ОП.09 Технологическая оснастка
Тема 5.3. (24.04) – 80 мин
Приспособления для станков с ЧПУ и промышленных роботов
Лекция 57
Приспособления для смены заготовок
Цели занятия:
1. Изучить и законспектировать основные понятия темы лекции, виды загрузочных устройств, конструкции их и принцип действия (до 29.04.20).
2. Просмотрите видео на канале YouTube по ссылкам https://www.youtube.com/watch?v=OtIRZnDJyPY
https://www.youtube.com/watch?v=0fjOe4cdGho
План
1. Устройства для смены заготовок типа тел вращения
2.Устройства для смены заготовок типа колец и дисков
3. Автоматическая смена заготовок призматического типа, обрабатываемых на многооперационных станках
Краткий опорный конспект лекционного материала оформить в конспекте, сфотографировать на телефон и выслать на электронную почту: dyachencko@ mail.ru или сообщением на личную страницу ВКонтакте https://vk.com/id121881712 в срок до 29.04.2020
ФОТО ОБЯЗАТЕЛЬНО ДОЛЖНЫВЫСЛАТЬ СЛЕДУЮЩИЕ ОБУЧАЮЩИЕСЯ:
Андреев Д.
Головко В.
Квачев К.
Половинкина А.
Ступакова И.
Албулова А.
Грибанова А.
Рекомендуемая литература:
1.Черпаков Б.И. Технологическая оснастка, стр. 182-183
Https://studwood.ru/2108050/tovarovedenie/ustroystva_smeny_zagotovok
Лекция 57
Приспособления для смены заготовок при обработке на станках с ЧПУ.
1.Автоматизация вспомогательных операций смены заготовок и деталей на станках с ЧПУ создает предпосылки для внедрения трудосберегающей (безлюдной) технологии в механообрабатывающем производстве, а также повышает эффективность за счет сокращения простоев станков между отдельными рабочими циклами. Из-за многообразия компоновочных схем станков и способов их загрузки, а также типов изготавливаемых деталей конструкции устройств для автоматической смены заготовок могут быть различными. В автоматизированных станочных системах, данные устройства, как правило, включают в состав гибкого производственного модуля для соединения его с транспортными и накопительными устройствамиПри этом выбор конструкции загрузочного устройства к станку зависит от принятой схемы транспортно-накопительной системы. В то же время загрузочные устройства целесообразно механически отделить от станка для его виброизоляции. Конструктивная автономность устройств автоматической смены заготовок создает возможность их проектирования в виде достаточно универсальных манипуляционных механизмов, имеющих собственные приводы и средства электро-, гидро- или пневмоавтоматики.
Автоматические загрузочные устройства для заготовок типа тел вращения, обрабатываемых на многоинструментальных токарных или шлифовальных станках с ЧПУ, могут быть выполнены в виде манипуляторов с поворотным или рычажным захватным механизмом (рис. 1).
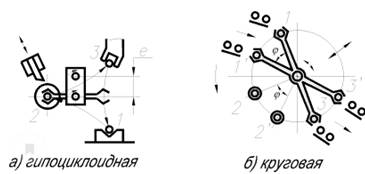
Рисунок 1 Схемы поворотных манипуляторов
Конструктивной особенностью приведенных на рис. 1а и 1б поворотного загрузочного устройства является обеспечение гипоциклоидной траектории движения заготовки за счет одновременного вращения захватного устройства вокруг своей оси и поворота головки со схватом относительно параллельной оси, смещенной на величину эксцентриситета e. В этом случае при достижении конечных положений (позиций 1, 2, 3) скорость перемещения заготовки автоматически снижается, что повышает обеспечение точности ее позиционирования. Кроме того, при гипоциклоидной траектории движения центра схвата исключается возможность столкновения заготовки с резцедержателем станка, зажимными и транспортными устройствами, а также уменьшается время общего цикла обслуживания станка.
Для параллельного обслуживания двух рабочих позиций (например, в двухшпиндельном станке) загрузочное устройство выполняют двуруким не изменяющимся относительным положением рук на поворотном устройстве, определяемым углом  между одноименными позициями 1 и 1', 2 и 2' и т.д.
между одноименными позициями 1 и 1', 2 и 2' и т.д.
Поворотные загрузочные устройства можно монтировать на консоли, жестко закрепленной на каретке, которая перемещается над станком по направляющим траверсы (1а). Такая конструкция загрузочного устройства отличается компактностью и предназначена для обслуживания нескольких позиций, расположенных вдоль оси траверсы в рабочей зоне манипулятора. В других конструкциях загрузочных устройств их поворотная часть, несущая схваты, установлена неподвижно, например, на корпусе магазина-накопителя заготовок, образуя единый магазинный загрузочный механизм (схема 1 б). Данный механизм для загрузки заготовок может передвигаться вдоль оси станка, освобождая рабочее пространство для обслуживания и наладки.
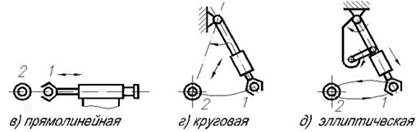
Рисунок 2 Схемы рычажных манипуляторов
Рычажные загрузочные устройства предназначены для манипулирования тяжелыми заготовками типа валов (массой до 50 кг и длинной до 3 м), а также для загрузки средних по размерам заготовок фланцевого типа.
Рычажные устройства выдвижного типа выполнены в виде штока со схватом, совершающим возвратно-поступательное движение. Поворотные рычажные устройства представляют собой механическую руку с двумя или тремя степенями подвижности и захватным устройством.
Для рычажных устройств характерно двурукое исполнение: два манипулятора, которые установлены на общей каретке, перемещаемой по направляющим траверсы, совершают возвратно-поступательные движения, всегда находясь в противоположных позициях (рис. 2 б). При этом один манипулятор оперирует заготовками, а другой - деталями. Для одновременного манипулирования заготовкой и деталью манипулятор может быть двухзахватным с дополнительным поворотным движением головки относительно оси руки на угол 180° (рис. 2 а).
2.Загрузочные устройства для заготовок типа колец и дисков, которые базируются на транспортере или в магазине-накопителе по торцу, требуют исполнительных движений кантования перед установкой в патрон станка, а также после обработки для установки детали в приспособление-спутник транспортной системы. Дополнительная позиция, подготавливающая заготовку для загрузки ее в станок или для установки в приспособление-спутник, обслуживается специальным манипулятором-кантователем (рис. 3.1 г). Цикл работы манипулятора-кантователя включает в себя следующие движения: захват заготовки в позиции 0, подъем и снятие ее с приспособления-спутника транспортно-накопительной системы, поворот в позицию 1 с одновременным кантованием на 90°, разжим после установки в загрузочное устройство. После обработки загрузочное устройство передает деталь в позицию 1 для захвата манипулятором-кантователем, который вновь переносит ее с одновременным поворотом на 90° в начальную позицию 0 и устанавливает в приспособление-спутник. Использование кантователя необходимо также при обработке заготовок с двух сторон при переносе их с одной рабочей позиции в другую (рис. 4.2 б). Захватное устройство кантователя выполняют сменным для возможности настройки на определенный типоразмер деталей.
3. Автоматическая смена заготовок призматического типа, обрабатываемых на многооперационных станках с ЧПУ, может быть осуществлена двумя принципиально различными способами: с использованием многопозиционных рабочих столов станка, имеющих возвратно-поступательное или поворотное делительное движение, или автономных загрузочных устройств, установленных рядом со станком.
При первом способе загрузки на столе станка устанавливают несколько приспособлений-спутников таким образом, чтобы во время обработки заготовки на рабочей позиции на других вспомогательных позициях были возможны снятие обработанной детали или установка очередных заготовок.
В большинстве многооперационных станков используют различные схемы автоматической смены столов-спутников с автономными одно-, двух- или многоместными загрузочными устройствами. Применение сменных столов-спутников, на которых заготовки предварительно закрепляются, а затем переносятся в рабочую позицию либо переустанавливаются при многопозиционной обработке, контролируются и передаются на межстаночные транспортные средства, даст возможность автоматически сменять заготовки любой формы и обеспечивать их постоянное базирование в процессе обработки.
Одноместные загрузочные устройства располагают вдоль продольной оси станка по обе стороны его стола (схема 3.1а). Цикл смены заготовки включает в себя прямолинейное перемещение стола станка к свободному загрузочному устройству для переустановки на него стола-спутника с обработанной деталью, а затем к другому загрузочному устройству, на котором находится стол-спутник с очередной заготовкой. Для сокращения времени смены заготовки можно использовать дополнительные подвижные каретки, которые при смене стола-спутника одновременно подводятся с двух сторон к зафиксированному в центральной позиции столу станка. Однако в этом случае конструкция загрузочного устройства усложняется.

Рисунок 3 Одноместные загрузочные устройства
При Т-образной схеме перемещений столов-спутников (схема 3.1б) два одноместных загрузочных устройства установлены поперечно по обе стороны стола станка в его крайнем положении, что позволяет произвести смену заготовки при одном продольном перемещении стола в позицию загрузки, а для поперечных перемещений столов-спутников использовать общий привод.
Г-образная схема перемещений столов-спутников (схема 3.1в) предполагает размещение двух одноместных загрузочных устройств под прямым углом друг к другу в одном из крайних положений стола.
Широкое применение находит П-образная схема перемещений столов-спутников (схема 3.1г), расположенных на двух одноместных загрузочных устройствах, которые установлены перпендикулярно к оси стола станка, симметрично относительно его центра.
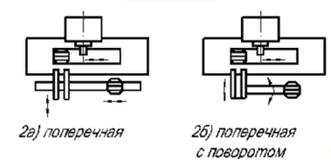
Рисунок 4 Двухместные загрузочные устройства
Двухместные загрузочные устройства в отличие от одноместных имеют две платформы с направляющими для установки на них столов-спутников. При этом платформы имеют собственный общий привод, обеспечивающий либо маятниковый цикл движений вдоль продольной оси станка (схема 4.2 а), либо поворотное движение на угол 180° относительно вертикальной оси (схема 4.2 б).
Конструктивная схема двухместного устройства для многооперационных станков с горизонтальным шпинделем
Особенностью данной конструкции является использование перемещений стойки станка вдоль оси шпинделя для перестановки столов-спутников с загрузочной платформы на стол станка и обратно. Из-за отсутствия специальных приводов для перемещения столов-спутников конструкция загрузочного устройства при такой схеме упрощается. На неподвижном основании 1 имеются горизонтальные направляющие 2, по которым могут перемещаться салазки 3 с платформами 11 и 12, а на каждой из платформ - поперечные направляющие для столов-спутников 10 и 13. Захватное устройство 5, выполненное в виде оправки с Г-образным пальцем на его конце, устанавливается в одном из гнёзд инструментального магазина 8. При команде на смену заготовки стол 4 станка перемещается в позицию разгрузки, в которой его транспортные направляющие совмещаются с поперечными направляющими свободной платформы 11. Захватное устройство 5 механизмом 7 автоматической смены инструментов устанавливается в шпиндель 6. Шпиндель опускается вниз до уровня стола-спутника 10 и поворачивается в одну из фиксированных угловых позиций, в которой Г-образный палец входит в паз специального замка 15 на столе-спутнике, захватывая его. После этого стол-спутник разжимается и при перемещении стойки 9 вперёд устанавливается на платформу 11. Затем салазки 3 гидроцилиндром 14 передвигаются в позицию загрузки, в которой направляющие стола 4 и платформы 12 совмещаются, а палец схвата входит в паз замка на столе-спутнике 13. При перемещении стойки 9 назад стол-спутник 13 с заготовкой переставляется на стол станка. По окончании смены заготовки оправка поворачивается в исходное угловое положение, освобождая спутник, а затем переносится в инструментальный магазин.
Для обеспечения длительной работы станка без вмешательства оператора применяют многоместные загрузочные устройства.
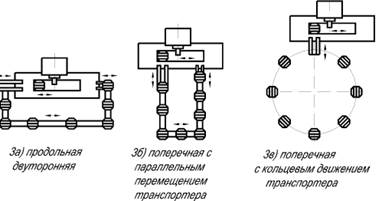
Рисунок 5 Многоместные загрузочные устройства
Схема 5.3а соответствует загрузке станка заготовками, установленными на столах спутниках, с платформ, которые расположены вдоль продольной оси станка с двух противоположных сторон. Многоместное загрузочное устройство, показанное на схеме 5.3б, обеспечивает параллельное перемещение столов-спутников, перпендикулярно оси стола станка. Многоместные загрузочные устройства можно строить по типу карусельных транспортирующего механизма с поперечным движением стола-спутника в перегрузочной позиции (схема 5.3в)
В связи со сложностью обеспечения стабильной точности при автоматической установке заготовок на разных столах-спутниках применяют дополнительные устройства для контроля действительного положения стола-спутника при установке его на станок с автоматическим вводом коррекции в управляющую программу установлен в хвостовой части вала 6 магазина или механически связан с его приводом. Ключи, выполненные в виде пластин, с различными комбинациями проточек или соответствующие каждой позиции магазина комбинациям выступов кулачков на барабане, воздействуют на контактные или бесконтактные микропереключатели считывающего устройства 3. Кодирование гнезд магазина получило широкое применение в станках с ЧПУ главным образом из-за сокращения времени поиска инструмента в связи с возможностью выбора кратчайшего пути для вращения инструментального магазина. Однако цикл работы механизма автономной смены инструментов и устройство его управления в этом случае усложняются.
Перспективными являются способы кодирования и поиска инструментов с использованием фотоэлектрических, электромагнитных и других физических эффектов, позволяющие достичь наибольшей компактности конструкции устройства.