Анализ конструкции
Механизм газораспределения этого двигателя состоит из:
Распределительный вал изготовлен из стали. Он имеет пять опорных шеек и шестнадцать кулачков, преобразующих вращательное движение вала в поступательное движение толкателей, штанги клапанов. Количество кулачков и их расположение соответствует числу клапанов и последовательности их открытия. Рабочие поверхности опорных шеек и кулачков цементированы и закалены токами высокой частоты. Профили у кулачков для впускных и выпускных неодинаковые, поверхности вершин кулачков скошены. Распределительный вал установлен в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные втулки, залитые антифрикционным сплавом. Задний подшипник установлен в опоре, которая крепится к блоку тремя болтами. На заднем конце вала при помощи шпонки закреплена прямозубая шестерня. От осевых смещений вал удерживается опорой, в которую с одной стороны упирается ступица шестерни, а с другой стороны - упорный бурт задней опорной шейки.
Толкатели передают усилие от кулачков распределительного вала к штангам. Цилиндрическая направляющая часть толкателя пустотелая, в ней имеются два отверстия для слива масла из внутренней полости. Этим маслом смазывается боковая поверхность толкателей и кулачки распределительного вала. Внутренняя поверхность толкателя заканчивается сферическим гнездом, куда упирается нижний конец штанги. Торцевая поверхность толкателя, сопряженная с кулачком, для повышения износостойкости наплавляется отбеленным чугуном и имеет тарельчатую форму. Толкатели устанавливаются в чугунных направляющих, прикрепленных к блоку цилиндров. При работе двигателя толкатели постоянно вращаются вокруг своих осей, что обеспечивает их равномерный износ. Вращение толкателей достигается за счет сферической поверхности их тарелок и скошенных поверхностей кулачков распределительного вала. Штанги передают усилие от толкателей на коромысла, они изготовлены из стали, пустотелые, со вставными наконечниками. Нижний наконечник имеет выпуклую сферическую поверхность, верхний наконечник выполнен в виде сферической чашки. Для прохода смазки через штанги в наконечниках имеются отверстия.
Коромысла передают усилия от штанг клапанам, изготовлены из стали. Каждое коромысло представляет собой двуплечий рычаг, в отверстие которого запрессована бронзовая втулка. Носик длинного плеча коромысла закален до высокой твердости. В короткое плечо коромысла ввернут регулировочный винт с контргайкой для регулировки зазора между коромыслом и торцом стержня клапана. Коромысла впускного и выпускного клапанов установлены па общей стойке, закрепленной на головке цилиндров двумя шпильками. Осевое перемещение коромысел ограничивается пластинчатым фиксатором, установленным под стойку. В стойке имеется отверстие для подвода масла к коромыслам.
Клапаны предназначены для открытия и закрытия впускных и выпускных клапанов. Каждый цилиндр имеет один впускной и один выпускной клапаны. Оба клапана изготавливаются из жаропрочной стали. Клапан состоит из головки и стержня; головка имеет рабочую фаску, а стержень кольцевую проточку. Диаметр головки впускного клапана больше, чем у выпускного клапана, это улучшает наполнение цилиндра воздухом. Рабочая фаска головки выпускного клапана, работающего в условиях высоких температур, упрочнена износостойким и коррозионно-стойким сплавом стелитом. Клапана перемещаются в металлопоперечных втулках, запрессованных в головку блока. Для лучшей приработки стержни клапанов перед сборкой покрываются графитом. На втулке впускного клапана устанавливается уплотнительная манжета для ограничения поступления масла в зазор между стержнем клапана и втулкой. К этим деталям посыпает масло, вытекающее из сопряжения коромысла с осью.
Клапанные пружины обеспечивают плотное закрытие клапанов, изготовлены из специальной пружинной стали. На каждый клапан устанавливается две цилиндрические пружины с противоположной навивкой. Одним торцом пружины опираются на головку через стальную шайбу и вторым - в упорную тарелку, которая упирается в коническую втулку, удерживаемую на клапане двумя конусными сухарями, Втулка имеет небольшую торцовую опорную поверхность, поэтому трение между втулкой и тарелкой незначительное. Вследствие этого клапан под воздействием вибраций имеет возможность проворачиваться относительно седла, чем повышается срок его службы
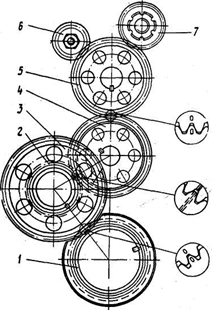
Привод распределительного вала осуществляется от ведущей шестерни 1 (рис, 15), установленной на хвостовике коленчатого вала через блок промежуточных шестерен 2 и 3. Все шестерни стальные, штампованные с термообработанными прямыми зубьями. Блок шестерен вращается на сдвоенном коническом роликоподшипнике, установленном на оси, закрепленной на заднем торце блока цилиндров. От шестерни распределительного вала через шестерню 5 получает привод топливный насос высокого давления, а от шестерни 5 через шестерни 6 и 7 соответственно насос гидроусилителя рулевого привода и компрессор. Для согласованной работы кривошипно-шатунного газораспределительного механизмов и топливного насоса шестерни устанавливаются по меткам «О» и рискам, нанесенным на их торцах. Работа механизма газораспределения заключается в следующем. Вращение коленчатого вала двигателя через блок промежуточных шестерен передается на распределительный вал, кулачки которого набегают на толкатели и заставляют их перемещаться. Усилия от толкателей через штанги и коромысла передаются клапанам, заставляя их открываться. При сбегании кулачков с толкателей клапаны закрываются под действием своих пружин. Фазами газораспределения называются продолжительность открытия впускных и выпускных клапанов, выраженных в углах поворота коленчатого вала относительно мертвых точек. Для лучшего наполнения цилиндров воздухом (или горючей смесью) впускные клапаны открываются до подхода поршня к ВМТ в такте впуска, т.е. с опережением, а закрываются с запозданием после прохождения поршнем НМТ в такте сжатия. Для лучшей очистки цилиндров от отработавших газов выпускные также открываются до подхода поршня к НМТ в такте расширения, а закрываются после прохождения поршня ВМТ в такте впуска.
Анализ дефектов детали и причин их возникновения
Целесообразные способы восстановления устанавливают на основе конструктивно-технологических характеристик детали.
К ним относят вид основного материала детали, вид восстанавливаемой поверхности, материал покрытия, предельно (минимально) допустимый диаметр восстанавливаемой поверхности (наружный), минимально допустимый диаметр восстанавливаемой поверхности (внутренний), минимальная толщина (глубина) наращивания (упрочнения), максимальная толщина (глубина) наращивания (упрочнения), сопряжения или посадки восстанавливаемой поверхности, вид нагрузки на восстанавливаемую поверхность. С учетом номенклатуры деталей-представителей, рекомендуемых для восстановления тем или иным способом выбираем ряд альтернативных способов восстановления ремонтируемой детали.
Выбранные способы оцениваем по показателям физико-механических свойств деталей: коэффициент износостойкости, коэффициент выносливости, коэффициент сцепляемости, коэффициент долговечности, микротвердость. Окончательный выбор способов восстановления производим исходя из технико-экономических показателей каждого способа: удельный расход материала, удельная трудоемкость наращивания, удельная трудоемкость подготовительно-заключительной обработки, удельная суммарная трудоемкость, коэффициент производительности процесса, удельная стоимость восстановления, показатель технико-экономической оценки, удельная энергоемкость.
С учетом недостатков способов восстановления выбираем экономически целесообразные, обеспечивающие необходимый уровень качества.