Сварные соединения – это наиболее рациональный и распространенный в машиностроении вид неразъемных соединений, основанный на использовании сил молекулярного сцепления. Прочность сварного шва приближается к прочности основного материала.
Различают два основных вида электросварки: сварка плавлением – местный нагрев деталей до расплавленного состояния и контактная сварка – местный нагрев деталей до пластичного состояния с применением механической силы.
К сварке плавлением относятся: ручная дуговая сварка металлическим электродом, полуавтоматическая шланговая сварка металлическим электродом (механизированная), автоматическая дуговая сварка металлическим электродом под слоем флюса, электрошлаковая сварка металлическим электродом и т.д.
К контактной сварке относятся: стыковая сварка, точечная сварка, шовная сварка и т.д. Затвердевший после сварки металл, соединяющий сварные детали, называют сварным швом.
В качестве электрода применяют металлический стержень, который может быть покрыт обмазкой. Сваривание углеродистых и низколегированных сталей выполняют электродами Э38, Э42, Э46, Э50 или Э42А, Э46А, Э50А, если предъявляют повышенные требования к сварному шву. Число после буквы Э, умноженное на 10, означает величину временного сопротивления металла шва, измеряемую в мегапаскалях.
Нагрузки на детали машин и возникающие в них напряжения, могут быть постоянными (статическими) и переменными по времени. Для сварных соединений характер нагрузки учитывают при выборе допускаемых напряжений.
Сварной шов образуется, посредством пропускания электрической дуги между изделием и электродом. Выделяемое при этом тепло оплавляет свариваемые детали и расплавляет электрод, который дает дополнительный металл для образования сварного шва.
В зависимости от расположения соединяемых деталей различают следующие виды сварных соединений: стыковые (рис. 1, а), внахлестку (рис. 2), с накладками (рис. 1, г), угловые (рис. 1, в) и тавровые (рис. 1, б).
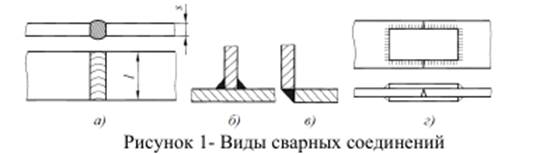
Стыковые соединения выполняют стыковыми швами. Нахлесточные соединения выполняют угловыми швами. Соединения с накладками, тавровые и угловые выполняются угловыми или стыковыми швами.
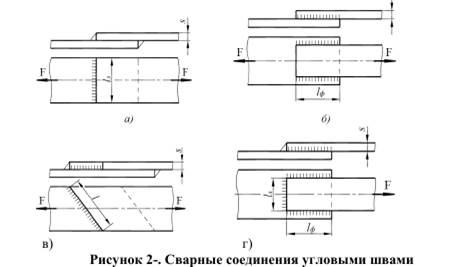
Угловые швы нахлесточных соединений, по расположению силы действующей на шов, различают: лобовые, расположены перпендикулярно линии действия сил (рис. 2, а); фланговые, расположены параллельно линии действия сил (рис. 2, б); косые, расположены под углом к линии действия сил (рис. 2, в); комбинированные состоят из лобовых и фланговых швов (рис. 2, г).
Стыковые швы могут разрушаться по шву или в зоне термического влияния (прилегающий к шву участок детали, в котором при нагревании сваркой изменяются механические свойства металла).
Условия прочности стыковых швов имеют вид: напряжения от внешней растягивающей (сжимающей) силы F
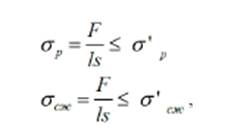
где, – соответственно расчетные напряжения в шве при растяжении и сжатии, Па;
F – действующая сила, Н; l– длина шва, м; s-– толщина более тонкой свариваемой
детали, м;, σр– соответственно допускаемые напряжения в шве при растяжении и
сжатии, Па;
– напряжения от изгибающего момента
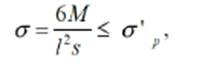
где М – изгибающий момент, Нм;
– напряжения от изгибающего момента М и растягивающей (сжимающей) силы F
Угловые швы разрушаются по сечению, проходящему через биссектрису прямого угла поперечного сечения шва (рис. 3).

Условия прочности угловых швов имеют вид:
– напряжение среза от сдвигающей силы F
где – расчетное напряжение среза в шве, Па; 0,7 – толщина шва в опасном сечении;
к – катет поперечного сечения шва (как правило), м; L– суммарная длина швов (для лобового шва, для фланговых швов), м; – допускаемое касательное напряжение в сварном шве, Па;
– напряжение среза от изгибающего момента М
где - длина сварного шва, м; l – напряжение среза от изгибающего момента М и сдвигающей силы F
– напряжение среза от изгибающего момента М и сдвигающей силы F

Швы целесообразно располагать так, чтобы они были нагружены равномерно. Если фланговые швы размещены несимметрично относительно нагрузки (например, к листу приварен уголок – рис. 4), то:
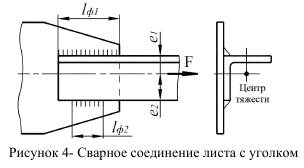
где 1 2 е,е - расстояния от центра тяжести сечения элемента до центров тяжести сечений швов (данные стандартизированы и берутся из ГОСТа для уголка).
Из-за неизбежных дефектов по концам сварных швов вследствие нестабильного горения дуги, длину фланговых швов делают не короче 30 мм. А при длинных фланговых швах, увеличивается неравномерность нагружения швов, поэтому длину фланговых швов делают не более 50 k.
Угловые комбинированные швы применяются в том случае, если простой угловой шов (лобовой, косой, фланговый) не обеспечивает необходимую прочность сварного соединения. Условия прочности комбинированных швов имеют вид:
– напряжение среза от сдвигающей силы F
где – расчетное напряжение среза в шве от действующей силы F, Па; lф- длина
флангового шва, м; lл– длина лобового шва, м;
σ– напряжение среза от изгибающего момента М
где – расчетное напряжение среза в шве от изгибающего момента МПа; M
– напряжение среза от изгибающего момента М и сдвигающей силы F

Задание:
1. Изучить предложенный материал.
2. Составить конспект: записать основные определения, формулы и сделать рисунки.