1. Назначение и виды шлифования
2. Обработка на круглошлифовальных станках
3. Обработка на бесцентровых круглошлифовальных станках
4. Обработка на внутришлифовальных станках
5. Обработка на плоскошлифовальных станках
6. Методы отделочной обработки поверхностей
Шлифование – процесс абразивной обработки заготовок резанием с помощью шлифовальных кругов. Слой металла с заготовки снимается в результате резания, осуществляемого абразивным инструментом с большим количеством абразивных зерен (микрорезцов), каждое из которых снимает тончайшую стружку с обрабатываемой поверхности. Как правило, абразивную обработку выполняют после обработки лезвийным инструментом, электрофизическими методами и другими способами. В ряде случаев абразивную обработку осуществляют непосредственно после получения заготовки методами штамповки, литья, порошковой металлургии.
Шлифование применяется для придания заготовке требуемой формы, получения заданных чертежом размеров детали и необходимой шероховатости поверхности. Чистовая и отделочная обработка заготовок шлифованием может обеспечить точность размеров по 5…7-му квалитету; точность формы – 6…10-й степени и шероховатость с высотой микронеровностей Ra = 1,2…0,1 мкм. Шлифованию подвергаются наружные и внутренние цилиндрические, конические, торцовые, фасонные поверхности, уступы и плоскости различных деталей. Обрабатывать можно заготовки из самых разнообразных материалов, а для заготовок из закаленных сталей шлифование является одним из самых распространенных методов формообразования.
Абразивный инструмент различают по геометрической форме и размерам, типу абразивного материала, зернистости, связке и структуре. Качество и точность обработки шлифованием зависят от правильности выбора инструмента для каждого конкретного случая обработки.
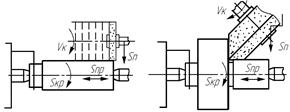
В зависимости от формы обрабатываемых поверхностей применяют следующие виды шлифования, схемы которых представлены на рис.7.1.
Плоское шлифование – обработка плоских поверхностей. Плоское шлифование часто (рис.7.1,а) используют при изготовлении технологической оснастки – пресс-форм, приспособлений, при обработке направляющих станин металлорежущих станков.
Круглое шлифование – обработка наружных и внутренних (отверстия) поверхностей вращения (цилиндрических, конических и др.). Круглое наружное шлифование (рис.7.1,б) широко применяется для обработки гладких и ступенчатых валов, осей, штоков, шеек коленчатых и распределительных валов двигателей внутреннего сгорания, шпинделей и пинолей станков и др. Внутреннее шлифование (рис.7.1,в) используют для обработки отверстий в зубчатых колесах и зуборезных инструментах, в кольцах подшипников, в гильзах цилиндров двигателей; для чистовой обработки высокоточных отверстий различной аппаратуры.
| 
|
| б | |
| |
| а | в |
Рис.7.1. Схемы шлифования
Бесцентровое шлифование – круглое шлифование, при котором технологической базой является обрабатываемая поверхность или ранее обработанная цилиндрическая поверхность. Бесцентровое шлифование применяют для бесцентровой обработки в незакрепленном состоянии деталей типа валов – поршневых пальцев, роликов подшипников качения, плунжеров, толкателей и других деталей.
Профильное шлифование – обработка поверхностей, образующая которых представляет кривую или ломаную линию. Разновидностями профильного шлифования являются резьбошлифование, зубошлифование.
Шлифование поверхностей заготовок осуществляется при главном вращательном движении резания инструмента и вращательном или поступательном движении заготовки. Подачами являются перемещения заготовки или инструмента вдоль или вокруг координатных осей. Причем, для формообразования любой поверхности методом шлифования необходимо иметь четыре движения: вращательное движение круга, а также перемещения по координатным осям или вращательные движения вокруг осей. Формообразование поверхностей при шлифовании происходит по методу касания и в отдельных случаях – касания и копирования при обработке на шлифовальных станках.
В состав шлифовальной группы станков входят: круглошлифовальные, бесцентрово-шлифовальные, внутришлифовальные, плоскошлифовальные станки, обдирочные, заточные и специализированные станки.
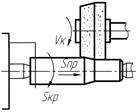
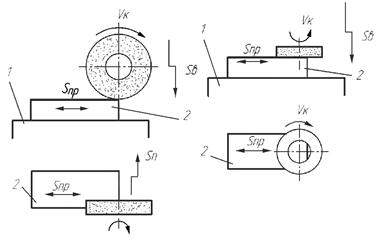
Круглое шлифование производится при вращательном движении круга со скоростью V и вращательном движении (круговой подаче Sкр) заготовки.
При шлифовании с продольной подачей (рис.7.2,а) заготовка вращается равномерно и совершает возвратно-поступательное движение. После каждого хода или двойного хода стола происходит сближение круга и заготовки. В конце операции обычно осуществляют выхаживание, т.е. выполняют несколько ходов без поперечной подачи для компенсации упругих перемещений.
| |
| а б | |
| 
|
| в г д |
Рис. 7.2. Схемы круглого шлифования
Жесткие заготовки могут шлифоваться по способу врезания (рис.7.1,б), когда ширина обрабатываемой поверхности меньше ширины шлифовального круга. При этом способе круг перемещается с постоянной подачей вплоть до момента достижения необходимого размера обрабатываемой поверхности. Этот способ является более производительным и широко применяется в крупносерийном и массовом производствах при обработке цилиндрических и фасонных поверхностей.
Процесс шлифования уступами состоит из двух этапов – сначала производят шлифование врезанием с периодическим передвижением стола в продольном направлении на 0,8..0,9 ширины круга, а затем делается несколько ходов с продольной подачей без поперечного перемещения для зачистки поверхности (рис. 7.1,в).
При торцово-круглом шлифовании (рис. 7.1,г) производится комбинированная обработка одновременно цилиндрической и торцовой поверхности с подачей шлифовального круга по биссектрисе угла или последовательно в радиальном и осевом направлениях.
При глубинном шлифовании открытых поверхностей (рис.7.1,д) за один ход конический участок круга удаляет весь припуск, а цилиндрический - зачищает обработанную поверхность. Поперечная подача отсутствует.
Круглошлифовальные станки отличаются высоким уровнем точности и универсальности. Они предназначены для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также для шлифования плоских торцов деталей. К этому типу станков относятся универсальные круглошлифовальные станки, круглошлифовальные и торцекруглошлифовальные полуавтоматы, а также специализированные круглошлифовальные станки.
Основными узлами универсального круглошлифовального станка (рис.7.2) являются: станина 1, стол 3, передняя бабка 4 с коробкой скоростей, шлифовальная бабка 5 и задняя бабка 6. Станки оснащены откидным внутришлифовальным шпинделем. Для шлифования конических поверхностей предусмотрена возможность поворота вокруг вертикальных осей шлифовальной бабки, а также верхнего рабочего стола и передней бабки.
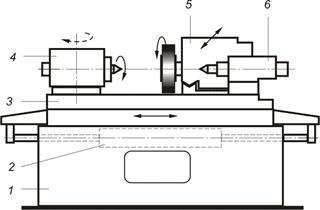
Рис.7.2 Круглошлифовальный станок
Шлифовальный круг приводится во вращение от отдельного двигателя через клиноременную передачу. Круговая подача заготовки осуществляется при помощи другого электродвигателя с бесступенчатым регулированием.
Движение продольной подачи сообщается нижнему столу с помощью гидропривода; управление движением происходит при помощи устройств, которые переключаются самим столом в его крайних положениях. Шлифовальная бабка также периодически перемещается в поперечном направлении при помощи гидравлических механизмов. Большинство станков имеют механизмы широкого регулирования режимов шлифования и средства автоматизации рабочих движений стола и шлифовальной бабки. Предусмотрена возможность использования приборов активного контроля, позволяющих измерять заготовку в процессе шлифования, а также устройства, автоматически останавливающие станок при достижении требуемого размера.
При обработке на круглошлифовальных станках заготовку чаще всего устанавливают в жестких (не вращающихся) центрах, расположенных на передней и задней бабках; при этом круговую подачу обеспечивает поводковое устройство, связанное с вращающейся планшайбой. Возможно также закрепление заготовок в кулачковых патронах, причем, при шлифовании нежестких заготовок дополнительно необходимо применять люнеты.
При бесцентровом шлифовании (рис.7.3) заготовка устанавливается на опорный нож между двумя шлифовальными кругами, один из которых (большего диаметра) является шлифующим, а другой – ведущим. Вращение с необходимой окружной скоростью заготовка получает за счет того, что сила трения между шлифовальным кругом и заготовкой меньше, чем между заготовкой и ведущим кругом. Окружная скорость резания шлифующего круга равна 30...60 м/с, а ведущий круг обеспечивает вращение заготовки с окружной скоростью 10...40 м/мин. Заготовка ничем не закрепляется, но поддерживается опорой со скосом, направленным в сторону ведущего круга.
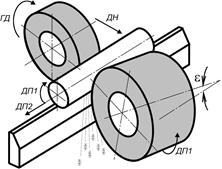
Рис.7.3. Схема бесцентрового шлифования
Для повышения точности обработки иногда выполняют сквозное шлифование за несколько рабочих ходов. В крупносерийном и массовом производствах такая обработка может выполняться последовательно на нескольких станках, соединенных в автолинию.
По сравнению со шлифованием в центрах бесцентровое шлифование имеет следующие преимущества:
1) отпадает необходимость центрирования заготовки, что особенно важно для деталей, обрабатываемых на револьверных станках и автоматах;
2) значительно уменьшаются припуски на обработку, так как благодаря использованию в качестве технологической базы обрабатываемой поверхности устраняется влияние на припуск погрешности центрирования;
3) отпадает необходимость использования люнетов при шлифовании длинных и тонких валов;
4) станки легко автоматизируются и встраиваются в автоматическую линию;
5) обеспечивается более высокая производительность;
6) благодаря простоте управления станком высокая точность достигается при средней квалификации шлифовщика.
В то же время бесцентровое шлифование имеет и определенные недостатки:
1) затраты времени на наладку и регулировку бесцентрово-шлифовальных станков достаточно велики и окупаются только при больших партиях. Поэтому бесцентровое шлифование чаще всего применяется в автотракторной и подшипниковой промышленности;
2) шпоночные пазы, канавки, отверстия, разрывы обрабатываемой поверхности препятствуют нормальной работе и даже делают ее невозможной;
3) при бесцентровом шлифовании труднее обеспечить крутость обработанной поверхности;
4) затрудняется достижение соосности шлифуемой поверхности с другими, ранее обработанными поверхностями.
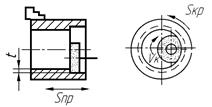
На внутришлифовальных станках с высокой точностью и малой шероховатостью обрабатывают в предварительно термообработанных заготовках глухие и сквозные отверстия цилиндрической (рис. 7.4), конической формы и сложной конфигурации, а также внутренние торцовые поверхности. Обработку ведут с движением подачи вдоль образующей или по способу врезания. Технологическое назначение движений при обработке на внутришлифовальных станках такое же, как и на круглошлифовальных, что позволяет шлифовать отверстия на всю их длину или на определенных участках. Внутренние конические поверхности шлифуют с поворотом передней бабки так, чтобы образующая конуса расположилась вдоль направления продольной подачи. Диаметр шлифовального круга выбирают из соотношения 0,7…0,9 от диаметра обрабатываемого отверстия; причем при уменьшении в этом пределе диаметра круга увеличивается частота вращения.
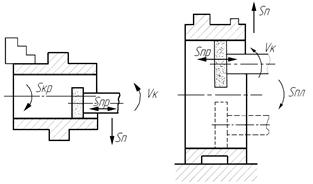
Рис.7.4. Схема обработки на внутришлифовальном станке
Внутришлифовальный станок по компоновке в основном идентичен круглошлифовальному станку, с той разницей, что у него отсутствует задняя бабка. Инструмент закрепляют на консольном шпинделе шлифовальной бабки, которая установлена на столе и совершает вместе с ним возвратно-поступательное продольное перемещение. Заготовку при шлифовании закрепляют в трехкулачковом самоцентрирующем патроне, в четырехкулачковом патроне (если заготовка несимметрична относительно оси отверстия) или в зажимном приспособлении.
Плоское шлифование является высокопроизводительным методом обработки плоских поверхностей разнообразных деталей машин из закаленных и незакаленных сталей, твердых сплавов, керамики и других материалов. Плоское шлифование обеспечивает высокую точность размеров, формы и расположения шлифованных поверхностей, высокое качество их поверхностного слоя. Благодаря значительной производительности плоское шлифование применяют вместо чистового строгания и фрезерования, а также вместо такой трудоемкой операции, как шабрение.
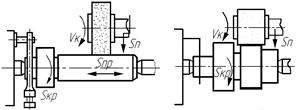
В зависимости от того, какая из поверхностей круга является рабочей, различают плоское шлифование периферией и торцом круга (рис.7.5), при этом заготовки устанавливают на прямоугольном или круглом столе.
Плоское шлифование периферией круга (рис.7.5,а) выполняется при возвратно-поступательном или вращательном движении касательной подачи. Шпиндель круга располагается горизонтально. Возвратно-поступательное касательное движение подачи осуществляется прямоугольным столом станка 1, на котором устанавливают обрабатываемые заготовки 2. Осевое движение подачи осуществляется заготовкой или шлифовальным кругом периодически после каждого хода стола в касательном направлении или после каждого двойного хода. Подача на глубину (радиальная подача) осуществляется шлифовальным кругом периодически после завершения одного полного хода в осевом направлении перед началом другого хода.
а б
Рис.7.5. Схемы шлифования плоскости периферией (а)
и торцом (б) круга
При плоском шлифовании с вращательным движением подачи обрабатываемые заготовки устанавливают на круглом вращающемся столе станка. Осевое движение подачи осуществляется шлифовальным кругом или заготовкой в направлении радиуса стола и является возвратно-поступательным; осевая подача задается в миллиметрах на оборот стола.
Станки, работающие периферией круга, отличаются универсальностью. Их применяют в средне- и мелкосерийном производствах.
Плоское шлифование торцом круга (рис.7.5,б) осуществляется при возвратно-поступательном, поступательном или вращательном касательном движении подачи. Шпиндель шлифовального круга располагается вертикально.
Возвратно-поступательное касательное движение подачи выполняет стол станка 1, на котором закрепляют обрабатываемые заготовки 2. При поступательном движении касательной подачи стол станка и шлифовальная бабка неподвижны, заготовку устанавливают на специальный транспортер, который опирается на рабочую поверхность стола станка. Транспортер осуществляет движение касательной подачи, перемещая заготовки вдоль стола через зону обработки. При вращательном движении подачи шлифование выполняется одним или несколькими кругами.
При торцовом шлифовании радиальное движение подачи обычно отсутствует, так как диаметр круга больше ширины рабочей зоны стола. Осевое движение подачи производится в большинстве случаев шлифовальным кругом.
Шлифование торцом является более производительным способом обработки, чем периферией круга, так как в резании одновременно участвует большее число режущих зерен. Однако увеличение площади контакта шлифовального круга с обрабатываемой заготовкой вызывает рост силы резания и интенсивное тепловыделение, что может явиться причиной деформации заготовки, образования прижогов и трещин на обработанной поверхности.
Плоскошлифовальные станки подразделяются на группы в зависимости от схемы обработки, характера движений подач и вида рабочей поверхности круга.
Плоскошлифовальные станки общего назначения с прямоугольным столом (рис.7.6) имеют шлифовальные бабки с горизонтальной или вертикальной осями вращения шпинделя. Такие станки различаются по степени автоматизации. Существуют неавтоматизированные станки и полуавтоматы с приборами активного контроля. Станки с вертикальным расположением шпинделя выполнены на базе станков с горизонтальным расположением шпинделя и отличаются только наличием каретки, на которой крепится шлифовальная бабка.
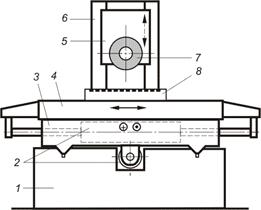
Рис.7.6. Плоскошлифовальный станок: 1 – станина; 2 – гидроцилиндры поперечной и продольной подач; 3 – поперечная каретка; 4 – продольный стол; 5 – шлифовальная бабка; 6 – стойка; 7 – шлифовальный круг; 8 – магнитная плита
Плоскошлифовальные станки с круглым вращающимся столом и горизонтальным расположением шпинделя подразделяются на неавтоматизированные и полуавтоматы. Такие станки целесообразно использовать для обработки колец, шайб, втулок, дисков в серийном и массовом производстве. Стол станка имеет наклон, что позволяет шлифовать не только плоские, но и наружные и внутренние конические поверхности. Важной особенностью конструкции станков является возможность автоматического регулирования частоты вращения стола, а также скорости его движения в осевом направлении в зависимости от расстояния между центром вращения стола и шлифовальным кругом.
Плоскошлифовальные станки с круглым вращающимся столом и горизонтальным расположением шпинделя подразделяются на неавтоматизированные и полуавтоматы. Такие станки целесообразно использовать для обработки колец, шайб, втулок, дисков в серийном и массовом производстве. Стол станка имеет наклон, что позволяет шлифовать не только плоские, но и наружные и внутренние конические поверхности. Важной особенностью конструкции станков является возможность автоматического регулирования частоты вращения стола, а также скорости его движения в осевом направлении в зависимости от расстояния между центром вращения стола и шлифовальным кругом.
Плоскошлифовальные станки с круглым вращающимся столом и вертикальным расположением шпинделя предназначены для шлифования торцом круга открытых плоскостей заготовок различной конфигурации в условиях серийного и массового производства. Схемы обработки на плоскошлифовальных станках с круглым вращающимся столом представлены на рис. 7.7.
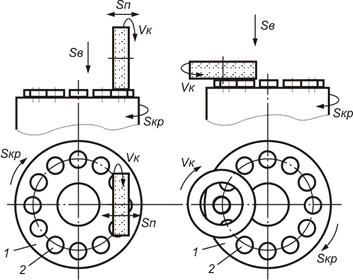
Рис. 7.7. Схемы карусельно-шлифовальной обработки на станках:
а – с горизонтальным; б – с вертикальным расположением шпинделя
Двусторонние торцешлифовальные станки выпускают в двух модификациях: с горизонтальным и вертикальным расположением шпинделя. Например, такие станки могут быть использованы для шлифования двух параллельных торцов деталей типа колец подшипников.
Продольношлифовальные станки предназначены в основном для шлифования направляющих станков и плоскостей корпусных деталей. Эти станки выпускают одностоечными и двухстоечными двух модификаций: с одной или двумя шлифовальными бабками для работы периферией круга или с двумя бабками для работы и периферией и торцом круга.
Существуют разнообразные способы и устройства для установки и закрепления заготовок при плоском шлифовании. Их выбор определяется формой, размерами и материалом обрабатываемых заготовок, моделью шлифовального станка, типом производства и т.д.
В большинстве случаев плоскошлифовальные станки оснащают электромагнитными плитами различных размеров и типов. На станках с возвратно-поступательным движением стола применяют прямоугольные электромагнитные плиты, на станках с вращающимся столом – круглые. В крупносерийном и массовом производствах могут быть использованы специальные приспособления.
Дальнейшее развитие машиностроения связано с увеличением нагрузок на детали машин, увеличением скоростей движения, уменьшением массы конструкций. Выполнить это возможно при достижении особых качеств поверхностей деталей. Поэтому требуется дополнительная отделочная обработка для повышения точности, уменьшения шероховатости поверхностей или для придания им особого вида, что важно для эстетических или санитарно-гигиенических целей.
Для отдельных методов обработки характерны малые силы резания, небольшие толщины срезаемых слоев материала, незначительное тепловыделение. При обработке силы, прикладываемые для закрепления заготовок, относительно невелики. Поэтому заготовки деформируются незначительно.
Отделочными методами обработки являются тонкое обтачивание, тонкое растачивание, тонкое шлифование, полирование, притирка, абразивно-жидкостная отделка, хонингование, суперфиниширование.