Раздел 7. Формование «зеленых»
Анодных блоков
«Зеленая» анодная масса, полученная в смесителях периодического или непрерывного действия, поступает на участок формования анодных блоков. До 50-х годов блоки «зеленых» анодов производились исключительно путем прессования в пресс-форму. Однако с 50-х годов, когда началось проектирование и строительство электролизеров большой мощности, положение существенно изменилось. Германской фирмой VАW был разработан так называемый электролизер Егftwerk, для эксплуатации которого потребовались большие анодные блоки, которые по техническим и экономическим соображениям не могли производиться на традиционных гидравлических прессах.
Особенность технологии на электролизере Егftwerk заключалась в использовании больших обожженных анодных блоков (2100х700х700), которыми наращивались аноды действующих электролизеров с применением специальной склеивающей пасты. Тем самым обеспечивался непрерывный анод на базе обожженных блоков. В последующем размеры анодов возросли до 2270х760х900 мм, а масса — до 2500 кг. для анодов таких размеров гидравлических прессов не существовало, поэтому в первые годы «зеленые» блоки формовались ручной, а затем механизированной набойкой в форму.
В последующие годы был испытан метод виброформования, заимствованный из промышленности строительных материалов и огнеупоров. Первые положительные результаты были получены фирмой ASV (в настоящее время Гидро Алюминиум, Норвегия), которая купила у VАW лицензию на технологию электролиза с использованием предварительно обожженных анодов непрерывного цикла. Метод виброформования анодов был в дальнейшем усовершенствован совместно ASV и VАW, была также создана виброформовочная машина, для внедрения которой не требовались столь большие инвестиции, как на гидравлические прессы.
В 1966 г. VАW получила лицензию на технологию виброформования «зеленых» анодов и передала ее машиностроительной фирме КНD (Германия). Благодаря явным преимуществам технология была также передана другим алюминиевым компаниям, в том числе АIСОА, А1САN, Гидро Алюминиум, Пешине, Алюссис. В настоящее время все известные производители анодов успешно используют технологию виброформования.
Преимущество виброформовочных машин относительно гидравлических прессов:
- капиталовложение в 1,7 раз ниже
- установочная мощность привода в 3-ри раза меньше
Таким образом, очевидные преимущества технологии вибропрессования по сравнению с гидравлическими прессами способствовали повсеместному ее распространению в мировой практике производства обожженных анодов.
Тема7.1 Теория процесса виброформования
«зеленых» анодных блоков
. При вибрационном воздействии на уплотняемую массу резко ослабляются силы внутреннего трения, разрушаются устойчивые связи между структурными элементами, что оказывает прямое воздействие на все реологические(текучесть, деформация) характеристики композиционной системы.
Зерна свежеприготовленной анодной массы занимают в состоянии покоя более или менее устойчивое положение равновесия в соответствии с действующими в ней силами тяжести, силами трения, а также коагуляционными и кристаллизационными силами сцепления.
Под действием сил тяжести частицы анодной массы стремятся уложиться с максимальной плотностью, но им противодействуют силы трения и сцепления. При вибрировании происходит значительное ослабление этих сил и зерна анодной массы, приобретая подвижность, стремятся к более рациональному размещению в пространстве.
Вибрирование также не только уменьшает силы межзернового сцепления и трения, но и уменьшает структурную вязкость пековых прослоек. Соответственно возрастает роль пековых прослоек как межзерновой «смазки», что способствует дополнительному снижению вязкости формуемой массы.
Однако, если силы тяжести частиц недостаточны для обеспечения интенсивного уплотнения массы, то большие амплитуды могут привести к обратному эффекту — разрыхлению вибрируемого слоя. Поэтому для исключения разрыхления и расслоения вибрируемого слоя к массе необходимо приложить некоторое внешнее давление.
При подборе гранулометрического состава анодной массы шихта составлена с учетом максимально плотной укладки зерен, то виброобработка только завершает такую укладку и органически дополняет процесс смещения.
Давление, создаваемое пригрузом, в несколько десятков и более раз меньше, чем при прессовании на гидропрессах.
При низком давлении не разрушаются контакты между частицами, а напротив, происходит более прочное их заклинивание, с чем связана высокая объемная устойчивость виброуплотненного «зеленого» анода.
Особенно хорошие результаты получаются при уплотнении вибрированием полидисперсных масс, содержащих как крупные, так и мелкие зерна в широком интервале размеров.
При выборе режима вибрирования следует учитывать различные факторы:
- массу формуемого изделия,
-температуру формования,
-качество и количество связующего в электродной массе,
-гранулометрический состав коксовой шихты и т. п.
- график нарастания частоты вибраций
- вакуумирования анодной массы перед и во время виброформования (удаление воздуха и газа)
С увеличением температуры формования повышается максимальная плотность, а также существенно сокращается время уплотнения материалла.
Должно учитываться и температура размягчения пека. При повышении температуры размягчения следует либо удлинять время виброформования, либо повышать температуру формования из расчета 2 ос на каждый градус температуры размягчения
Виброуплотнения несколько меняется в сторону удлинения процесса при росте слоя (массы) изделия, так как указанный фактор на - прямую связаны с замедлением распространения вибрационных колебаний и охватом ими всех слоев формуемого изделия.
.
Особенно хорошие результаты достигаются при уплотнении вибрированием полидисперсных масс, содержащих как крупные, так и мелкие зерна в широком интервале размеров. При вибрировании такой массы мелкие зерна как бы просеиваются через промежутки между крупными зернами и заполняют пустоты и поры. Тем самым создается единый жесткий каркас, удерживающий стабильную форму блока.
Продолжительность уплотнения зависит от гранулометрического состава коксовой шихты. Для композиций шихты с крупным заполнителем (максимальный размер зерна12мм) интенсивность уплотнения ниже в 1,3 раза, чем для смесей с максимальным размером зерна 4мм. Продолжительность уплотнения до максимальной плотности для композиции с крупным зерном больше, чем для композиции с более мелким зерном
Наиболее приемлемым для виброуплотнения следует признать состав с содержанием связующего до 16 %.
Пекококсовые композиции с содержанием пека 13—16 % проявляют наибольшую способность снижать вязкость при вибрации (в 10 и более раз), перестраивать структуру и уплотняться. При этом малопрочные структуры преобразуются в устойчивые системы с максимальной плотностью и устойчивостью формы «зеленого» анода.
Более «жирные» составы (более 16 % связующего) менее чувствительны или не чувствительны вообще к воздействию вибрации, их уплотнение маловероятно, а устойчивая форма «зеленого» блока может существовать только при относительно низких температурах виброформования. Именно этими соображениями можно объяснить стремление технологов к максимальному снижению связующего в анодной массе и повышению температуры виброформования. Однако слишком «сухие» массы (менее 13 % пека) также недопустимы, так как связующего оказывается недостаточно для полного смачивания наполнителя и формирования сплошной структуры анодного блока.
Существенное значение для качества анодного блока может оказать график нарастания частоты вибраций: от минимальной на начальной стадии виброформования, когда происходит только сближение зерен заполнителя без достаточного еще их сцепления, до максимальной на конечной стадии готовности блока.
Существенное влияние на вибропрессования оказывают воздушные и газовые включения, содержащие в исходной анодной массе. В процессе прессования происходит закрытие газопроводящих каналов и постепенным замедлением вытеснения воздуха и паров пека из образовавшегося анодного блока, происходит запрессовка воздуха и паров. Запресовка увеличивается:
-при увеличении высоты изделия
-роста содержания в анодной массе пылевых фракций.
Энергия затраченная на сжатие воздуха в порах, является источником упругого расширения блока после снятия пригруза, что может привести к образованию слоистых трещин.
Образование трещин расслоения усиливается при прессовании тонкозернистых масс и снижается в массах с укрупненным размером зерна.
Большое значение для предотвращения упругого расширения «зеленого» блока имеет применение вакуумирования анодной массы перед и во время виброформования (удаление воздуха и газа). Одновременно при вакуумирование, повышается объемная плотность блоков и снижается пористость.
В газовой фазе (воздух, газообразные углеводороды) при сжатии «зеленой» массы могут происходить следующие превращения:
- вытеснение газа из объема блока,
- сжатие не вытесненного газа в порах
- частичное его перераспределение в объемах блока (посколькууплотнение массы не вполне равномерно)
- растворение части газов в пеке.
В начале сжатия массы воздух преимущественно вытесняется наружу и удаляется через зазоры между пуансоном и стенками формы, а также другими не плотностями конструкции. Поэтому больших давлений в порах не возникает.
Далее, по мере закрытия пор и каналов, процесс вытеснения воздуха замедляется и может (особенно в тонкодисперсных массах) практически прекратиться. При этом давление остающегося газа («запрессованного» или «защемленного») будет сильно возрастать по мере уменьшения объема пор. Расчеты и исследования показали, что при неблагоприятных условиях давление воздуха в порах может достигать нескольких атмосфер, вызывая этим серьезные отрицательные последствия, образованию видимых или скрытых трещин, которые проявляются при хранении «зеленых» анодов или в процессе обжига.
Наиболее эффективный способ удаления воздуха и газов из обьема анодной массы, является вакуумирование.
Промышленная практика виброформования с применением вакуумирования полностью подтверждает теоретические предпосылки, изложенные выше, а именно:
- вакуумирование происходит быстрее и дает лучший результат при повышенной температуре;
- воздух, захваченный при смешении, и адсорбированные газы сжимаются под давлением прессования. амортизируют вибрации и препятствуют распространению вибрационных колебаний; трамбующее воздействие на анодный блок соответственно ослабевает;
- сжатый воздух и газы после выхода блока из виброформы оказывают расширяющее воздействие и приводят к деформации блока; в то же время при применении вакуумирования пониженное давление внутри блока, когда он выходит из виброформы и оказывается под воздействием атмосферного давления, способствует удержанию правильной формы блока;
— воздушные включения и пустоты под воздействием вибропрессования могут преобразовываться в слоистые поры, ориентированные горизонтально; это вызывает анизотропию, которая развивается в горизонтальные трещины
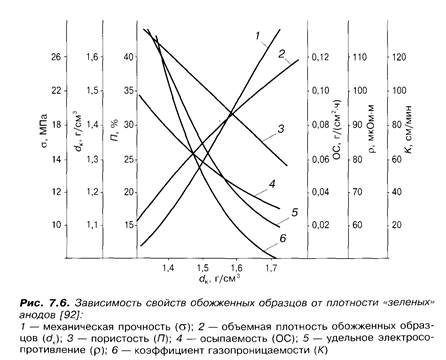
Качество «зеленых» анодов принято оценивать прежде всего по их объемной плотности. Зависимость свойств обожженных анодов, т. е. готовой продукции, от объемной плотности «зеленых» анодов в графическом виде представлена на рис. 7.6.
Критерием качества сформованных блоков, кроме объемной плотности, является отсутствие трещин, сколов, непропресовок.
Объемная плотность контролируется на виброформовочной установке, как правило, автоматически путем замера высоты блока с последующим расчетом данных на ЭВМ. Контроль по другим показателям осуществляется визуально.
Оптимальные параметры виброформования анодов на современных машинах с вакуумированием, принятые в практике, составляют:
- амплитуда колебаний 2—5 мм,
-частота 1500—2000 мин-1,
-давление прессования 0,05—0,10 МПа
- длительность прессования 30—80 с.
-остаточный вакуум не более 5 кПа.
-температуры смешивания 170-1800 С,
-температура массы для прессования не ниже 1500С
Таким образом, в современной технологии виброформования находят широкое применение:
— глубокое вакуумирование,
— высокотемпературное формование,
— виброударный режим формования с оптимальными параметрами процесса (амплитуда, частота и ускорение).
В этом же направлении происходит развитие и технологического оборудования: вибропрессов, дозирующих систем, контрольно-измерительного оборудования. Это позволяет работать без брака как по «зеленым», так и по обожженным анодным блокам.