Практическая работа №1
Подготовка рабочего места и инструмента исходя из видов предполагаемых работ
Цель работы:
получение навыков в подготовке рабочего места и выборе инструментов производственного оснащения в зависимости от типа производства;
изучение основных требований к планировке рабочих мест.
1 Пояснения к работе
Согласно ГОСТ 14.301-73 средства технологического оснащения включают
- технологическое, в том числе контрольное и испытательное;
- технологическую оснастку (в том числе инструменты и средства контроля);
- средства механизации и автоматизации производственных процессов.
Выбор средства технологического оснащения производится с учетом:
- типа производства и его организационной структуры;
- вида изделия и программы его выпуска;
- характера намеченной технологии
- возможности группирования операций;
- максимального применения стандартной оснастки и оборудования;
- равномерной загрузки оборудования.
Важным показателем работы оборудования и правильности его выбора является степень его использования всего и по разработанному процессу. Оборудование следует выбирать по производительности, тогда будет обеспечено рациональное его использования во времени. Для каждой единицы оборудования в технологическом процессе должно быть просчитаны коэффициенты загрузки и коэффициент использования по основному времени.
Выбор технологической оснастки (ГОСТ 14.305-73) должен быть основан на анализе затрат на реализацию технологического процесса в установленный промежуток времени при заданном количестве изделий.
Анализ затрат должен предусматривать:
- сравнение вариантов оснастки, отвечающих одинаковым требованиям и обеспечивающих решение одинаковых задач в конкретных производственных условиях;
- выбор вариантов, основанный на использовании следующей информации:
1) план развития предприятия;
2) технические требования к изделию;
3) количество и сроки изготовления;
4) технические возможности технологической оснастки;
5) затраты на изготовление технологической оснастки и ее эксплуатацию;
6) учет требований техники безопасности и промышленной санитарии.
Технологическая оснастка представляет собой дополнительные или вспомогательные устройства, необходимые для выполнения операций
При выборе технологической оснастки должны учитываться конкретные производственные условия, при которых применение различных систем технологической оснастки будет наиболее рациональным.
Принадлежность технологической оснастки по конструкции к системе оснастки определяется правилами ее проектирования и эксплуатации применительно к заданным условиям производственного процесса изготовления изделия. Система формируется комплексами технологической оснастки, предназначенной для выполнения различных видов работ. Используются следующие системы:
- неразборной специальной оснастки (НСО);
- универсально
- наладочной оснастки (УНО);
- универсально- сборной оснастки (УСО);
- сборно- разборной оснастки (СРО);
- универсально- безналадочной оснастки (УБО);
- специализированной наладочной оснастки (СНО).
В условиях различных типов производств к конструкциям оснастки
предъявляются требования, в зависимости от которых определяется степень специализации приспособления, уровень механизации и т.п. В частности, для единичного и мелкосерийного производства предпочтительными являются универсальные приспособления, а для массового производства экономически оправдывается применение самых сложных специальных приспособлений.
Задание и методические рекомендации
1. Изучить основные теоретические положения и кратко их изложить по предложенной форме.
Содержание отчета
1.Наименование и цель работы.
2.Оборудование и материалы, используемые в работе.
3.Основные положения по теоретическому материалу (кратко).
4.Описание экспериментальной части работы и полученные результаты с необходимым графическим материалом, анализом, выводами.
5.Обоснованное решение указанной преподавателем задачи.
Содержание работы

Рабочее место – часть производственной площади цеха, участка или мастерской, которая закрепляется за определенным работником для выполнения определенного вида работ и должна быть оснащена оборудованием, приспособлениями, инструментами и материалами, необходимыми для их проведения.
При работе в слесарной мастерской необходима правильная организация рабочего места, которая улучшает условия труда и снижает опасность травматизма.
К организации рабочего места слесаря предъявляется ряд требований:

Одноместный слесарный верстак – основным оборудованием рабочего места слесаря является как правило, одноместный слесарный верстак с установленными на нем тисками.
Слесарный верстак должен быть прочным и устойчивым, верстак состоит из стального каркаса, выполненного из труб или профильного проката (уголка). На каркасе установлена столешница, изготовленная из дерева твердых пород и покрыта листовой сталью толщиной 1…2мм. По периметру столешница окантована бортиком из стального уголка.



Под столешницей расположены выдвижные ящики для хранения инструментов, мелких деталей и технической документации. Для обеспечения удобства работы на верстаке располагаются планшет для режущих инструментов (чертилки, кернеры, зубила, напильники и т.д.) и инструментальная полка для измерительных инструментов.
Высота верстака должна соответствовать росту работающего. Если высота тисков не соответствует росту работающего, их регулируют винтом подъёма или на полу укладывают деревянную решетку, которая должна плотно прилегать к полу и не скользить. Для защиты работников от возможного травматизма при выполнении операций, связанных с образованием стружки, на верстаке устанавливается сменный защитный экран из сетки или органического стекла. При размещении инструментов на верстаке необходимо учитывать частоту их использования в процессе обработки и располагать инструменты таким образом, чтобы обеспечить удобный доступ к ним.

Стуловые тиски имеют весьма ограниченную область применения. Они предназначены для выполнения тяжелых работ, связанных с большими ударными нагрузками, например, рубка, гибка, клепка.

Параллельные поворотные слесарные тиски наиболее распространенный тип тисков, применяемых при слесарной обработке. Параллельными тиски называются потому, что при перемещении подвижной губки она во всех положениях остается параллельной неподвижной губке.

Параллельные тиски поворотного типа должны прочно и надежно крепиться к верстаку. Зажимать деталь в тисках надо только усилием рук, а не весом тела. Зажимая или освобождая детали из тисков, рычаг следует опускать плавно, не бросая его чтобы не произошел ушиб руки или ноги. Содержать тиски надо в частоте и исправности.
Подставку под ноги следует применять, когда высота тисков не соответствует росту учащегося. Высота верстака с тисками считается нормальной, если у стоящего прямо учащегося согнута в локтевом суставе под углом 90º, рука находится на уровне губок тисков при вертикальном положении её плечевой части.

Во время работы спецодежда работающего должна быть аккуратной и чистой.
Халат или комбинезон не должны стеснять движений. Во время работы спецодежда всегда должна быть застегнута на все пуговицы, а рукава должны иметь застегивающиеся обшлага плотно охватывающие нижнюю локтевую часть руки. На голову обязательно должен быть надет головной убор (берет или косынка) под который необходимо тщательно убрать волосы.
Организация рабочего места слесаря.
Эффективность сборочного процесса во многом зависит от правильной организации рабочего места сборщика.
В понятие организации рабочего места включается ряд факторов, и прежде всего:
Ø его планировка,
Ø правильная расстановка и удобная конструкция верстаков,
Ø зональное размещение на рабочем месте инструментов и приспособлений,
Ø освещенность,
Ø режим труда и др.
Планировка рабочего места должна обеспечить Высокую производительность работы при минимальных затратах сил и времени сборщика; максимальное.использование производственной площади; удобство обслуживания сборочного процесса; соответствие правилам и Требованиям охраны труда и техники безопасности.
Рабочее место слесаря-сборщика должно быть оснащено всем необходимым оборудованием, инструментом) приспособлениями, подъемно-транспортными устройствами. В единичном производстве рабочее вместо слесаря-сборщика оснащается в основном, универсальным оборудованием и инструментом. В серийном — рабочее место оборудуется с учетом выполнения нескольких конкретных сборочных операций. В массовом производстве на рабочем месте выполняются одна или две сборочные операции и оно оснащается соответственно специализированным оборудованием, оснасткой и инструментом.
Кроме основного технологического оборудования, приспособлений и инструмента на рабочем месте слесаря-сборщика имеется оргоснастка, обычно располагаемая на верстаке. Это — тумбочки, этажерки, стеллажи, планшеты для технологической документации.
При планировании рабочего места все предметы труда и инструменты необходимо располагать с учетом предела досягаемости вытянутых рук и наиболее удобных зон движений, наименее утомительных положений рук, корпуса, головы и ног, пределов обзора в пространстве и т. д.
Для обеспечения симметричности движений рабочего все то, что ему необходимо брать левой рукой, должно быть расположено слева, а правой — справа. Предметы труда следует располагать в строгом порядке и всегда в одних и тех же местах, тогда у рабочего вырабатывается автоматизм движений, что уменьшает утомляемость и напряжение в процессе работы.
При организации рабочего места необходимо стремиться тому, чтобы движения выполнялись в меньшем количестве плоскостей (лучше всего в одной плоскости). Рациональная планировка предполагает такое размещение предметов труда, при котором максимально используются обратные движения рук после перемещения сборочных единиц и инструментов.
Оргоснастка располагается таким образом, чтобы наиболее часто употребляемая в процессе рабочего дня была ближе к рабочему. Собираемые единицы должны находиться на рабочем месте в специальной таре. Детали, которые имеют индивидуальную укладку, обычно располагаются в той таре, в которой они доставляются к рабочему месту. Детали легче, доставать из тары, если ее расположить с наклоном в сторону оператора.
Детали средних размеров (до 5 кг), которые могут взгромоздить верстак, располагаются на стеллажах. Если детали имеют круглую или плоскую форму, то применяются стеллажи-скалы. Такие стеллажи изготовляются многоярусными с наклоном яруса в сторону рабочего. Более крупные детали располагаются на полу вблизи верстака или на невысоких стеллажах. Число стеллажей и их емкость должны обеспечивать бесперебойность комплектования рабочего в процессе сборки необходимыми деталями и сборочными единицами. Стеллажи размещаются с учетом кратчайшего пути при доставке деталей на сборочные базы. Расположение, сборочных единиц во многом зависит от типа производства и принятого порядка обеспечения ими рабочих мест.
В условиях единичного производства, когда на одном рабочем месте осуществляется сборка разных сборочных единиц или общая сборка изделий, поступающие на сборку детали группируются по сборочным единицам. Ближе к верстаку располагаются те детали, которые используются в начале сборки. Детали, необходимые к концу сборки, хранятся на стеллажах или в специальной Таре. Отдельно хранятся до начала сборки ранее собранные и опробованные узлы.
Для обеспечения высокой производительности труда и ритмичности сборки важное значение имеет обслуживание рабочих мест слесарей- сборщиков — бесперебойная подача на рабочее место сборочных единиц, обеспечение технической документацией, организация ухода за оборудованием, а также технический надзор за его эксплуатацией. В единичном и мелкосерийном производстве обслуживание рабочих мест производится слесарями-сборщиками, а в серийном и массовом— вспомогательными рабочими. В условиях массового производства обслуживание осуществляется по специальному графику, в серийном — согласовывается с запуском партии сборок, а в единичном и мелко-серийном — обеспечивает бесперебойность сборочных работ в течение более коротких отрезков времени.
Материально-техническое снабжение рабочих мест в сборочном производстве выполняется комплектовщиками. Инструментальную подготовку выполняют работники инструментальных групп цехов, мастера, бригадиры. Они получают на центральных складах и обеспечивают рабочие места режущими и измерительными инструментами, комплектуют рабочие места технологической оснасткой и приспособлениями. Наладочные работы на рабочих местах в условиях автоматизированных и механизированных производств Осуществляют наладчики. В комплекс наладочных работ входят осмотр оборудования, подготовка инструмента и приспособлений к наладке, наладка оборудования, подналадка инструментов, апробация инструмента и оборудования после наладки.
К рабочему инструменту слесаря относят те инструменты, которыми непосредственно выполняют нужные операции при изготовлении деталей или их ремонте, сборке различных узлов и машин.
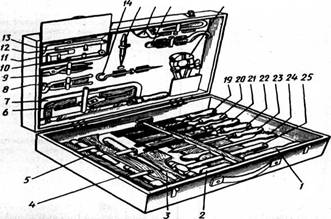
Ящик с набором слесарных инструментов: 1 - щетка, 2 - скребок для очистки напильников, 3 - отвертка, 4 - крейцмейсель, 5 - зубило, 6 - клупп, 7 - ножонка, 8 - клеши, 9 - плоскогубцы, 10 - разметочный циркуль, 11 - угольник 90°, 12 - линейка, 13 - штангенциркуль, 14 - чертилка, 15 - кернер, 16 - раздвижной ключ, 17 - накидной ключ для круглых гаек, 18 - ручные тиски,19 - плоский драчевый напильник, 20, 22 - плоский и круглый личные напильники, 21 - трехгранный напильник, 23, 24 - шаберы, 25 - молоток.
На рисунке показан примерный набор универсального слесарного инструмента слесаря работающего вне мастерских. В мастерских, в ящиках слесарного стола, должен быть более разнообразный и специализированный инструмент для выполнения различных производственных заданий. Например: отвёртки, напильники, ключи гаечные, зубило и прочее, не по одному, а по 2 - 4 и более разного размера, конфигурации и назначения.