Предмет. Формы, методы контроля качества сварочных работ.
Группа II-МС-3, специальность Сварочное производство
Дата 01.02.2022 г. Занятие 27,28.
Тема: Требования к основным сварочным материалам.
Цель: развивать у студентов техническое мышление при субъективных причинах образования дефектов сварных соединениях
Контроль основных сварочных материалов.
Для определения степени влажности покрытия электродами проверяемой партии заваривается несколько образцов.
При наличии недопустимых в электродах дефектов применять их запрещается. О поставке некачественных электродов необходимо сообщить заводу-изготовителю с просьбой выслать представителя для составления акта и головному по подчиненности в министерстве (ведомстве, главном управлении) институту по сварке. Головной институт по сварке совместно с заводом-изготовителем должны определить причины появления брака и разработать мероприятия по его предотвращению в дальнейшем.
На некачественные электроды специально созданной для их проверки комиссией, в состав которой должен входить представитель завода-изготовителя, составляется акт. В случае отказа завода от посылки своего представителя акт составляется без него.
В случае если применяемые электроды не обеспечивают стабильного горения сварочной дуги и равномерного плавления, а также если в сварных швах возникают трещины и поры, следует дополнительно проверить механические свойства наплавленного металла, технологические свойства электродов, а при необходимости выполнить металлографический анализ.
При отсутствии сертификата применять электроды разрешается только после их проверки. Проверке подлежат сварочные свойства электродов, механические свойства и химический состав наплавленного металла, механические свойства сварного соединения, а также прочность покрытия. Для электродов, обеспечивающих получение в шве аустенитной структуры наплавленного металла, кроме того, следует проверить наличие в нем ферритной фазы.
Однако проверка поступивших электродов (как и других сварочных материалов) не исчерпывает всех мероприятий предупредительного контроля.
Качество электродов во многом зависит от условий их хранения. После проверки вновь поступивших электродов сотрудник лаборатории, на которого возложен контроль за их хранением, устанавливает режимы хранения на складе и просушивания (если это требование установлено в паспорте на электроды), а затем периодически контролирует выполнение этих режимов работниками склада.
Одной из важнейших задач предупредительного контроля электродов является создание на центральных складах организаций и складах монтажных участков необходимых условий для складирования. Склады должны быть оборудованы стеллажами для хранения электродов по маркам и диаметрам, а также печами для сушки и прокаливания электродов, в которых должна поддерживаться необходимая температура. Причем эта температура должна быть постоянной не только в разные времена года, но и в течение суток, с учетом явления конденсации. В противном случае при ночном остывании нагревшегося за день помещения содержащаяся в нем влага сконденсируется в виде росы на пачках электродов и перейдет при негерметичной упаковке в покрытие.
Режимы сушки и прокаливания электродов устанавливаются в зависимости от типа покрытия и приводятся в их паспортах, а также в каталогах. Следует тщательно выдерживать эти рекомендуемые режимы, так как качество недосушенных и пересушенных электродов резко ухудшается. При этом и в первом, и во втором случае возникает опасность порообразования в швах, причинами которой являются влага и ухудшение защиты зоны сварочной дуги вследствие выгорания органических составляющих покрытия.
В зависимости от конкретных форм организации сварочных работ ответственность за создание необходимых условий для хранения и подготовки к применению электродов (а также других сварочных материалов) должна нести лаборатория по контролю, сварочная лаборатория или служба главного сварщика, а там, где нет указанных служб, — главный инженер организации.
Для сушки электродов можно использовать печь, показанную на рис. 1, в которую загружается 120 кг электродов. Кроме того, в ней прокаливаются флюс и проволока. Номинальная температура нагрева такой печи 400 °С, время достижения этой температуры — 1 ч, номинальная мощность — 20 кВт, размеры рабочего пространства — 490 × 655 × 830 мм, число термических нагревательных элементов (ТЭН) — 10.
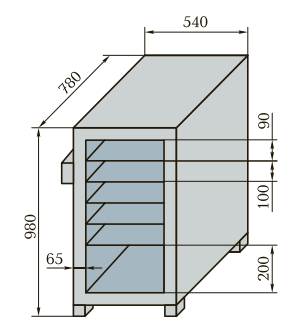
Рис. 1. Печь для сушки и прокаливания электродов и флюса
Имеются также переносные печи для прокалки электродов. Например, разработана печь с единовременной загрузкой до 30 кг электродов. Такая печь представляет собой цилиндрическую емкость, установленную на основании, в котором размещена вся электроаппаратура. В корпус печи вмонтирован терморегулятор, обеспечивающий регулирование температуры в пределах от 100 до 400 °С. Настройка на определенный режим прокаливания осуществляется с помощью градуированного диска. Мощность нагревательного элемента 3 кВт. Габаритные размеры печи 600 × 500 × 150 мм. Масса печи 53 кг.
Очень удобными являются передвижные склады, размещаемые в сборно-разборных домиках и предназначенные для хранения и подготовки к работе 1 т электродов на строительно-монтажной площадке в любых климатических условиях.
Представляет интерес передвижной универсальный склад с разовой загрузкой 3 т электродов, имеющий габаритные размеры 4 600 × 2 300 × 2 450 мм и массу 1 250 кг. Для транспортирования по строительно-монтажной площадке такой склад устанавливают на сани из труб диаметром 159 мм. Корпус склада двойной. Наружная облицовка выполнена из листового металла, внутренняя — из досок, а между ними проложен изоляционный слой из стекловаты. Склад оборудован двухъярусными стеллажами и печью для сушки и прокаливания электродов. На лицевой части стеллажей крепятся таблички с указанием марок и диаметров электродов.
Печь для сушки и прокаливания электродов изготовлена из листового проката. Между наружной и внутренней обшивкой проложена изоляция из стекловаты толщиной 60 мм. Нагревательные элементы выполнены из нихромовых спиралей диаметром 2 … 3 мм. Диа
пазон рабочих температур от 15 до 400 °С. Максимальная разовая загрузка электродов 420 кг. Печь состоит из двух камер. В каждой камере имеется вентиляционное отверстие диаметром 15 мм, которое при необходимости закрывается заслонкой. Специальная система управления позволяет обеспечивать необходимые температуры и время выдержки электродов как в ручном, так и в автоматическом режиме. Точность поддержания необходимой температуры обеспечивается встроенными в цепь управления электроконтактными регуляторами и выдерживается в пределах ±60 °С. Продолжительность работы нагревателей в автоматическом цикле устанавливается с помощью регулятора времени в пределах от 0 до 120 мин с точностью ±20 с. Время выхода на режим максимальной температуры 11 … 13 мин.
Электроды в печи прокаливаются в пеналах специальной конструкции. Для подвешивания пеналов к потолку обеих камер на всю глубину печи приварены шесть кронштейнов, однако в случае необходимости электроды можно прокаливать и россыпью.
Существенное влияние на качество сварки также оказывает проволока, используемая при механизированной сварке и как присадка при газовой сварке. Проволока поставляется в бухтах, снабженных металлическими бирками, на которых указано ее обозначение по стандарту, номер плавки и завод-изготовитель. Также на бирке завод-изготовитель и его отдел технического контроля ставят свои клейма. Каждая партия проволоки должна иметь сертификат, в котором указываются ее марка и диаметр, химический состав, номер плавки, стандарт, масса партии и название завода-изготовителя.
После контроля наличия сертификата и бирок следует проверить поверхность проволоки. В небольших партиях следует проверять каждую бухту, в больших — выборочно. На поверхности проволоки не должно быть оксидов, загрязнений, краски и масла. На проволоке из высоколегированной стали не должно быть следов графитовой смазки.
Для удаления поверхностных дефектов проволоки применяются механические и химические способы. Загрязнения, ржавчину, окалину удаляют с помощью специальных станков различных конструкций (рис. 2). Такие станки выполняют две функции: с их помощью производят очистку проволоки и одновременную намотку ее в кассету автоматов или полуавтоматов. В качестве материалов для очистки проволоки применяют наждачные круги, напильники, сварочный флюс и войлок.
В представленном на рис. 2 станке используется следующий способ очистки проволоки. Очистное устройство представляет со
бой вращающийся в горизонтальной плоскости полый вал, в котором просверлено шесть отверстий. В эти отверстия вставлены «сухари», которые также имеют по одному отверстию. При вращении вала под действием центробежных сил «сухари» стремятся вылететь из отверстий вала. Вставленная в отверстие «сухаря» проволока удерживает его. «Сухарь», вращаясь с валом, очищает проволоку.
При отсутствии сертификата проволока должна подвергаться тщательной проверке. Прежде всего, следует произвести химический анализ, для чего из партии одной плавки нужно отобрать 3 % от общего числа бухт, но не менее двух. Стружку для анализа проволоки берут с двух концов каждой бухты. После определения таким образом марки проволоки заваривают несколько образцов для выявления ее технологических свойств. Целесообразно также определить механические свойства металла, наплавленного проволокой. На каждую проверку составляется акт, который подписывается всеми членами организованной для этого комиссии. Без составления акта выполняемая проверка недействительна. Только после определения назначения проволоки и получения положительных результатов проверки комиссия дает разрешение на ее применение. Проволока на складах должна храниться в условиях, исключающих ржавление и загрязнение ее поверхности.
Предупредительный контроль порошковой проволоки имеет некоторые отличительные особенности. При хранении свыше шести месяцев такую проволоку обязательно следует прокалить и испытать ее технологические свойства посредством сварки таврового образца. В случае отсутствия сертификата на порошковую проволоку в первую очередь производится химический анализ наплавленного металла, а затем проверка механических и технологических свойств.

Рис. 2. Схема станка для очистки сварочной проволоки: 1 — барабан для намотки очищенной проволоки; 2 — ременная передача; 3 — очистное устройство; 4 — бухта с неочищенной проволокой
При наличии ржавчины на металлической оболочке следует выполнить проверку технологических свойств проволоки. Порошковая проволока хорошо поглощает влагу, поэтому при ее хранении должно быть исключено наличие влаги.
На качество сварных соединений существенное влияние оказывает качество флюса. Как и другие сварочные материалы, поступивший на объект флюс должен иметь сертификат. Флюс хорошо поглощает влагу, поэтому, прежде всего, его следует проверить на содержание влаги. Наиболее простым способом контроля, при котором проверяются и другие показатели флюса (например, его гранулометрический состав и загрязненность), является сварка образцов. Качество флюса считается удовлетворительным, если в процессе сварки сварочная дуга горит устойчиво, шов не имеет трещин, пор и свищей, а шлак легко отделяется. При неудовлетворительных результатах такого контроля проверяют гранулометрический состав, влажность, плотность и загрязненность флюса.
Более точным и сложным способом определения влажности флюса является сушка его пробы массой в 100 г при температуре 300 °С. Взвешивая пробу через определенные промежутки времени, просушивание прекращают, когда результаты предпоследнего и последнего взвешиваний одинаковые. Количество влаги во флюсе определяется разностью результатов, полученых при первом и последнем взвешивании. Флюс считается качественным, если влажность его не превышает 0,1 %. Гранулометрический состав проверяют, просеивая флюс через сито с размерами ячеек, равными максимальным и минимальным размерам зерен флюса.
После выполнения проверки флюса сваривают тавровый образец и исследуют наплавленный металл на содержание углерода и серы (проба берется из верхнего слоя шва). В случае неудовлетворительного результата этого исследования проверяемая партия флюса забраковывается или подвергается повторной прокалке с последующей перепроверкой всех показателей.
Храниться флюс должен на складах в условиях, исключающих насыщение его влагой, и оборудованных печами для сушки. Проверка условий хранения флюса, как и электродов, является важнейшей задачей предупредительного контроля.
В качестве защитных газов в основном используют углекислый газ и аргон, которые поставляются в баллонах и должны иметь сертификат завода-поставщика с указанием стандарта, названия газа, процентного содержания примесей в нем, влажности и даты выпуска. При наличии сертификата качество защитных газов проверяется только при появлении недопустимых дефектов, обнаруженных при сварке образцов перед применением газа на производстве.
В связи со значительным содержанием влаги в углекислом газе необходимо принимать меры по ее удалению из баллонов. Производится это в два приема. После получения баллонов сначала их следует поставить основанием вверх и ненадолго отвернуть вентиль, через который и будет стекать влага. Затем углекислый газ очищают в процессе сварки с помощью специального осушителя, через который пропускается газ перед поступлением в горелку.
Осушитель заполняется силикагелем. После насыщения силикагеля влагой его сушат посредством нагрева до температуры 180 … 200 °С. Нагрев полностью восстанавливает свойства силикагеля.
Контрольные вопросы:
1. Как классифицировать технический контроль.
2. Что входит в предварительный контроль.
3. Требования предъявляемые к основным сварочным материалам (электродам).
Домашнее задание: составить опорный конспект.
Литература.
1. Овчинников В.В. Контроль качества сварных конструкций: учебник для СПО, М.: ИЦ «Академия», 2011г
Преподаватель Зеленская Л.Г.