Основная часть
Производственная практика (по профилю специальности) проводилась на предприятии ОАО «Глазовский завод Металлист», которое относится к предприятиям массового производства, и занимается выпуском следующей продукции: климатическое оборудование и тиски.
История предприятия, виды выпускаемой продукции и выполняемые работы на предприятии
ОАО "Глазовский завод Металлист" - машиностроительное предприятие в городе Глазов Удмуртской Республики, является производителем слесарных и станочных тисков, промышленных калориферов, вентиляторов и отопительных агрегатов.
На предприятии сертифицирована система менеджмента качества в соответствии с международным стандартом ISO 9001-2008.
Сегодня АО «Глазовский завод Металлист» входит в число успешных производственных предприятий России. Ежегодно вносится Торгово-промышленной палатой Российской Федерации в Реестр надежных деловых партнеров, подтверждая экономическую финансовую надежность предприятия. В 2011 году компания отмечена в Национальном Реестре «Ведущие промышленные предприятия России». Завод неоднократно был награжден премией президента в области качества, с вручением соответствующих дипломов. Производство АО «Глазовский завод Металлист» включает в себя современный инструментальный участок, участок обрабатывающих центров с числовым программным управлением, раскройные лазерные комплексы, оборудование для динамической балансировки рабочих колес, листообрабатывающее оборудование: ножницы, пресс, листогибы с числовым программным управлением, установка для покрытия металлоизделий порошковыми красками

| 
| 
|
Методы сверления на токарном станке
Сверление и рассверливание отверстий
Обработка отверстий производится различными режущими инструментами в зависимости от вида заготовки, требуемой точности и нужной чистоты поверхности.
Различают заготовки с отверстиями, подготовленными при отливке, ковке или штамповке, и заготовки без предварительно подготовленных отверстий.
Обработку отверстий в заготовках, не имеющих предварительно подготовленных отверстий, всегда начинают со сверления.
Сверла
Сверление неглубоких отверстий производят перовыми и спиральными сверлами.
Перовое сверло. Перовое сверло показано на рис. 159. Режущая часть сверла представляет плоскую лопатку 3, переходящую в стержень 4. Две режущие кромки 1 и 2 сверла наклонены друг к другу обычно под углом 116—118°, но этот угол может быть равным от 90 до 140°, в зависимости от твердости обрабатываемого материала: чем материал тверже, тем больше угол.

Перовые сверла малопроизводительны, кроме того, при сверлении их уводит в сторону от оси отверстия. Несмотря на это, их иногда применяют для неответственных работ, что объясняется простотой конструкции таких сверл и их невысокой стоимостью.
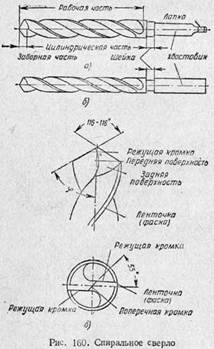
Спиральные сверла. В настоящее время сверление производят главным образом спиральными сверлами. На рис. 160 показано такое сверло. Оно состоит из рабочей части и хвостовика (конического по рис. 160, а или цилиндрического по рис. 160, б) для крепления сверла либо в коническом отверстии пиноли задней бабки, либо в патроне.
Конический хвостовик имеет лапку, которая служит упором при выбивании сверла (рис. 160, а).
Рабочая часть спирального сверла представляет собой цилиндр с двумя спиральными (вернее — винтовыми) канавками, служащими для образования режущих кромок сверла и вывода стружки наружу. Передняя часть сверла (рис. 160, в) заточена по двум коническим поверхностям и имеет переднюю поверхность, заднюю поверхность, две режущие кромки, соединенные перемычкой (поперечной кромкой). Две узкие ленточки (фаски), идущие вдоль винтовых канавок сверла, служат для правильного направления и центрировакия сверла.
Угол при вершине сверла 2φ обычно равен 116 — 118°. Для сверления твердых материалов этот угол увеличивают до 140°, а для сверления мягких материалов его уменьшают до 90°.
Сверла изготовляют из легированной стали 9ХС, быстрорежущей стали Р9 и Р18, а также из легированной стали с припаянными пластинками твердого сплава.

Сверла, оснащенные пластинками твердого сплава, показаны на рис. 161. Сверла с прямыми канавками (рис. 161, а) проще в изготовлении, но выход стружки из отверстия у них затруднен; их обычно применяют при сверлении чугуна и других хрупких металлов, когда глубина отверстия не превышает двух-трех диаметров. Сверла с винтовыми канавками (рис. 161, б) легче выводят стружку из отверстия, поэтому их рекомендуется применять при сверлении вязких материалов.
Высокопроизводительные методы работы при сверлении и рассверливании
Замена ручной подачи механической. Новаторы производства в целях механизации подачи сверла применяют простые и дешевые приспособления, облегчающие труд и сберегающие время. Одно из таких приспособлений показано на рис. 167.

Приспособление представляет собой стальную державку 2 с плиткой 1, закрепляемой при помощи болтов 3 в резцедержателе. В державке имеется коническое отверстие для закрепления хвостовика сверла и отверстие для выбивания сверла. Нижняя плоскость плитки 1 прострогана или профрезерована так, что при закреплении ее в резцедержателе сверло точно (без прокладок) устанавливается на высоте центров. Чтобы установить сверло по оси отверстия в горизонтальной плоскости, на нижних салазках суппорта отмечается риска. Такое приспособление очень эффективно при изготовлении большого числа деталей с отверстиями, так как в этом случае сверление производится с механической подачей сверла от суппорта; использование его уменьшает время обработки и облегчает Труд токаря.
Для механизации подачи сверла при сверлении отверстий большого диаметра в условиях мелкосерийного и единичного производства токарем-новатором т. Бучневым изготовлено устройство (рис. 168, а), дающее возможность передвигать заднюю бабку с затратой небольшого усилия. Это устройство заключается в следующем. К плите задней бабки крепят болтами угловой кронштейн 5, в котором помещаются валики 1 и 2. На валике 1 сидит ведущее зубчатое колесо 7 и рукоятка 6. На валике 2 находится зубчатое колесо 3 и колесо 4, сцепляющееся с рейкой станины. Вращение рукоятки 6 через колеса 7 и 3 передается колесу 4, которое катится по рейке станка и передвигает заднюю бабку по станине.
На токарно-винторезном станке 1К62 завода «Красный пролетарий» предусмотрена замена ручной подачи сверла (зенкера, развертки) механической. Для этого в суппорте имеется специальный замок (рис. 168, б), входящий в прилив задней бабки. При помощи такого несложного устройства можно соединить каретку суппорта с плитой задней бабки и, освободив плиту задней бабки от станины, включить наиболее выгодную механическую подачу суппорта.
Производительность труда при этом значительно повышается. Кроме указанного преимущества, такой способ подачи позволяет производить сверление (зенкерование, развертывание) отверстий на необходимую глубину, ведя отсчет по лимбу продольной подачи или пользуясь продольным упором (длиноограничителем).