МОДЕРНИЗАЦИЯ ПРЯМТОЧНОГО ВОЛОЧИЛЬНОГО СТАНА КОСН KGT 25/7 СКО-2 ОАО «ММК - МЕТИЗ»
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА
Дипломный проект
МОДЕРНИЗАЦИЯ ПРЯМТОЧНОГО ВОЛОЧИЛЬНОГО СТАНА КОСН KGT 25/7 СКО-2 ОАО «ММК - МЕТИЗ»
Пояснительная записка
ДП.22.02.05.18.14. ПЗ
Студент группы
ОМ9–14-1
В.С. Славко
(подпись)
Руководитель дипломного проекта
И. М. Курлова
(подпись)
Консультант по экономической части
И. М. Курлова
(подпись)
Консультант по графической части
И. М. Курлова
(подпись)
Магнитогорск, 2018
Введение. Актуальность, цель,
задачи и практическая значимость дипломного проекта
Продукция сталепроволочного производства ОАО «ММК – МЕТИЗ» пользуется широким спросом, как на Российских предприятиях, так и за рубежом. Для того чтобы обеспечить заданные характеристики продукции СПЦ ОАО «ММК – МЕТИЗ», в процессе производства периодически отбирают пробы и, при необходимости, осуществляют регулировку оборудования.
Актуальностью дипломного проекта является то, что в настоящее время основное количество сталепроволочной продукции производится с помощью волочильного оборудования, а также изучение и анализ узких мест оборудования СПЦ ОАО «ММК – МЕТИЗ» и предложение мероприятий по повышению надежности считается первостепенной задачей ресурсосберегающих технологий.
Актуальность темы дипломного проекта очевидна. В условиях жесткой конкуренции предприятия должны постоянно заниматься улучшением качества продукции, совершенствованием технологии производства, проведением своевременной реконструкции во избежание внеплановых простоев и для увеличения производительности оборудования.
Целью дипломного проекта является разработка и обоснование мероприятий по модернизации волочильного стана MFL S560-2 + S500-10 СПЦ ОАО «ММК-МЕТИЗ» для выполнения дипломного проекта.
Для достижения поставленной цели необходимо решить следующие задачи:
представить краткую характеристику технологического процесса и механического оборудования СПЦ ОАО «ММК - МЕТИЗ;
описать сортамент продукции;
описать виды и методы контроля качества металла;
описать назначение, устройство и работу волочильного стана;
выполнить анализ существующих конструкций волочильных станов;
описать правила технической эксплуатации стана;
предложить мероприятия по повышению надежности волочильного стана;
выполнить расчет сметы капитальных затрат на модернизацию;
рассчитать экономическую эффективность мероприятий по модернизации привода барабана волочильного стана;
описать способы и системы смазывания привода волочильного стана;
описать экологическую обстановку в СПЦ ОАО «ММК-МЕТИЗ;
рассмотреть вопросы охраны труда и промышленной безопасности в СПЦ.
Практическая значимость темы дипломного проекта заключается в анализе недостатков волочильного стана и предложении мероприятий по улучшению работы стана и повышении его надежности.
1 Теоретическая часть
1 Краткий анализ технологического процесса и механического
оборудования волочильного участка СПЦ ОАО «ММК-МЕТИЗ»
Заготовкой для производства проволоки является бунтовая мелкосортная сталь диаметром от 4,5 до 16 мм. Производится катанка на специализированных мелкосортных станах, которые называются проволочными [1].
Заготовка на волочение должна поступать партиями. Каждая партия заготовки должна состоять из мотков (катушек) проволоки одной марки сплава, одного диаметра, одной плавки, изготовленной по одному технологическому режиму.
Заготовка, поступающая с термотравильных агрегатов, должна быть покрыта сплошным тонким слоем соли или извести.
Допускается в качестве подсмазочного слоя использовать раствор сернокислого натрия №80 и жидкого стекла. Заготовка, поступающая с термотравильных агрегатов и с десятиниточных печей, должна быть чистой, однотонной, металлического цвета. Технические требования к заготовке должны соответствовать требованиям СТП 173-85 и СТП 173-100.
Крепление ярлыков должно быть прочным и надежным, исключающим возможность потери ярлыка и обезличивания проволоки. С целью обеспечения прослеживаемости движения металла из цеха в цех, из отделения в отделение, маркировочные ярлыки должны сохраняться до полного окончания технологического цикла.
Мотки и катушки, не имеющие маркировочного ярлыка, к волочению не допускаются и бракуются. Запуск их в волочение осуществляется только после испытания на марку. Заготовка, поступившая в цех, проверяется старшим мастером, плановиком, технологом или мастером смены на наличие накладной, маркировочных ярлыков, сертификата качества.
При обнаружении (визуально) каких-либо дефектов контроль проводит контролер или контрольный мастер ОТК на выявление несоответствия требований СТП 173-85, СТП 173-100.
Принятая проволока - заготовка складируется в специально отведенном месте. Каждый контейнер или стеллаж должен иметь таблички с указанием диаметра и марки стали или сплава.
Выдачу проволоки-заготовки на волочение производит сменный мастер или старший кладовщик с регистрацией в журнале. На выданный металл в работу, сменный мастер, старший мастер или технолог цеха выписывает карту движения металла. Карта движения металла должна сохраняться до полного окончания технологического цикла.
Проволока из отделения в отделение должна передаваться партиями, состоящими из металла одной плавки, одного диаметра по накладной и с картой движения металла. Волочение проволоки производится на волоках из природных и синтетических алмазов в соответствии СТП 173-105 и твердосплавных волок. В качестве смазки при волочении применяют СОЖ в соответствии 173-МТПР-26 или другие смазки по рекомендации ПИЛ. Контроль за выполнением данного мероприятия возлагается на мастеров смен и старшего мастера. Заправка проволоки на станах производится на минимальной скорости. При установившемся процессе волочения, скорость устанавливается в зависимости от марки стали, диаметра проволоки и типа оборудования. Тип оборудования выбирается в зависимости от диаметра проволоки и числа протяжек. Допускаемые отклонения на проволоку предельных размеров не должны превышать ± 0,020 мм готовых размеров соответствующим стандартам.
Термическая обработка проволоки представляет собой совокупность технологических операций, связанных с нагревом, выдержкой и охлаждением, с целью изменения механических, физико-химических и технологических свойств без изменения основных размеров. Волочением называют процесс обработки металлов давлением, при котором заготовку постоянного поперечного сечения протягивают через плавно сужающийся канал волоки.
Перед волочением передний конец заготовки заостряют для того, чтобы задать его в инструмент, а затем захватывают клещами и прикладывают необходимую силу для волочения силу.
Под действием этой силы металл протягивается через волоку и приобретает форму и размеры наименьшего сечения канала волоки.
Катанка
Термическая
обработка
Подготовка
поверхности металла
к волочению
волочение
операции отделочные операции
сортировки, обеспечение
испытания, упаковка, эксплуатационных
маркировка свойств проволоки
отгрузка.
Рисунок 1 – Принципиальная схема процесса волочения проволоки
Поверхность катанки, проволоки перед волочением должна быть сухой и чистой. Поданный в отделение грубого волочения травленый металл подается электромостовым краном грузоподъемностью 5т или кран-балками грузоподъемностью 2т на приемные стеллажи волочильных станов или на размоточное устройство РБ-2100 линии задачи к стану.
В зависимости от требуемого диаметра волочение производится на волочильных станах различного типа. Волочильные станы оборудованы системами охлаждения волок и барабанов водой.
Волочильщик освобождает металл от вязок, отгибает верхний конец мотка, отрезает дефектную его часть, после чего приступает к острению конца мотка.
Во избежание лишних потерь металла отрезаться должен только действительно непригодный конец мотка с наличием раскатанных трещин, закатов, усов, прокатных плен, раскатанных загрязнений…
До начала острения конец мотка катанки (круга,проволоки) изгибается в форме буквы Z для удобства острения.
Острение конца мотка катанки (круга,проволоки) производится поворачиванием конца мотка на 900 в 2 или 3 ручьяхострильного станка с последовательным уменьшением диаметра ручья.
Длина заостренного концадолжна быть в пределах от 80до 100 мм, диаметр на 0.5 мм меньше диаметра волоки,через которую будет затягиваться данный заостренныйконец. Острение конца мотка катанки(круга, проволоки) должно производиться под диаметр волоки заправляемого барабана.
Заостренный конец моткапропускается через волоку, находящуюсяв мыльнице укрепленной на станине волочильногостана, и захватывается губками затяжныхклешей.Крюк клешей вставляется в окнобарабана на заправочной скоростипроизводится вытяжкаконца проволоки длиной от200 до 300 мм Стан останавливается, послечего заостренныйконец отрезается и клещамизахватывается протянутая через волокупроволока полногодиаметра.
После зажатия губками затяжных клешей полного диаметра протягиваемой проволоки, производится наматывание от 6 до 8 витков проволоки вместе с клешами на барабан. Затем стан останавливается и снимаются с барабана затяжные клеши. Свободный конец проволоки закрепляется на волочильном барабане.
Заправка станов должна производиться на заправочной скорости.
Если волочение производится на однократном стане, то на этом заправка стана заканчивается и барабан включается на рабочую скорость.
Если волочение производится на многократном стане, то вся операция повторяется аналогично предыдущей, до последнего барабана.
При работе стана па катушку намоточного аппарата операции по работе стана до заправки барабана повторяются. Протянув на барабан необходимое количество витков, достаточное для заправки намоточного аппарата, стан останавливается, дается "реверс" для полного распушения витков на барабане.
Снимаются клещи и передний конец мотка закрепляется на шпуле намоточного аппарата
Протравленный и профосфатированный металл с тележки подается на приемные стеллажи либо непосредственно на размоточное устройство РБ-2100 линии задачи к стану.
Основным назначением линии задачи является механизация трудоемких процессов правки металла, подачи его к механизмам острения конца бунта, сварки, гидравлического проталкивания.
С размоточного устройства при помощи клещей лебедки через перекидной ролик берется начало витка и подается на установку правильно-подающего устройства между разведенными и предварительно от регулированными при помощи винтов роликами. Направляющие ролики и рычаги при этом находятся в крайнем горизонтальном положении.
Специальными рычагами и наклонными роликами металл подастся в ручьи нижних приводных роликов и одновременно опускаются верхние ролики прижимные. На размоточном устройстве бухта металла освобождается от вязок с помощью ножниц и передний конец бунта заправляется в клещи лебедки.
Включением привода правильно-подающего устройства вперед и назад производят правку конца бунта и после правки подают его к гратоснимателю.
Передний конец бунта, вышедший за лицевую поверхность мыльницы (после острения) захватывается клешами.
Кнопкой на пульте управления и педалью, расположенной у мыльницы, волочильная машина включается на заправочную скорость и производится намотка готовой продукции на всю рабочую поверхность барабана до заполнения галтели, после чего барабан останавливается и заготовка прижимается на барабане роликами.
Барабан выставляется в положение заправки. Прижимной тарелкой конец заготовки прижимается перед заправочными клешами Клеши освобождаются и укладываются в нишу на барабане с фиксацией их фиксатором. Заправочный конец проволоки обрезается гидроножницами на длину примерно 250 мм. Приемная тарелка отводится в исходное положение.
Управление станом производится с пульта управления кнопками: Заправочная скорость". "Пуск". "Стоп общий", "Пуск" и "Стоп" маслонасоса. Наличие давления в системе смазки, контролируемое реле давления, позволяет включить стан.
Тумблер контролирует загрузку электродвигателя по моменту и отключает стан во время порыва заготовки между мыльницей и барабаном. Кнопка для управления гидравлическими ножницами установлена на корпусе ножниц.
На волочильном станс возможно волочение стальной заготовки из горячекатаного металла исходного диаметра от 5,5 до 21 мм.
Для включения нужной скорости необходимо оттянуть фиксатор на вертикальной стенке корпуса редуктора и вращать маховик, наблюдая за стрелкой до срабатывания фиксатора.
При переключении скоростей необходимо пользоваться ножной педалью редуктора, защищенной кожухом.
Переключение скоростей можно производить только при остановленном электродвигателе стана.
Технологической смазкой при волочении служит сухой мыльный порошок или сухая мыльная стружка. Заправка стана (стан предназначен для работы с линией задачи).
Заостренный конец бунта продевается через направляющие ролики в волоку и выступающий конец захватывается заправочными клещами, которые крепятся на барабане. Передний конец заготовки, вышедший залицевую поверхность мыльницы (после острения) захватывается клещами. С целью достижения непрерывного процесса волочения нижний конец предыдущего бунта (мотка) сваривается с верхним концом последующего бунта (мотка).
Перед сваркой концы мотков обрезаются ровно на минимальную длину (в зависимости от протяженности дефектного участка). Сварка концов осуществляется только при остановленном оборудовании.
Сварка концов мотков (катанки, круга, проволоки) производится назлектро- сварочных аппаратах АСП-10, DST-A, DST-D, МС-502 или аналогичных.Подготовленныеконцы мотка зажимаются в губки сварочного аппарата: левую подвижнуюи правую неподвижную так, чтобы концы соприкасались друг с другом. Концы катанки (круга,проволоки)между зажимными губками должны быть ровными.
С целью обеспечения качественной сваркии уменьшения работ по зачисткемест сварки, свариваемые концы подправляются для совпаденияосей, чтобы не было уступов.
Волочильщик, удерживая оба свариваемых конца,нажимом кнопки или педалиосуществляет подачу к ним тока.
Под действием тепла, развиваемого токомв месте стыка свариваемых концов, последние нагреваются до оплавления (температура от1350"С до 1400°С) и свариваются.
Под действием пружины левая зажимная губкапри достижении оплавления концов сближается с правой и сдавливает свариваемые концы.
Подача токапрекращается автоматически. После сварки свариваемое место освобождается из зажимови зачищается на наждачном круге до получения диаметра, не превышающею диаметр катанки (круга, проволоки).
При обрыве проволоки между барабанами стана или между чистовым барабаном и намоточным аппаратом концы проволоки должны быть сварены.
При обрыве проволоки между барабанами стана (но причине металлургических дефектов, технической неисправности стана или технологического инструмента) образующиеся cгоны должны быть сформированы и увязаны в мотки.
Мотки проволоки должны быть рассортированы но размерам и группам в соответствии с СТО ММК-МНТИЗ-50-2009, сформированы в бухту, пачку, и замаркированы биркой с указанием:
наименования и товарного знака завода-изготовителя;
условного обозначения;
массы, кг.
Бухты (пачки) проволоки должны быть предъявлены ОТК и управляться как НП в соответствии с СТО 2 С МК «.3-01-2009.
Принятые ОТК бухты (пачки) проволоки должны храниться в отдельном изоляторе НП до отгрузки.
В случае обрыва проволоки при намотке и мотки или на катушку концы ее должны быть сварены.
Связывание концов проволоки в мотке или на катушке узлом запрещается. Место сварки должно быть зачищено на размер, не выводящий диаметр проволоки за пределы допускаемых отклонений
После намотки мотка основные вязки разгибаются и закручиваются с помощью специального приспособления, концы вязок должны быть завязаны в «косичку» не менее 5 оборотов и длиной не менее 100 мм. Лишние концы проволоки должны быть обрезаны.
Маркировка и упаковка проволоки должна производиться в соответствии с требованиям соответствующих стандартов, технических условий и заводской технологической документации, по которой изготавливается проволока. Для маркировки проволоки подлежащей отжигу применяются металлические бирки в соответствии с альбомом чертежей А52.
Для маркировки готовой и передельной проволоки применяются поролитовые бирки. Для заполнения металлических бирок применяются ручные металлические клейма по ГОСТ 25726, ГОСТ 25727, а для поролитовых бирок - маркер на спиртовой основе черного цвета или синего цвета.
1.2 Сортамент продукции СПЦ ОАО «ММК – МЕТИЗ»
Метизное производство одна из основных частей металлургического производства. Для каждого вида и размера проволоки требуется определенная технология изготовления и соответствующее оборудование [1].
К метизным изделиям относятся: проволока, канатные изделия, металлический корд, витая арматура для ж/б, металлические сетки, сварочные электроды, лента, пружины, болты, гвозди, винты, шурупы и т.д. Одним из главных видов метизов является проволока, наиболее распространенной формой сечения является круг.
Проволока находит самое широкое применение во всех отраслях промышленности, сельском хозяйстве и других сферах жизни и деятельности человека. Применяется она в виде как готовых изделий (электрические и телеграфные провода, проволока для армирования железобетонных конструкций промышленного и гражданского назначения, обвязочный и упаковочный материал и пр.), так и полуфабриката для производства целого ряда метизов: стальные канаты, сварные и тканые сетки, гвозди, шурупы, детали машин, проволочно-кабельные изделия, для армирования автомобильных шин (бортовая проволока), рукавов высокого давления, осуществления сварочных операций (сварочная проволока, электроды). В последнее время начинает развиваться направление армирования строительных материалов проволокой (фибра) и др.
Проволоку изготовляют в широком ассортименте из самых различных черных и цветных металлов и сплавов, с разными механическими и физико-химическими свойствами:
Проволока стальная низкоуглеродистая общего назначения - ГОСТ 3282-74;
Проволока стальная оцинкованная - ASTMA 641-92;
Проволока стальная оцинкованная - DIN 1548-79;
Прокат класса В500С холоднодеформированный периодического профиля
для армирования железобетонных конструкций - ГОСТ Р 52544-2006, ТУ 14-1-5544-2006;
Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций (ВР-1) - ГОСТ 6727-80;
Проволока периодического профиля - ТУ 1213-034-00187240-2006;
Проволока холоднодеформированная - ТУ 14-170-217-94;
Проволока стальная сварочная - ГОСТ 2246-70;
Проволока омедненная сварочная из легированной стали - ТУ 1227-017-00187240-2003;
Проволока стальная омедненная сварочная низкоуглеродистая и легированная - ТУ 14-1-953-74;
Проволока стальная омедненная сварочная - ТУ 14-4-863-77;
Проволока стальная омедненная сварочная - ТУ 14-14-1445-87;
Проволока омедненная сварочная - ТУ 14-4-1877-2004;
Проволока стальная омедненная сварочная - ТУ 14-4-133-73;
Проволока омедненная сварочная легированная - ТУ 14-198-83-83;
Проволока стальная сварочная низкоуглеродистая для сварки кузовных деталей автомобиля ВАЗ - ТУ 14-4-134-73;
Проволока стальная низкоуглеродистая для пневмоскоб - ТУ 14-4-1094-80;
Проволока стальная сварочная омедненная из легированной стали для сварки труб - ТУ 1227-036-00187240-2006;
Проволока стальная сварочная для изготовления электродов - ТУ 14-4-828-77;
Проволока стальная оцинкованная для бронирования электрических проводов и кабелей - ГОСТ 1526-81;
Проволока стальная оцинкованная для воздушных линии связи - ГОСТ 1668-73;
Проволока стальная оцинкованная для воздушных линии связи - ГОСТ 15892-70;
Проволока стальная оцинкованная термообработанная для увязки целлюлозы - ТУ 14-4-936-78;
Проволока обвязочная высокоуглеродистая оцинкованная - ТУ 14-176-137-2005;
Проволока стальная термически обработанная для обвязки хлопковых кип - ТУ 14-176-142-2006.
Проволока из углеродистой конструкционной стали - ГОСТ 17305-91.
Проволока находит самое широкое применение во всех отраслях промышленности, сельском хозяйстве и других сферах жизни и деятельности человека.
Применяется она в виде как готовых изделий (электрические и телеграфные провода, проволока для армированных железобетонных конструкций промышленного и гражданского назначения, обвязочный и упаковочный материал и пр.), так и полуфабрикаты для производства целого ряда метизов: стальные канаты, сварные и тканые сетки, гвозди, шурупы, детали машин, проволочно-кабельные изделия, для армирования автомобильных шин (бортовая проволока), рукавов высокого давления, осуществления сварочных операций (сварочная проволока, электроды). В последнее время начинает развиваться направление армирования строительных материалов проволокой (фибра) и др.
Проволоку изготовляют в широком ассортименте из самых различных черных и цветных металлов и сплавов, с разными механическими и физико-химическими свойствами.
Для каждого вида и размера проволоки требуется определенная технология изготовления и соответствующее оборудование.
Проволока полиграфическая – ГОСТ 7480-73.
Проволока классифицируется по:
по форме поперечного сечения – круглая;
по размерам: 5-й группы от 1,00 до 1,60 мм; 6-й группы от 1,60 до 3,8 мм;
по химическому составу:
из углеродистой стали с массовой долей углерода выше 0,25 %;
из низкоуглеродистой стали с массовой долей углерода до 0,25 % включительно;- по виду конечной обработки, обеспечивающей заданный комплекс механических свойств – термически необработанная (холоднотянутая);
по виду поверхности:
без дополнительной отделки поверхности после деформации с остатками технологических покрытий – буры, наносимой на поверхность для подготовки металла к волочению;
с металлическим покрытием – оцинкованная;
по назначению:
общего назначения, проволока стальная канатная (светлая или оцинкованная);
проволока углеродистая для сеток;
проволока стальная углеродистая пружинная;
проволока из углеродистой конструкционной стали;
проволока - заготовка для сердечников проводов;
проволока - заготовка.
Проволока изготавливается из катанки по ГОСТ 10702, ГОСТ 30136, ТУ 14-1-5317, ТУ 14-101-582 или по другой нормативной документации. Марка стали выбирается согласно действующей технологии в зависимости от назначения проволоки.
Контроль качества в процессе производства осуществляется технологами цеха и работниками ОКП [1].
В случае несоответствия технологических параметров текущей прокатки от требований ТИ и (или) в случае неудовлетворительного качества прокатываемых листов технологический персонал и работники ОКП имеют право остановить технологический процесс до устранения причин, вызвавших нарушение хода технологического процесса.
Наиболее характерные дефекты продукции, причины их возникновения и способы устранения представлены в КД ЛПЦ9-3-2009 «Классификатор дефектов в СПЦ».
Контроль качества и испытания продукции. Изготовленную продукцию проверяют с целью определения ее качества.
Для определения качества волоченных изделий применяются определенные испытания: испытание на растяжение, предел упругости, предел текучести, предел прочности, разрыв с узлом, испытание на твердость, испытание на перегиб и скручивание, испытание на навивание. Также проводится контроль качества поверхности, контроль микроструктуры. Готовая проволока на предприятии-изготовителе предъявляется контрольно-приемному органу (ОТК) партиями.
Партия состоит из проволоки одного номинального диаметра, одной марки металла, одного вида поверхности, а также имеющей иные однотипные свойства, характеризующие конкретный вид проволоки, и сопровождается документом о качестве (сертификатом). Осмотр и замер проволоки. Визуальный осмотр и замер предъявленной к сдаче проволоки производится с целью:
определения качества намотки мотка (катушки) и обвязки его;
установления соответствия массы мотков и габаритных размеров принятой норме для данной партии проволоки;
проверки качества поверхности проволоки, в том числе целостности защитного покрытия;
установления фактического диаметра проволоки или других геометрических размеров, а также определения наличия дефектов, которые могут повлиять на качество проволоки. Осмотру и обмену подвергаются, как правило, все 100% предъявленных к сдаче мотков (катушек). Осмотр поверхности проволоки производится невооруженным глазом.
Лишь в сомнительных случаях, а также при осмотре микротонкой проволоки нормативно-техническая документация на конкретные виды проволоки допускает применение увеличительных приборов определенной кратности (не более Х25). При осмотре поверхности проволоки могут быть установлены следующие дефекты: волнистость, рябизна, продольные риски, трещины, раковины,
волосовины, ржавчина, остатки технологических покрытий, наплывы защитных покрытий или, наоборот, местное отсутствие его и другие дефекты.
Отнесение того или иного дефекта, а также совокупность дефектов к браковочному признаку производится в каждом случае в зависимости от требований НТД на проволоку и возможности влияния этих дефектов на качество конкретного вида проволоки.
Например, отдельные местные дефекты на поверхности проволоки в виде незначительных вмятин, забоин, царапин, рисок могут не являться браковочными признаками, если их глубина не превышает определенной части предельного отклонения по диаметру, установленной нормативно-технической документацией на конкретный вид проволоки. Также не являются браковочными признаками отдельные наплывы защитного металла, если они не выводят проволоку за предельные отклонения по диаметру.
Измерение диаметра и овальности круглой проволоки, а также геометрических размеров проволоки фасонного сечения производится в двух взаимно перпендикулярных направлениях одного и того же сечения и не менее чем в трех местах мотка, при этом применяется измерительный инструмент с достаточной степенью точности для конкретного вида проволоки.
Проволока, изготавливаемая для внутренних поставок, должна отвечать требованиям действующих стандартов организаций, товарная проволока должна отвечать требованиям нормативных документов.
Катанка, поступающая на волочение предъявляется контрольно-приемному органу (ОТК) партиями.
Партия состоит из проволоки одного номинального диаметра, одной марки металла, одного вида поверхности, а также имеющей иные однотипные свойства, характеризующие конкретный вид проволоки, и сопровождается документом о качестве (сертификатом).
Осмотр и замер проволоки. Визуальный осмотр и замер предъявленной к сдаче проволоки производится с целью:
определения качества намотки мотка (катушки) и обвязки его;
установления соответствия массы мотков и габаритных размеров принятой норме для данной партии проволоки;
проверки качества поверхности проволоки, в том числе целостности защитного покрытия;
установления фактического диаметра проволоки или других геометрических размеров, а также определения наличия дефектов, которые могут повлиять на качество проволоки. Осмотру и обмену подвергаются, как правило, все 100% предъявленных к сдаче мотков (катушек).
Осмотр поверхности проволоки производится невооруженным глазом. Лишь в сомнительных случаях, а также при осмотре микротонкой проволоки нормативно-техническая документация на конкретные виды проволоки допускает применение увеличительных приборов определенной кратности (не более Х25).
При осмотре поверхности проволоки могут быть установлены следующие дефекты: волнистость, рябизна, продольные риски, трещины, раковины, волосовины, ржавчина, остатки технологических покрытий, наплывы защитных покрытий или, наоборот, местное отсутствие его и другие дефекты.
Отнесение того или иного дефекта, а также совокупность дефектов к браковочному признаку производится в каждом случае в зависимости от требований НТД на проволоку и возможности влияния этих дефектов на качество конкретного вида проволоки.
Например, отдельные местные дефекты на поверхности проволоки в виде незначительных вмятин, забоин, царапин, рисок могут не являться браковочными признаками, если их глубина не превышает определенной части предельного отклонения по диаметру, установленной нормативно-технической документацией на конкретный вид проволоки. Также не являются браковочными признаками отдельные наплывы защитного металла, если они не выводят проволоку за предельные отклонения по диаметру.
Измерение диаметра и овальности круглой проволоки, а также геометрических размеров проволоки фасонного сечения производится в двух взаимно перпендикулярных направлениях одного и того же сечения и не менее
чем в трех местах мотка, при этом применяется измерительный инструмент с достаточной степенью точности для конкретного вида проволоки.
Заготовка на волочение должна поступать партиями. Каждая партия заготовки должна состоять из мотков (катушек) проволоки одной марки сплава, одного диаметра, одной плавки, изготовленной по одному технологическому режиму. Заготовка, поступающая с термотравильных агрегатов, должна быть покрыта сплошным тонким слоем соли или извести. Допускается в качестве подсмазочного слоя использовать раствор сернокислого натрия №80 и жидкого стекла.
Старший кладовщик производит взвешивание металла и, все данные регистрирует в журнале приемки проволоки. При обнаружении (визуально) каких-либо дефектов контроль проводит контролер или контрольный мастер ОТК на выявление несоответствия требований СТП 173-85, СТП 173-100.
Несоответствующая продукция складируется отдельно. Дальнейшие действия с ней в соответствии требований СТП СОК 173-4.13-01.
Принятая проволока-заготовка складируется в специально отведенном месте. Каждый контейнер или стеллаж должен иметь таблички с указанием диаметра и марки стали или сплава. Выдачу проволоки-заготовки на волочение производит сменный мастер или старший кладовщик с регистрацией в журнале. На выданный металл в работу, сменный мастер, старший мастер или технолог цеха выписывает карту движения металла. Карта движения металла должна сохраняться до полного окончания технологического цикла.
1.3 Назначение, устройство и работа волочильного стана
MFL S560-2 + S500-10 СПЦ ОАО «ММК – МЕТИЗ»
Волочильная машина прямоточного типа представляет собой машину многократного волочения, окружные скорости тяговых барабанов которой
синхронизируются при помощи сил волочения, действующих на тяговые барабаны. Прямоточные машины работают без накопления проволоки на тяговых барабанах (на каждый из тяговых барабанов навивается такое число витков проволоки, которое исключает скольжение). Число оборотов барабанов устанавливается и регулируется в соответствии с вытяжкой проволоки.
На прямоточных волочильных машинах, работающих с регулируемым противонатяжением, проволока непосредственно передается с барабана барабан. На этих машинах на каждый барабан наматывается 6–10 витков проволоки, которых вполне достаточно для создания силы трения, чтобы можно было протягивать проволоку через волоку, без проскальзывания на барабане.
Охлаждение барабанов и волок этой машины может быть воздушное и водяное. Внутренние стенки барабанов и волоки охлаждаются водой, а наружные стенки барабанов и сам проволока – воздухом от вентилятора. Во время остановки машины, работы на заправочной скорости охлаждающая вода не поступает в барабаны и волоки. Этим предупреждается возможность конденсации влаги на холодной поверхности барабанов. Благодаря отсутствию закручивания проволоки, прямоточные станы проектируются для волочения высокоуглеродистой стальной проволоки диаметром свыше 2 мм.
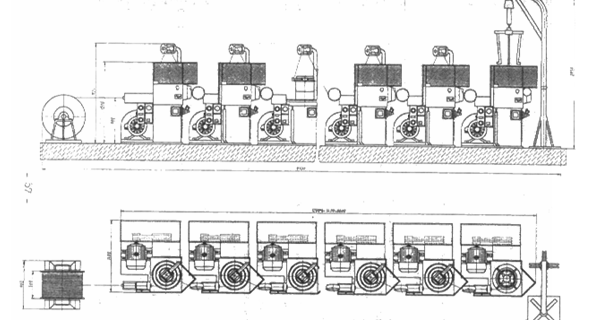
Рисунок 2 – Общий вид волочильного стана
Они проектируются так же и для скоростного волочения других материалов – латуни, никеля, бронзы. Исходный диаметр проволоки, подвергаемой волочению на прямоточных станах колеблется в пределах от 14 до 2 мм. Предел прочности заготовки колеблется в пределах от 400 до 1400 Н/мм2. Скорость волочения в зависимости от диаметра заготовки и продела прочности колеблется от 2,5 до 20 м/с.
Преимущества: отсутствие скручивания протягиваемой проволоки; простая схема движения проволоки от барабана к барабану; пригодность для волочения толстой проволоки (до 18 мм); надежное волочение при высоких скоростях; простая и легкая заправка стана; регулируемое противонатяжение.
Недостатки: плохое охлаждение проволоки вследствие малого числа витков проволоки на барабане; высокая стоимость; сложная конструкция привода с регулировкой скорости; длительные простои при обрыве проволоки. Волокодержатель и мыльница – это один узел крепления и центрирования волоки и размещения волочильной смазки. Волокодержатель крепится напротив барабана, в корпусе мыльницы и удерживает волоку, представляет собой полый корпус, внутри него циркулирует вода, которая поступает по резиновым шлангам, соединенным с трубопроводом, охлаждает зону волоки и емкость для технологической смазки, и отводится по трубопроводу.
Установка его по направлению волочения идёт путём вращения его вокруг болта, затем закрепления волокодержателя с помощью вертикального маховика и горизонтальных маховиков. Сам волокодержатель влагонепроницаем, т.к. вода может просочится в мыльницу. Мыльница – это литая коробка, где находится волочильная смазка.
Водоснабжение осуществляется централизованно через цеховую систему. Вода от общей системы по трубопроводу в корпусе машины под давлением поступает к волоке, охлаждая её. Отработанная вода сливается по трубопроводу слива в общецеховую систему. Расход воды на охлаждение 135 лит/мин.
Волокодержатели должны обеспечивать прочное закрепление волок; правильную установку оси