ПРАКТИЧЕСКОЕ ЗАНЯТИЕ
Тема: Порядок вычисления и замер угла загиба в зависимости от конфигурации заготовки и механических свойств металла.
Краткие теоретические сведения
Правка (выпрямление) - представляет собой слесарную операцию, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму. Правку применяют после резки листового материала ножницами, рубки зубилом и других операций. При помощи правки выпрямляют также полосовой и прутковый материал, трубы и проволоку. Чугунные детали правке не подвергают, так как чугун слишком хрупок и при правке может расколоться.
равка бывает ручная и машинная.
При ручной правке листовых заготовок и деталей применяют стальные или чугунные правильные плиты или наковальни, стальные молотки весом 400 - 600 г, молотки медные, свинцовые, латунные, деревянные, бакелитовые.
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах. В настоящем пособии рассматривается только ручная правка, применяемая в учебных мастерских.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия. Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.
Приемы правки листового материала заключаются в следующем. Уложив деформированный лист на плиту по возможности выпуклостями вверх, обводят выпуклости графитовым карандашом или мелом. После этого по прямым краям листа по направлению к выпуклости наносят частые, но не сильные удары. Материал под действием ударов будет вытягиваться, освобождать стянутую середину и постепенно выравнивать выпуклость. По мере приближения к выпуклости удары должны наноситься слабее, но чаще.
После каждого удара нужно проверять, какое действие он оказывает на лист
Следует помнить, что неправильные удары могут привести лист в негодное состояние. Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так как выпуклости будут не уменьшаться, а увеличиваться.
Таким образом, сущность процесса правки листовых деталей заключается в постепенном растягивании прямых участков листа за счет некоторого утонения материала в этих местах.
Гибка - это способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма.
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм - плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Гибка деталей - одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).
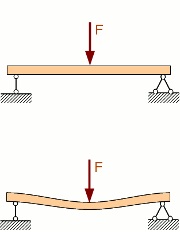
Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом. На заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения. Если эти напряжения не превышают предела упругости материала, деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
| № | Задание: |
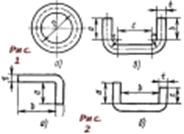 Определите длину заготовки из стальной полосы толщиной 4 мм и шириной 12 мм для кольца с наружным диаметром 120 мм (рис. 1, а).
Рис. 1. Определение длины заготовок: а) кольца, б) скобы с закруглением
Рис. 2. Определение длины заготовки без закругления Определите длину заготовки из стальной полосы толщиной 4 мм и шириной 12 мм для кольца с наружным диаметром 120 мм (рис. 1, а).
Рис. 1. Определение длины заготовок: а) кольца, б) скобы с закруглением
Рис. 2. Определение длины заготовки без закругления
| |
| Определите длину заготовки из стальной полосы толщиной 2 мм и шириной 10 мм для кольца с наружным диаметром 100 мм (рис. 1, а). | |
| Определите длину заготовки скобы с закруглениями (рис. 1, б). Разбить скобу на участки, как показано на чертеже: а = 80 мм, b = 85 мм, c = 120 мм? r = 3,5 мм. | |
| На рис. 2, а показан угольник (а = 30 мм, b = 50 мм, t = 6 мм), а на рис. 2, б — скоба (а = 70 мм, b = 100 мм, t = 4 мм? c = 60 мм). Определить длины заготовок угольника и скобы. | |
В каких случаях гибка труб производится в холодном и когда в горячем состоянии? В своей тетради опишите порядок гибки труб в горячем состоянии (рис. 3).
Р 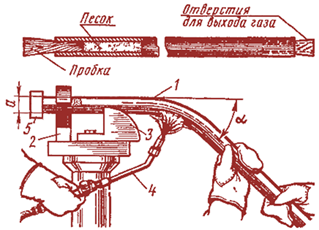 ис. 3. Гибка труб в горячем состоянии ис. 3. Гибка труб в горячем состоянии
| |
| Как определить длину нагреваемого участка трубы при гибке в горячем состоянии? | |
| Как располагают шов цельнотянутой трубы при гибке? | |
| Какие дефекты возможны при гибки труб и каковы причины их возникновения? | |
| Как правят круглые прутки диаметром свыше 30 мм, валы и трубы? | |
| Как располагают шов при гибке газовых и водопроводных труб? |