ОП.09 Технологическая оснастка
Тема 5.3. (22.04) – 80 мин
Приспособления для станков с ЧПУ и промышленных роботов
Лекция 56
Приспособления для предварительной размерной наладки инструмента
Цели занятия:
1. Изучить и законспектировать основные понятия темы лекции, назначение приспособлений и приборов для предварительной настройки инструмента, конструкции, принцип действия (до 24.04.20).
2. Просмотрите видео на канале YouTube по ссылкам https://www.youtube.com/watch?v=4DmsIsqr7QU https://www.youtube.com/watch?v=eg-11ms_jec
3. Самостоятельно изучить и составить опорный конспект по теме «Приспособление для закрепления осевого режущего инструмента в шпинделе станка» срок 24.04.2020
Рекомендуемая литература:
Черпаков Б.И. Технологическая оснастка, стр. 176-178
План
1. Приспособление для настройки инструмента вне станка
2.Прибор для размерной настройки инструмента мод. 2010
Краткий опорный конспект лекционного материала и материала для самостоятельного изучения оформить в конспекте, сфотографировать на телефон и выслать на электронную почту: dyachencko@ mail.ru или сообщением на личную страницу ВКонтакте https://vk.com/id121881712 в срок до 24.04.2020
ФОТО ОБЯЗАТЕЛЬНО ДОЛЖНЫВЫСЛАТЬ СЛЕДУЮЩИЕ ОБУЧАЮЩИЕСЯ:
Васильева Р.
Калинин М.
Онашко М.
Проданюк В.
Франчук А.
Рудая Э.
Рекомендуемая литература:
1.Кузнецов Ю. И, Маслов А. Р., Байков А. Н. Оснастка для станков с ЧПУ, стр. 477-478
2.Черпаков Б.И. Технологическая оснастка, стр. 178
Лекция 56
Приспособления для предварительной размерной настройки инструмента вне станка.
1.Сокращение времени на смену инструмента на станках с ЧПУ достигается применением взаимозаменяемого инструмента, настраиваемого на размер в специальных приспособлениях. Приспособления подразделяются на две группы: для настройки инструмента вне станка и непосредственно на станке.
Вне станка можно настраивать только быстросменный взаимозаменяемый инструмент. Настраивать инструмент непосредственно на станке можно лишь в том случае, когда имеются базы для установки приспособлении, а также обеспечивается свободный доступ к инструменту и удобство регулирования положения шпинделя.
Приспособления для настройки инструмента бывают визуальными, шкальными (нониусными) и оптическими.
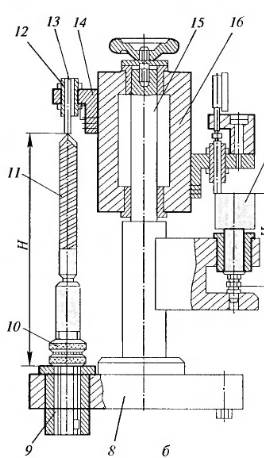
Рисунок 1 Приспособление для настройки стержневого инструмента вне станка
8— основание приспособления; 9- втулка; 10- регулировочная гайка; 11 — настраиваемый комплект, 13 - упор; 14 — кронштейн; 15 - колонка; 16 — барабан; 17- эталон; Н— высота настраиваемого инструмента
При наличии большой номенклатуры инструментов для их настройки используют многоместные универсальные приспособления. На рис. 1, б показано приспособление, где каждый инструмент настраивают в определенной позиции. Каждую измерительную позицию налаживают по соответствующему эталону 17, перемещая кронштейн 14 по колонке 15 до совмещения верхних торцов втулки 12 и упора 13, после чего положение упора 13 контролируют по индикатору. На основание 8 приспособлении устанавливают втулку 9 внутренний диаметр которой равен посадочному диаметру державки настраиваемого режущего инструмента. Настраиваемый комплект 11 (включающий в себя инструмент и оправку) устанавливают во втулку 9. Поворачивая барабан 16, подводят к инструменту настроенный упор 13; вращая регулировочную гайку 10 на оправке, перемещают инструмент вместе с упором 13 до совпадения верхних торцов втулки 12 и упора 13, после чего производят контроль по индикатору. Аналогично выполняется наладка инструмента на остальных позициях. Точность настройки составляет ±0,02 мм при использовании индикатора с ценой деления 0,01 мм.
2.Прибор для размерной настройки инструмента мод. 2010. (конструкция ВНИИизмерения и Челябинского инструментального завода, рис. 2).
Прибор предназначен для предварительной установки в двух горизонтальных координатах как резцов в инструментальных блоках станков токарной группы, так и вращающегося инструмента в оправках и на борштангах станков сверлильной и расточной группы.
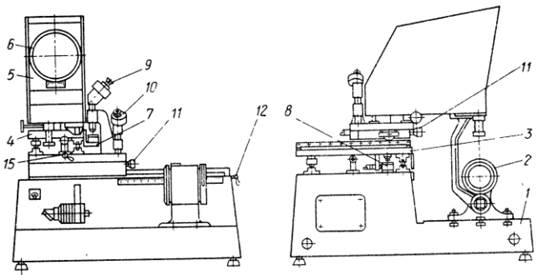
Рисунок 2 Прибор для размерной настройки инструмента мод. 2010
Прибор состоит из ступенчатой станины 1, на плоскости нижней ступени которой имеются Т-образные пазы для установки переходников-адаптеров (имитирующих базирующие поверхности станков токарной группы для установки инструментальных блоков), или шпиндельной бабки 2 для установки борштанг. На верхней поверхности станины находятся нижняя 3 и верхняя 4 каретки, перемещающиеся соответственно в продольном и поперечном направлениях. На верхней каретке установлено визирное устройство 5, выполненное в виде проекционного микроскопа. На поворотном экране 6 проектора имеется штриховое перекрестие.
Для установки инструментальных блоков на поверхности прибора устанавливают сменные переходники-адаптеры. Установка адаптера по двум координатам относительно нулевых точек системы отсчета производится по контрольному шаблону, имитирующему две грани резца с определенными размерами относительно базовых поверхностей шаблона. Каретки с проектором устанавливают на координаты, соответствующие размерам контрольного шаблона. Адаптер с шаблоном устанавливается и закрепляется на станине прибора таким образом, чтобы грани шаблона совпали с перекрестием проектора. Затем калибр снимается с адаптера, и проектор настраивается на размер инструмента согласно координатам, указанным в карте наладки. Предварительная установка проектора на заданные координаты осуществляется перемещением каретки по оптическим шкалам 7 и 8 стеклянных линеек и отсчетным микроскопам 9 и 10. Точная установка проектора осуществляется микрометрическими винтами П. После установки проектора на заданные координаты положение кареток фиксируется стопорными винтами 12.
Настройка инструмента на заданные размеры координат осуществляется перемещением резца винтами настройки в положение, при котором его режущие кромки будут совпадать с перекрестием проектора, после чего резец закрепляется.
Точность настройки инструмента по каждой координате 0,005 мм. Проверка положения режущей кромки инструмента по вертикали осуществляется индикатором часового типа, установленным на отдельной стойке. При необходимости установки резца на требуемый угол перекрестия предварительно устанавливаются по угломерной головке.