает при ремонте чугунных, бронзовых и алюминиевых изделий, а также в том случае, если они изготовлены из высокоуглеродистых и легированных сталей.
5. В ряде случаев прибегают к проковке сварного шва (в холодном или горячем состоянии), что улучшает механические характеристики шва и снижает усадку.
6. Термическая обработка – еще один способ устранения развившихся напряжений. Она бывает предварительной, проводится одновременно со сваркой или ей подвергают уже готовое изделие. Режим термической обработки определяют форма деталей, свойства свариваемых металлов, условия и пр.