Вопрос 1
Технологическим процессом слесарной обработки называется часть производственного процесса, заключающаяся в получении заготовки, непосредственном изменении ее формы, размеров или свойств до получения готового изделия (детали).
Технологический процесс зафиксирован в специальном документе, например карте, содержащей определенный порядок, способы и средства обработки деталей. В нем указаны время, место и последовательность совершения тех или иных действий рабочим при обработке деталей, виды оборудования и инструмента, с помощью которых должна вестись обработка, виды, количество и качество обрабатываемых материалов. Основным элементом технологического процесса является операция. Операцией называется законченная часть технологического процесса обработки изделия (детали), выполняемая на определенном рабочем месте одним рабочим или бригадой. Примером операции может служить опиливание поверхности детали драчевым и личным напильником со снятием заусенцев с ребер.
При выполнении слесарных работ операции подразделяются на следующие виды:
 подготовительные (связанные с подготовкой к работе),
подготовительные (связанные с подготовкой к работе),
основные технологические (связанные с обработкой, сборкой или ремонтом),
вспомогательные (демонтажные и монтажные).
К подготовительным операциям относятся: ознакомление с технической и технологической документацией, подбор соответствующего материала, подготовка рабочего места и инструментов, необходимых для выполнения операции.
Основными операциями являются: отрезка заготовки, резание, отпиливание, сверление, развертывание, нарезание резьбы, шабрение, шлифование, притирка и полирование.
К вспомогательным операциям относятся: разметка, кернение, измерение, закрепление обрабатываемой детали в приспособлении или слесарных тисках, правка, гибка материала, клепка, туширование, пайка, склеивание, лужение, сварка, пластическая и тепловая обработки.
К операциям при демонтаже относятся все операции, связанные с разборкой (с помощью ручного или механизированного инструмента) машины на комплекты, сборочные единицы и детали.
В монтажные операции входят сборка деталей, сборочных единиц, комплектов, агрегатов и сборка из них машин или механизмов. Кроме сборочных работ монтажные операции включают контроль соответствия основных монтажных размеров технической документации и требованиям технического контроля, в отдельных случаях – изготовление и подгонку деталей. К монтажным операциям относится также регулировка собранных сборочных единиц, комплектов и агрегатов, а также всей машины в целом.
Вопрос 2
Порядок испытания предохранительных поясов
3.1. Перед выдачей пояса в эксплуатацию, а также в процессе эксплуатации через каждые б месяцев их подвергают испытанию на статическую нагрузку, равную 4 кН (400 кгС), о чем делается запись на маркировочной пластине, и составляется акт, который хранится до следующих периодических испытаний.
3.2. для испытания статической нагрузкой пояс надевают на ролик диаметром 380—400 мм и ремень пояса застегивают на последнем нерабочем отверстии, предназначенном специально для статических испытаний, а конец ремня пропускают в шлевку (рис. 4).

Рис. 4. Схема закрепления ремня при статических испытаниях
1 — пояс; 2 — ролик; 3— ремень:
4 — последнее нерабочее специальное отверстие для статических испытаний: 5 — шлевха
3.3. для пояса типа А (рис. 5, а) пояс, закрепленный на ролик, через специальный захват подвешивают к крюку грузоподъемного механизма. Сначала к одному из боковых колец закрепляют карабин стропа, к другому концу стропа за петлю крепления амортизатора прикрепляют груз массой 400 кг так, чтобы исключить нагрузки амортизатора. При помощи грузоподъемного механизма производят подъем системы на 150 мм от уровня пола (площадки) и удерживают груз 5 мин. далее аналогичные испытания проводят для второго бокового кольца.
3.4. Статические испытания поясов типов Б, В и Г проводят в два этапа. На первом этапе пояс, закрепленный на ролик (рис. 5, 6), подвешивают через специальный захват к крюку грузоподъемного механизма. Груз массой 400 кг при помощи специальной штанги или стропа подвешивают к боковому кольцу. Грузоподъемным механизмом производят подъем системы на 150 мм от уровня пола и удерживают груз 5 мин. При этом строп с амортизатором испытанию не подвергаются.
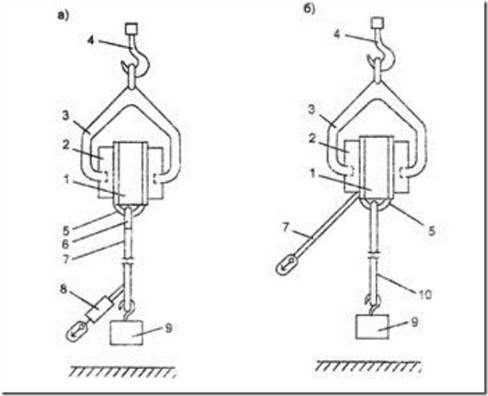
Рис. 5 Схема нагрузки пояса при статических испытаниях
а — пояс типа А:
б — типа Б, В и Г; 1 — пояс, 2 ролик, З — специальный захват,
4 — крюк грузоподъемного механизма, 5 — боковое кольцо, б — карабин. 7 строп пояса. 8 — амортизатор, 9 — груз, 10 — специальная штанга или строп, изготовленные потребителем
На втором этапе производится испытание стропа с карабином (рис. 6). для этого пояса типа Б и В за петлю стропа, а пояс типа Г за соединительное кольцо цепи стропа подвешивают через переходный элемент к крюку грузоподъемного механизма. Груз массой 400 кг прикрепляется к карабину стропа. Грузоподъемным механизмом производят подъем системы на 150 мм от уровня пола и удерживают груз 5 мин. При этом пояс с амортизатором испытаниям не подвергаются.

Рис. 6. Схема нагружения стропа при статических испытаниях
1 — пояс, 2 — крюк грузоподъемного механизма, З — переходный элемент, 4 — строп, 5 — карабин, б — груз
3.5. Выдержавшими испытания считаются пояса без нарушения целостности ремня, кушака, металлических изделий. При этом допускаются незначительные вмятины люверса и ролика рамки пряжки и местная деформация уплотнительной кожи на ремне.
3.6. При удовлетворительных результатах испытания на маркировочной пластине пояса выбивают дату испытания, например: 20.11. 02.
При неудовлетворительных испытаниях пояс должен быть изъят из эксплуатации.
3.7. Гарантированный срок хранения и эксплуатации пояса в соответствии с ГОСТ 12.4.089 — не менее 2 лет со дня изготовления.