Лекция Порядок разработки технологического процесса изготовления сварных конструкций.
1. Нормативно-техническая документация на сварочные технологические процессы.
2. Маршрутная карта (МК), карта ТП (КТП), операционная карта (ОК)
3. Карта типовой операции при перемещении (КТО), комплектовочная карта (КК)
4. Ведомость оснастки (ВО), ведомость оборудования (ВОб), ведомость материалов (ВМ)
Нормативно-техническая документация на сварочные технологические процессы.
(ЗАКОНСПЕКТИОВАТЬ)
Различают основные и вспомогательные документы. Основные документы бывают общего и специального назначений.
Основные документы полностью и однозначно определяют технологический процесс (операцию) изготовления изделий и содержат информацию, необходимую и достаточную для решения инженерно-технических, планово-экономических и организационных задач.
Вспомогательные документы применяют при разработке, внедрении и функционировании технологического процесса (операции).
Нормативно-техническая документация заполняется по правилам, изложенным в ГОСТ 3.1705-81. Документы общего назначения применяют в отдельности или в комплекте на технологический процесс сварки (далее - ТП) вне зависимости от методов изготовления изделий.
К ним относятся: титульный лист (ТЛ), карта эскизов (КЭ), технологическая инструкция (ТИ).
Документы специального назначения применяют при описании ТП (операции) в зависимости от видов процессов изготовления изделий, типа и вида производства. К ним относятся:
· маршрутная карта (МК);
· карта ТП (КТП);
· карта типового ТП (КТТП);
· универсальная карта КТТП (КТТПN);
· операционная карта (ОК);
· карта типовой операции (КТО);
· комплектовочная карта (КК);
· технико-нормировочная карта (ТНК);
· карта кодирования информации (ККИ);
· ведомость технологических маршрутов (ВТМ);
· ведомость оснастки (ВО);
· ведомость оборудования (ВОб);
· ведомость материалов (ВМ) и др.
Комплектность документов определяют в зависимости от типа производства (единичное, серийное, массовое) и видов разрабатываемых процессов по их организации (единичный, типовой, групповой).
Маршрутная карта (МК) карта ТП (КТП), операционная карта (ОК)
(ЗАКОНСПЕКТИОВАТЬ)
В состав документации специального назначения входит 26 документов. Основными их них являются: маршрутная карта (МК), операционная карта(ОК) и карта технологического процесса (КТП)
Согласно ГОСТ 3.1109 - 82 описание технологических процессов в технологической документации по степени детализации может быть маршрутным, операционными маршрутно-операционным.
Маршрутное описание выполняется с сокращенным описанием содержания всех технологических операций в МК в последовательности их выполнения без указания переходов и технологических режимов. Это описание применяется в единичном и мелкосерийном производстве при большой номенклатуре изделий, когда более детальное описание связано с большими трудозатратами.
Операционное описание выполняется с полным описанием всех технологических операций в ОК в последовательности их выполнения с указанием переходов и технологических режимов, данных о средствах технологического оснащения, материальных и трудовых затратах. Операционное описание применяется в серийном и массовом производствах.
Маршрутно-операционное описание выполняется с сокращенным описанием технологических операций в МК в последовательности их выполнения и с полным описанием отдельных операций в КТП и ОК. Это описание применяется в серийном, мелкосерийном и опытном производстве, когда в технологическом процессе имеются отдельные сложные технологические операции, требующие детального описания.
Оформление технологической документации
Основными документами, оформляемыми в курсовом проекте по окончании разработки ТП изготовления детали, являются:
· — маршрутная карта (МК);
· — операционная карта (ОК);
Общие правила оформления МК установлены ГОСТ 3.1118—82 (формы 1,2, 16) (рис. 1 и 2).
Для описания ТП в М К используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу соответствует свой служебный символ.
Ряд служебных символов, предусмотренных стандартом, при курсовом проектировании не используют. Использующиеся при заполнении МК служебные символы строк приведены в табл. 1.
Таблица 1
Служебные символы маршрутных карт ГОСТ 3.1118—82 (ОЗНАКМИТЬСЯ, НЕ ЗАПИСЫВАТЬ)
| Обозначение служебного символа | Содержание информации, вносимой в графы, расположенные на строке |
| А | Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции |
| Б | Код, наименование оборудования и информация по трудозатратам |
| М | Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначение подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода |
| О | Содержание операции (перехода) |
| Т | Информация о применяемой при выполнении операции технологической оснастки |
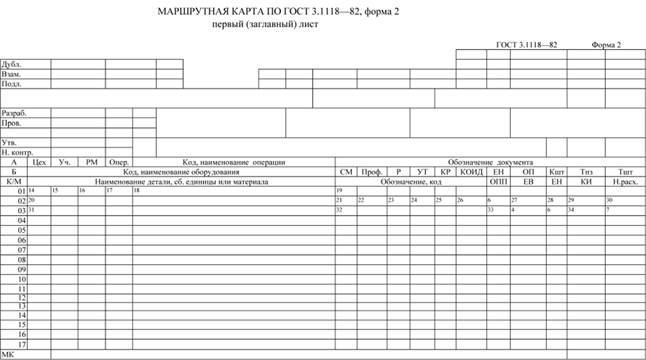
Рис. 1. Маршрутная карта (ГОСТ 3.1118—82), форма 2, первый (заглавный) лист
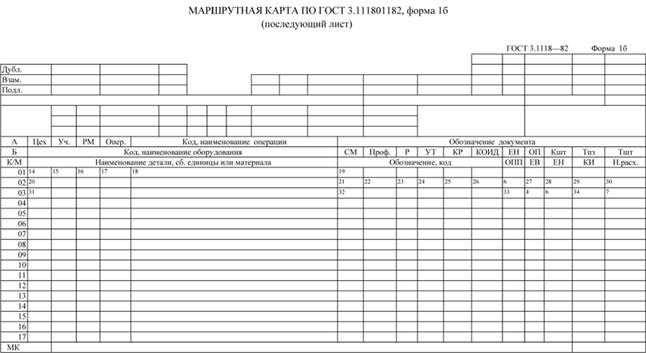
Рис. 2. Маршрутная карта (ГОСТ 3.1118—82), форма 16, последующий лист
Технологический процесс (ТП) определяет последовательность выполняемых действий при изготовлении или сборке, вид выбранного материала, используемое оборудование и инструмент, технологические режимы (для литья из пластмасс - температурный режим, давление впрыска, усилие запирания, время выдержки и т. д.). ТП сборки описывает последовательность действий при сборке электронных узлов изделия.
При неавтоматизированной подготовке производства технологические процессы разрабатываются непосредственно в виде комплектов технологической документации. При использовании автоматизированных систем ТПП создаваемые описания технологических процессов размещаются в компьютерной базе данных, а соответствующая документация становится лишь отображением внутреннего представления ТП во внешнюю сферу.
Первым этапом проектирования ТП является разработка предварительного проекта, вторым - разработка рабочей технологической документации на стадии опытного образца (партии), установочной серии, установившегося серийного или массового производства.
Предварительный проект предназначен для отработки и проверки технологичности конструкции изделия на стадиях эскизного и технического проектов разработки конструкторской документации, для подготовки и разработки рабочей документации.
Технологические процессы разделяются на следующие виды. (ЗАКОНСПЕКТИОВАТЬ)
· Проектный технологический процесс, выполняемый по предварительному проекту технологической документации.
· Рабочий технологический процесс, выполняемый по рабочей технологической и конструкторской документациям.
· Единичный технологический процесс, относящийся к изделиям одного наименования, типоразмера и исполнения, независимо от типа производства.
· Типовой технологический процесс, характеризуемый единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками.
· Стандартный технологический процесс - технологический процесс, установленный стандартом.
· Временный технологический процесс, применяемый на предприятии в течение ограниченного периода времени из-за отсутствия надлежащего оборудования или в связи с аварией до замены на более современный.
· Перспективный технологический процесс, соответствующий современным достижениям науки и техники, методы и средства осуществления которого полностью или частично предстоит освоить на предприятии.
· Маршрутный технологический процесс, выполняемый по документации, в которой содержание операций излагается без указания переходов и режимов обработки.
· Операционный технологический процесс, выполняемый по документации, в которой содержание операций излагается с указанием переходов и режимов обработки.
· Маршрутно-операционный технологический процесс, выполняемый по документации, в которой содержание операций излагается без указания переходов и режимов обработки.
· Групповой технологический процесс, который разрабатывается не на одну деталь, а на группу деталей, сходных по технологическим признакам.
(ЗАКОНСПЕКТИОВАТЬ)
Разработка технологических процессов производится для изделий, конструкция которых отработана на технологичность и включает комплекс взаимосвязанных работ. К ним относятся:
· выбор заготовок;
· выбор технологических баз;
· подбор типового технологического процесса;
· определение последовательности и содержания технологических операций;
· определение, выбор и заказ новых средств технологического оснащения (в том числе средств контроля и испытания);
· назначение и расчет режимов обработки;
· нормирование процесса;
· выбор средств механизации и автоматизации элементов технологических процессов и внутрицеховых средств транспортирования и другие.
· При разработке технологических процессов используются классификаторы технологических операций, системы обозначения, типовые технологические процессы, стандарты, каталоги, справочники и "Единая система технологической документации (ЕСТД)".
(ЗАКОНСПЕКТИОВАТЬ)
Операционная карта содержит все переходы обработки детали с указанием приспособлений, режущих и измерительных инструментов режимов резания и норм времени. Обработку детали следует производить соответственно указанным в карте данным. Такую карту применяют в массовом и серийном производстве.