План-конспект занятия №36
по дисциплине «ОП.04 Материаловедение»
Специальность: 23.02.03 Техническое обслуживание и ремонт автомобильного транспорта. Курс: 2
Тема занятия: «газовая сварка и резка
Тип занятия: усвоения новых знаний.
Вид занятия: лекция с первичным закреплением.
Технологии обучения: информационно-коммуникационная.
Межпредметные связи: слесарное дело, метрология
Мотивация: полученные знания дают понимание об устройстве и технологии изготовления деталей, применяемых в агрегатах автомобилей и машин в целом
Материально-техническое оснащение урока:
1.Мультимедиа-установка, компьютер, 2. образцы деталей
Рекомендуемая литература:
1. Черепахин А.А. Материаловедение, 8-е издание, переработанное. – М. «Академия», 2014. – 256 с.
2. Никифоров В«М. Технология металлов и конструкционные материалы. –Л., Машиностроение, 1987-З6Зс.
3. Кузьмин Б.А. и др. Технология металлов и конструкционные материалы- М., Машиностроение,1989-4960.
Ход занятия
Сущность газовой сварки. Газы, применяемые для сварки и резки, их хранение и транспортировка.
Аппаратура газовой сварки.
Сварочное ацетиленокислородное пламя и его структура. Краткие сведения о технологии газовой сварки подготовка деталей к сварке, выбор наконечника и присадочного материала.
Газовая резка: сущность, оборудование технология. Механизация и автоматизация процессов резки металлов. Правила техники безопасности при газовой сварке и резке.
Литература:
1.Никифоров В«М. Технология металлов и конструкционные материалы. –Л., Машиностроение, 1987-З6Зс.
2.Кузьмин Б.А. и др. Технология металлов и конструкционные материалы- М., Машиностроение,1989-4960.
ГАЗОВАЯ СВАРКА
При газовой сварке в качестве источника теплоты используют газовое пламя, образующееся при сгорании горючего газа в атмосфере кислорода. Применяют различные горючие газы — ацетилен, водород, природные газы, пропан, бутан, пары бензина. Самую высокую температуру пламени (3200 °С) обеспечивает ацетилен С2Н2.
Поэтому ацетиленокислородное пламя нашло наибольшее применение.
Ацетилен получают в специальных аппаратах — генераторах при воздействии водой на карбид кальция:
СаС2 + 2Н2О = С2Н2 + Са(ОН)2.
Ацетиленовые генераторы могут быть использованы непосредственно у места сварки. Однако в связи с высокой взрывоопасностью смеси ацетилена с воздухом при работе с генератором необходимы особое внимание и квалифицированное обслуживание, строгое соблюдение правил техники безопасности.
Более безопасно использовать ацетилен из баллона, в котором ацетилен находится в растворенном в ацетоне состоянии.
В стальном баллоне, заполненном пористой массой, находится ацетон, способный растворять в одном объеме до 20 объемов ацетилена.
Питание газовой горелки ацетиленом и кислородом осуществляется преимущественно от баллонов — ацетиленового (белого цвета) и кислородного (голубого цвета).
Для получения пламени из баллонов, снабженных газовыми регуляторами давления, ацетилен и кислород подают в горелку.
Применяют главным образом горелки инжекторного типа (рис. 1, б), в которых кислород, подаваемый под давлением 0,1—0,4 МПа, истекая из инжектора (сопла) с большой скоростью, создает разрежение, за счет которого ацетилен подсасывается в смесительную камеру. Здесь образуется горючая смесь, поступающая по трубке наконечника к выходному отверстию мундштука.





Сгорание смеси происходит в сварочном пламени на выходе из мундштука. Ацетиленокислородное пламя (рис. 2) состоит из трех зон: ядра пламени 1, средней рабочей (восстановительной) зоны 2 и факела (окислительной зоны) 3.
Горение смеси начинается на внешней оболочке ядра и продолжается в зоне 2 за счет кислорода, поступающего из баллона. В зоне 2 температура пламени наибольшая. В факеле протекает вторая стадия сгорания ацетилена за счет атмосферного кислорода. Эту зону называют окислительной, поскольку образующийся при сгорании углекислый газ и пары воды окисляют железо.
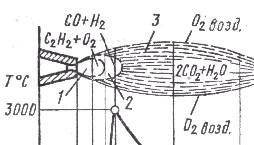
Рис. 2. Газосварочное пламя:
1- ядро, 2- средняя зона (сварочная), 3- факел пламени.
Эффективная мощность пламени, т. е. количество теплоты, вводимой в нагреваемый металл в единицу времени, зависит от расхода газа. Тепловую мощность пламени регулируют сменными наконечниками горелки с разным расходом газа.
В зависимости от соотношения (по объему) ацетилена и кислорода в горючей смеси пламя может быть:
§ нормальным, § окислительным
§ науглероживающим.
Регулируют характер пламени на глаз по его цвету.
Окислительное пламя имеет голубоватый оттенок. Его используют при сварке латуней.
Науглероживающее пламя имеет красноватый оттенок, коптит. Его используют при сварке чугуна.
Нормальным пламенем сваривают большинство сталей. Факел газосварочного пламени выполняет защитные функции, прикрывая жидкий металл сварочной ванны от проникания кислорода и азота из воздуха.
Газовое пламя является рассредоточенным источником теплоты, оно нагревает металл медленнее и плавнее, чем сварочная дуга. Поэтому при сварке малых толщин оно имеет определенные преимущества перед дуговой сваркой.
Газовую сварку широко применяют при изготовлении изделий из сталей, цветных металлов толщиной до 3 мм, при заварке дефектов литья из серого чугуна и бронзы.
Простота способа, несложность оборудования, отсутствие источника электрической энергии, несмотря на меньшую производительность, более низкие механические свойства, чем при дуговой сварке, сложность механизации, делают газовую сварку незаменимой при изготовлении и ремонте изделий из тонколистовой стали толщиной 1—3 мм, сварке чугуна, меди, латуни.
Газовая сварка и наплавка.
Газовая сварка в авторемонтном производстве имеет широкое применение благодаря её простоте и универсальности, возможности выполнять сложные и разнообразные сварочные и наплавочные работы.
Сущность процесса – это расплавление свариваемого и присадочного металла пламенем, которое образуется при сгорании горючего газа в смеси с кислородом. В качестве горючего газа в основном используют ацетилен, что позволяет обеспечить температуру пламени 3100…3300 ºС. Ацетилен получают с помощью ацетиленовых генераторов в результате взаимодействия карбида кальция и воды, а кислород сохраняют и транспортируют в стальных баллонах вместимостью 40 л под давлением 15 МПа.
Ниже приведены данные, характеризующие газы, переменяемые для сварки металлов.
| Свойства газов. | Ацети лен | Водор од | Пропа нбутан | Нефт егаз | Коксо вый газ | Приро дный газ | |
| Температура воспламенения воздухе, ºС | на | --- | 600 – | 650 – | |||
| Температура горения кислороде, ºС | в | – | |||||
| Температурный К.П.Д. | 0,57 | 0,355 | 0,325 | 0,39 | 0,325 | --- | |
| Пределы взрываемости в % | 22 – 80,7 | 3,3 – 81,5 | 2,17 – 9,5 | 3,5 – 16,3 | 7 – 19 | 4,8 – | |
| по объёму газа с воздухом. | |||||||
| Пределы взрываемости в % по объёму с кислородом | 2,8 – 9,3 | 2,6 – 93,9 | --- | --- | --- | --- | |
| Высшая скорость распространения пламени в воздухе, м/сек. | 2,87 | 2,67 | 0,82 | 1,15 | --- | 0,7 | |
| Высшая скорость распространения пламени в кислороде, м/сек. | 13,5 | 8,8 | 3,7 | --- | --- | --- |
Сварку и наплавку осуществляют сварочными горелками. Мощность пламени характеризуется массовым расходом ацетилена, в зависимости от номера горелки:
Мундштуки наконечников горелок.
| Номер наконечника | Расход ацетилена, дм3/ч | Диаметр канала сопла, мм |
| 1,0 | ||
| 1,3 | ||
| 1,6 | ||
| 2,0 | ||
| 2,5 | ||
| 3,0 | ||
| 3,5 |
Расход ацетилена можно определить по формуле:
A = S ⋅ R, где S – толщина детали, мм;
R – коэффициент, характеризующий удельный расход ацетилена на 1 мм толщины детали: для чугуна R = 0,11…0,14 м 3/(ч ⋅ мм), для стали R = 0,10…0,12 м 3/(ч ⋅ мм), для латуни R = 0,12…0,13 м 3/(ч ⋅ мм), для алюминия R = 0,06…0,10 м3/(ч ⋅ мм).
Расход кислорода на 10…20 % больше чем ацетилена.
При ручной сварке пламя направляют на свариваемые кромки так, чтобы они находились в восстановительной зоне на расстоянии 2…6 мм от конца ядра. Конец присадочной проволоки также держат в восстановительной зоне или сварочной ванне.
Выбор угла наклона мундштука горелки к поверхности свариваемого металла зависит от толщины соединяемых кромок изделия. Углы наклона мундштука горелки в зависимости от толщины металла при сварке низкоуглеродистой стали, приведены ниже
| Толщина материала детали, мм. | До 1 | 1… | 3… | 5… | 7… | …1 | …1 | Св ыш е 15 |
| Угол наклона, град. |
От теплопроводности металла (чем толще металл и чем больше его теплопроводность, тем угол наклона мундштука горелки должен быть больше, что способствует более концентрированному нагреву металла вследствие подведения большего количества теплоты).