Поверхности деталей относят к фасонным, если они образованы вращением относительно оси криволинейной образующей.
Любую фасонную поверхность тела вращения получают сочетанием продольных и поперечных подач, которые можно выполнять вручную или автоматически.
Фасонные поверхности можно обрабатывать:
- сочетанием ручных продольных и поперечных подач;
- с помощью копировального устройства, аналогичного конусной линейке;
- с помощью фасонных резцов;
- с помощью специальных приспособлений.
Инструмент, используемый при обработке фасонных поверхностей.
Фасонные поверхности на длинных деталях, заданный профиль которых получается сочетанием двух подач, обрабатываются проходными резцами.
При обработке фасонных поверхностей длиной до 60 мм в серийном и массовом производстве используют фасонные резцы, профиль режущей кромки которых соответствует профилю обрабатываемой поверхности. Простейшим фасонным резцом является стержневой резец, который обычно имеет припаянную пластину твердого сплава. Задняя поверхность резца является фасонной, поэтому при износе резца переточка производится не по задней, а по передней поверхности. При установке фасонных резцов необходимо учитывать, что режущая кромка при обработке должна устанавливаться точно по линии центров. Стержневые резцы допускают две-три переточки, что является существенным недостатком их конструкции. Наиболее часто эти резцы используют в качестве радиусных и галтельных (см.рис).
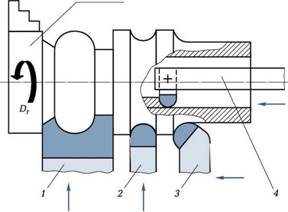
Рис. Рис. 7.1. Резцы, используемые при обработке галтелей и канавок:
1 — сложного профиля; 2 — радиусный канавочный; 3 — наружный галтельный; 4 — внутренний галтельный; Dr — главное движение; стрелками показано направление перемещения резцов
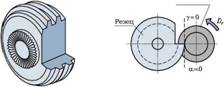
Этого недостатка лишены призматические резцы (см.рис), так как резец крепят в специальной державке хвостовиком, имеющим форму «ласточкин хвост», его можно перемещать вверх по мере перетачивания и таким образом сохранять постоянное положение режущей кромки.

Рис. Призматический фасонный резец
Для образования заднего угла а резец устанавливают под углом к подошве державки. Переточку резца осуществляют шлифованием передней поверхности. Профиль задней поверхности призматического резца соответствует фасонному профилю детали.
Наиболее точную обработку обеспечивает круглый или дисковый фасонный резец (см.рис), который имеет фасонную наружную поверхность, а в резце сделан угловой вырез. При пересечении плоскости выреза с наружной фасонной поверхностью образуется фасонная режущая кромка.
а б
резец место переточки
в
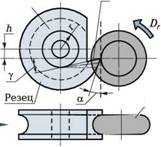
Рис.Дисковый фасонный резец:
а – конструкция, б – установка оси фасонного резца по центру заготовки, в – установка оси фасонного резца выше центра заготовки.
Особое внимание необходимо обратить на создание требуемой геометрии при установке резца. Если бы передняя поверхность резца проходила через центр заготовки, а центр дискового резца находился на уровне центра заготовки, то резец имел бы нулевые передний и задний утлы, т.е. практически не работал. Чтобы создать нужную геометрию режущего клина, вырез делают ниже центра резца, а центр резца устанавливают выше центра заготовки. Кроме того, переднюю поверхность затачивают по касательной к определенной условной окружности с радиусом
r = Rsin(a + y),
где R — радиус наружной окружности фасонного резца; а — заданный задний угол; у — заданный передний угол.
При указанных условиях установки резца значения переднего и заднего углов будут положительными. После каждой переточки по передней поверхности дисковый резец поворачивают на оси державки, вновь устанавливают по оси центров и закрепляют. Призматические и дисковые резцы изготовляют, как правило, из быстрорежущей стали, реже применяют твердосплавные резцы