Лабораторная работа № 5
Дефектация поршней, поршневых пальцев и шатунов
Цель работы
1. Приобрести практические навыки установления дефектов и характера износа поршней, поршневых пальцев и шатунов.
2. Предложить технологию и дать технико-экономический анализ ремонта деталей шатунно-поршневой группы.
Задание:
1. Подготовить исходные данные для дефектовки деталей.
2. Определить техническое состояние деталей.
3. Произвести сортировку деталей по результатам контроля.
4. Назначить способ ремонта детали.
5. Оформить отчет о результатах работы.
Техническое оборудование: Слесарные тиски; приспособление для контроля шатунов на изгиб и скручивание КИ724; динамометрический ключ с головками, индикаторные нутромеры НИ 1850, НИ 50100 (ГОСТ 86882); рычажные микрометры МР50, МР100 и МР150 (ГОСТ 438187); штангенциркуль ЩЦИ1600,05 (ГОСТ 16689); набор щупов, пальцы, шатуны, поршневые кольца, поршни.
Общие сведения
Наибольшему износу в поршне подвергаются поршневые канавки по высоте, причем больший износ происходит по верхней канавке. Причина износа канавок большие удельные давления поршневых колец на стенки канавок и влияние высокой температуры. Износ поршневых канавок влечет за собой пропуск рабочих и отработанных газов, потерю компрессии, разжижение смазки.
Вследствие износа отверстие под поршневой палец в бобышке поршня становится овальным, причем наибольший износ происходит в плоскости, перпендикулярной днищу поршня. Изношенные поршни из алюминиевого сплава, как правило, не восстанавливаются, а заменяются новыми. Однако в практике ремонтных предприятий мелкосерийного и индивидуального производства приходится прибегать к восстановлению отверстия под поршневой палец развертыванием или тонкой расточкой под соответствующий ремонтный размер поршневого пальца. Канавки поршня могут быть восстановлены проточкой, но при условии, что в запасные части поставляются поршневые кольца увеличенного размера по высоте.
Моторостроительные заводы изготовляют поршни ремонтного размера, устанавливаемые в цилиндры после их растачивания и доводки под соответствующий ремонтный размер. Основные характеристики автомобильных поршней приведены в табл. 9.
Таблица 9
| Модель двигателя | Материал поршня | Твердость НВ | Овальность, мм | Конусность, мм |
| ЗИЛ130 ЗМЗ53 ВАЗ2108 КамАЗ740 | АК4 АК4 АЛ9 АЛ9 | 100130 100130 110140 110140 | 0,0350,050 0,0130,038 0,0080,024 0,0350,045 | 0,26 0,12 0,08 0,25 |
Поршневые пальцы изнашиваются по середине и по концам. Заводами выпускаются пальцы номинального и ремонтного размеров. Ремонтируют изношенные поршневые пальцы раздачей под номинальный размер или шлифованием под ремонтный размер. Характеристика поршневых пальцев:
материал, твердость после термообработки, ремонтные размеры даны в табл. 10.
Таблица 10
| Модель двигателя | Материал поршневого пальца | Твердость HRC | Диаметр, мм | Ремонтные размеры, мм | ||
| I | II | III | ||||
| ЗИЛ-130 ЗМЗ-53 ЯМЗ-236 ВАЗ-2108 КамАЗ-740 | Сталь 15Х Сталь 45Х Сталь 12ХНЗА - - | 5865 5662 5865 5865 5865 | 28-0,01 25-0,01 50-0,012 21,982-0,012 45-0,007 | +0,12 +0,08 - - - | +0,20 +0,12 - - - | - +0,20 - - - |
При изготовлении пальцев из малоуглеродистых легированных сталей наружная поверхность пальцев подвергается цементации, закалке ТВЧ, отпуску. Пальцы закаливаются на глубину 1,5 мм.
Основные дефекты шатунов (рис. 20): изгиб и скручивание стержня, износ отверстий нижней головки шатуна, отверстия под втулку и самой втулки верхней головки шатуна, износ и смятие плоскостей разъема торцев плоскостей под болты в нижней головке шатуна. Шатуны с погнутостью и скрученностью более допустимой по техническим условиям (изг = 0,020 мм на длине 100 мм) подвергаются правке на приспособлениях.
Шатуны выбраковываются при аварийных изгибах, обломах и трещинах. Шатуны двигателей ЯМЗ (всех модификаций), кроме того, выбраковывают, если сильно изношены плоскости разъема нижней головки шатуна.
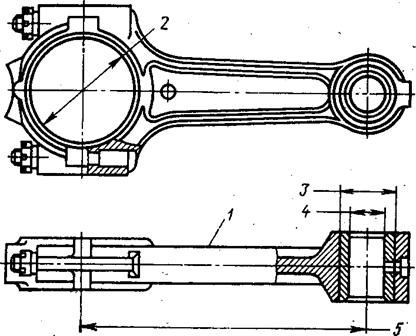
Рис. 20. Основные дефекты шатуна на примере двигателя ЗИЛ-130: 1 изгиб или скручивание; 2 износ отверстия в нижней головке; 3 износ отверстия под втулку в верхней головке; 4 износ отверстия во втулке верхней головки; 5 уменьшение расстояния между осями верхней и нижней головок
Материал, термообработка и твердость шатунов двигателей приведены в табл. 11
Таблица 11
| Модель двигателя | Материал шатуна | Твердость НВ | Диаметр отверстия в верхней головке, мм | Диаметр отверстия в нижней головке, мм | Усилие затяжки болтов нижней головки, кгс·м |
| ЗИЛ130 | Сталь 40Р | 217248 | 0,007 0,003 | 69,5+0,012 | 9,010,0 |
| ЗМЗ53 | Сталь Г2 | 288269 | 0,007 0,003 | 63,6+0,012 | 7,58,0 |
| ЯМЗ236 | Сталь 40ХФА | 288269 | 0,020 0,014 | 77,79+0,015 | 9,010,0 |
| ВАЗ2108 | н. д. | н. д. | 0,004 0,006 | 51,33+0,015 | 5,06,0 |
| КамАЗ740 | Сталь 40ХН2МА | 245285 | 450,016 | 84,995+0,021 | 12,013,0 |
Для проверки шатунов на изгиб и скручивание используют индикаторное приспособление типа КИ724 (рис. 21). Это приспособление универсальное, оно позволяет контролировать шатуны двигателей разных марок.
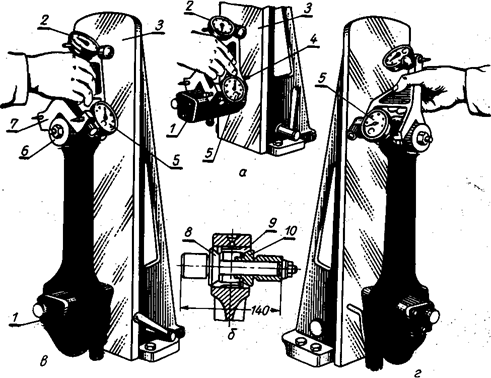
Рис. 21. Приспособление для проверки шатуна на скрученность и изгиб:
а установка индикаторов; б установка разжимной оправки; в проверка шатуна на
изгиб; г проверка шатуна на скрученность; 1 оправка; 2 и 5 индикаторы; 3 плита;
4 упор; 6 разжимная оправка; 7 призма; 8 и 10 конуса оправки; 9 разжимная втулка оправки
Призму 7 с индикаторами часового типа устанавливают на оправку 1 (рис. 21, а) и передвигают ее до соприкосновения упора 4 призмы с плоскостью плиты 3 приспособления. В этом положении перемещают индикатор 2 до получения натяга на измерительном стержне в пределах 1,01,5 оборота стрелки. Закрепляют индикатор и совмещают нулевое деление шкалы со стрелкой. Поворачивают призму на 180° и также устанавливают индикатор 5.
В отверстие верхней головки шатуна с выпрессованной втулкой вставляют разжимную втулку 9 (рис. 21, б) и закрепляют ее конусами 8 и 10. Шатун ставят на оправку 1 (рис. 21, в), перемещают его до упора оправки 7 в плиту 3 и закрепляют на оправке. Призму ставят на оправку 6 и при соприкосновении ее упоров с плитой 3 поочередно по отклонению стрелки от нулевого положения индикатора 2 определяют изгиб шатуна, а по отклонению стрелки индикатора 5 (рис. 21, г) скрученность.
Погнутый шатун правят под прессом или в специальном винтовом приспособлении. Скрученность шатуна также устраняют правкой. Шатун зажимают в тиски и правят вильчатым рычагом или специальными рычагами 3 (рис. 22) с винтовым приспособлением. Для получения удовлетворительных результатов правки необходимо применять стабилизирующий подогрев.

Рис. 22. Устранение скрученности шатуна
1 рукоятка; 2 винт; 3 рычаги; 4 упор; 5 гайка
После правки шатун подвергается термической стабилизации нагреву до температуры 400500 °С и выдержке при этой температуре 1,5 ч. Изношенные втулки верхней головки (изн = 0,05 мм) развертывают под увеличенный против номинальных размер пальца или впрессовывают и заменяют новыми с последующей обработкой под номинальный размер. Шатуны и крышки с поврежденными торцами разъема шлифуют. В случае износа нижней головки ее восстанавливают фрезеровкой торца разъема, затем собирают шатуны с затяжкой болтов и растачивают нижнюю головку под номинальный размер с последующим хонингованием или раскатыванием. Этот же дефект может быть восстановлен гальваническим покрытием (отслаиванием) с последующей обработкой.
Порядок выполнения работы
1. Осмотреть и установить дефекты деталей; перечень возможных дефектов.
2. Замерить поршни, поршневые пальцы и шатуны согласно схемам замеров, представленным на рис. 23, 24 и 25 соответственно.
Перед началом замера болт нижних головок шатунов затянуть в слесарных тисках динамометрическим ключом в соответствии с техническими условиями, приведенными в табл. 11.
3. Проверить и определить величины погнутости и скрученности шатунов на приборе КИ724 (см. инструкции к прибору).
4. На основании результатов замеров и данных руководства по капитальному ремонту дать заключение о состоянии детали.
5. Предложить технологию ремонта проконтролированных деталей.
6. Оформить отчет о выполненной работе. Отчет должен содержать следующие сведения:
а) Характеристику деталей в следующем виде:
| Марка двигателя | Материал детали | Термическая обработка | Твердость |
| Поршень… Палец… Шатун… |

Рис. 23. Схема замеров поршня: l1 = 45 мм; l2 = 65 мм; l3 = 80 мм
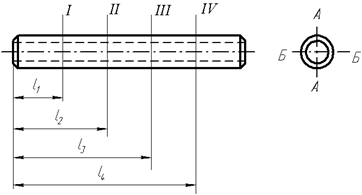
Рис. 24. Схема замера поршневого пальца: l 1 = 9 мм; l 2 =27 мм; l 3 = 45 мм; l 4 = 60 мм
а) б)
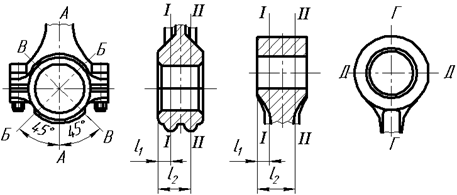
Рис. 25. Схема замеров диаметров отверстий нижней (а) и верхней (б) головок шатуна: l 1 = 1/4; l 2 =3/4 от ширины головки
б) Описание дефектов, установленных внешним осмотром, с указанием
количества деталей с обнаруженными дефектами.
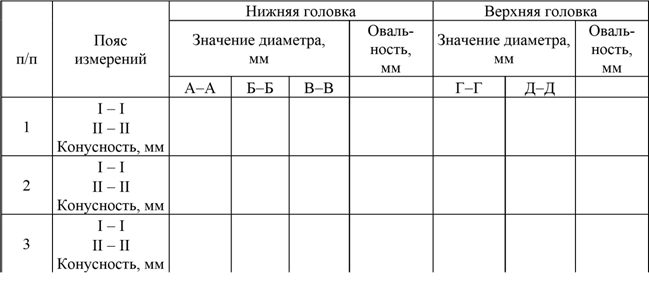
в) Результаты замеров шатунов занести в табл. 12
Таблица 12
г) Результаты замеров поршней и пальцев занести в табл. 13 и 14.
Таблица 13
| п/п | Пояс измерений | Юбка поршня | Оваль- ность, мм | Бобышка поршня | Оваль- ность, мм | Износ канавок поршня | ||
| Значение диаметра, мм | Значение диаметра, мм | |||||||
| АА | ББ | АА | ББ | |||||
| … … | l1 l2 l3 Конус- ность, мм |
д) Заключение по результатам дефектации и рекомендации по устранению дефектов. Указать детали, годные без ремонта, подлежащие ремонту, подлежащие выбраковке.
Таблица 14
| Пояс измерений | Номер детали | |||||||||||||
| А-А | Б-Б | А-А | Б-Б | А-А | Б-Б | А-А | Б-Б | А-А | Б-Б | |||||
| l1 l2 l3 l4 Максимальный износ, мм |
Контрольные вопросы
1. Перечислите конструктивные элементы прокалиброванных деталей подлежащие дефектации, и характеризующие их технологические параметры.
2. Как выявляются дефекты поршней, пальцев, шатунов?
3. Способы упрочнения и восстановления сопряжения бобышки поршня и поршневого пальца; отверстий нижней и верхней головок шатуна.
4. Каковы причины деформации шатуна, износа канавок поршня и отверстия нижней головки шатуна?
5. Зарисовать схематично рабочее место дефектации шатуна. (Аккуратно).
https://kovsh.com/library/ice/crank_mechanism/cranks/defektatciia_shatunov(материал к прочтению)
https://go.mail.ru/search_video?q=%D0%B4%D0%B5%D1%84%D0%B5%D0%BA%D1%82%D0%B0%D1%86%D0%B8%D1%8F%20%D1%88%D0%B0%D1%82%D1%83%D0%BD%D0%B0&fm=1 (Видео материал).
https://go.mail.ru/search_video?q=%D0%B4%D0%B5%D1%84%D0%B5%D0%BA%D1%82%D0%B0%D1%86%D0%B8%D1%8F+%D1%88%D0%B0%D1%82%D1%83%D0%BD%D0%B0&fm=1&d=1595292538780364754&sig=783fe0d6dc&s=youtube (Видео материал).