Предмет. Формы, методы контроля качества сварочных работ.
Группа II-МС-4, специальность Сварочное производство
Дата 03.02.2022 г. Занятие 35,36
Тема: Статистический метод контроля
Цель: научить студентов осуществлять статистический метод контроля.
Существующая в настоящее время форма организации контроля сварочных работ позволяет получить заключение о качестве сварного соединения по принципу «годен» или «не годен». Оформляемый при этом документ не содержит подробных данных о дефектности шва и оценке его качества. Следовательно, по нему нельзя обоснованно и качественно провести анализ результатов контроля в целях выявления причин брака и предупреждения появления его в дальнейшей работе, т. е. в настоящее время действует приемочный, или пассивный, контроль. Однако для сварных соединений необходимо внедрять активный контроль, обеспечивающий обратную связь контролеров с технологами.
Переход к активному контролю обеспечивает статистический метод, позволяющий усовершенствовать систему контроля и его организацию, а также значительно повысить эффективность, достоверность и экономичность применяемых методов контроля.
При статистическом методе все свариваемые стыки классифицируются в статистические однородные группы, называемые базовыми партиями. Базовая партия включает в себя стыки, имеющие сходные конструктивные, технологические и эксплуатационные признаки (диаметр трубопровода, типоразмер металлоконструкций, способ и условия сварки, присадочный материал, квалификация сборщиков и сварщиков, степень ответственности соединений, характер производства или тип организации — монтажное управление, передвижная механизированная колонна, завод, способ контроля, квалификация контролеров, время выполнения работ).
Затем вводятся единые показатели качества сварки для базовых партий, устанавливаются единые формы и системы сбора, учета и анализа информации, приводится расчет базовых показателей, производятся статистический анализ качества и корректировка технологических процессов.
Сбор, учет и обработка информации производятся по единой схеме предупредительного контроля качества сварки (рис. 4). Для базовых партий введены показатели качества — средний и максимально допустимый уровни брака.
Перед внедрением статистического контроля производятся анализ качества сварочных работ на объектах, дефектограмм, доминирующих причин брака и накопление информации по каждой производственной серии, называемое историей качества. На основании истории качества рассчитываются средний и максимально допустимый уровни брака, которые принимаются за базовые для очередного производственного цикла на данных объектах, и при прогнозе качества рассматриваются в качестве расчетного планового уровеня для будущего периода деятельности организации.
По базовым показателям строится карта-диаграмма предупредительного контроля (рис. 5), на которой параллельно оси абсцисс проводятся линии среднего и максимально допустимого уровней брака. Нанося значения выборки в виде точек на карту, определяют уровень качества, а следовательно, состояние технологического процесса для данной базовой партии. Точки, находящиеся внутри указанных границ, определяют удовлетворительные уровень качества и состояние технологического процесса.
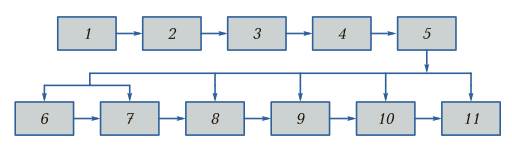
Рис. 4. Типовая структурная схема предупредительного контроля качества сварки: 1 — контроль готовности объекта к сварке; 2 — контроль подготовительносборочных операций; 3 — контроль технологических операций при сварке; 4 — контроль детали неразрушающими методами; 5 — статистический анализ процесса и качества сварки; 6 — расчет среднего уровня брака; 7 — расчет допустимого отклонения качества сварки от нормы; 8 — корректировка процесса сварки; 9 — еженедельные и месячные сводки по качеству выпускаемой конструкции; 10 — разработка мероприятий по улучшению качества; 11 — выпуск информационных писем по анализу качества
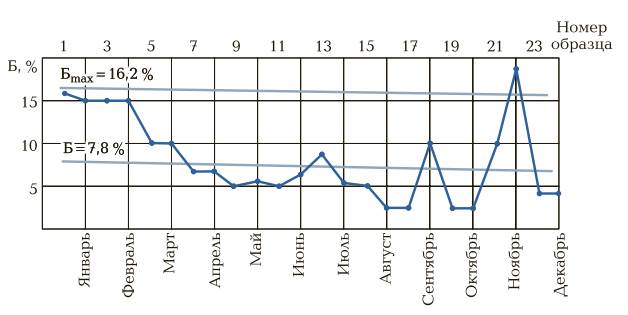
Рис. 1. Карта-диаграмма предупредительного контроля качества сварки: Б — средний уровень брака; Бmax — максимально допустимый уровень брака
Точки, вышедшие за верхнюю границу, характеризуют неудовлетворительное качество сварки, т. е. здесь требуется определение причин брака и корректировка технологического процесса.
Система статистического предупредительного контроля, обеспечившая переход от пассивного контроля к активному управлению качеством сварочных работ, позволяет планировать и прогнозировать их качество, а также использовать базовые показатели для экономического и морального стимулирования высокого качества выполнения этих работ как отдельными исполнителями, так и организациями.
Контрольные вопросы:
1. Какой документ оформляется после статистического контроля.
Домашнее задание: составить опорный конспект.
Литература.
1. Овчинников В.В. Контроль качества сварных конструкций: учебник для СПО, М.: ИЦ «Академия», 2011г
Преподаватель Зеленская Л.Г.