Конструкция токарного резца
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний - находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала - чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.
Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
- Сборная с механическим креплением. Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
- Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
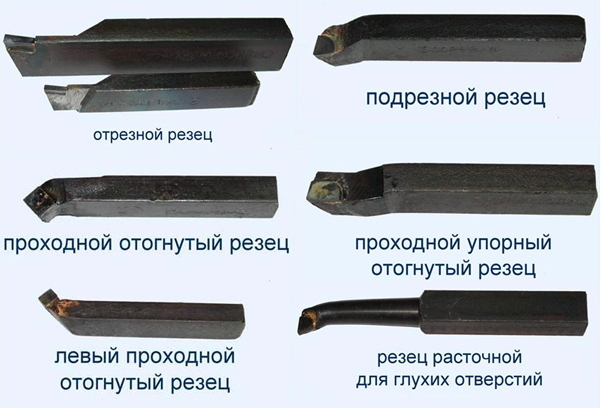
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.
В зависимости от расположения режущей кромки относительно державки инструмент подразделяется на прямой, отогнутый и оттянутый. В прямых форма режущей кромки прямая, в отогнутых имеет изогнутую форму и в оттянутых её ширина меньше чем у стержня.
· Рабочая часть (головка);
· Стержень (державка) — служит для закрепления резца на станке.
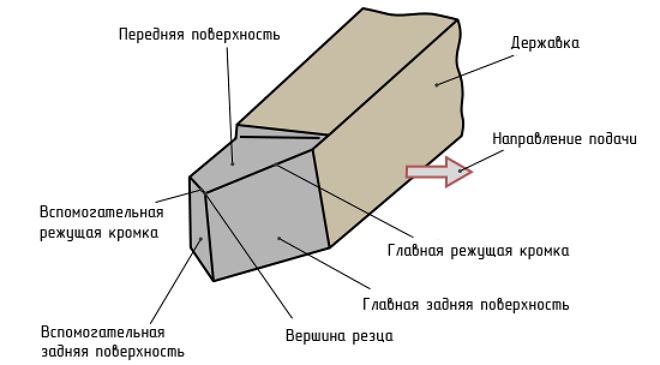
Рабочую часть резца образуют:
· Передняя поверхность — поверхность, по которой сходит стружка в процессе резания.
· Главная задняя поверхность — поверхность, обращенная к поверхности резания заготовки.
· Вспомогательная задняя поверхность — поверхность, обращенная к обработанной поверхности заготовки.
· Главная режущая кромка — линия пересечения передней и главной задней поверхностей.
· Вспомогательная режущая кромка — линия пересечения передней и вспомогательной задней поверхностей.
· Вершина резца — точка пересечения главной и вспомогательной режущих кромок.
Углы резца и их назначения [править | править код]
Углы резца и их назначение
Углы рабочей части резца сильно влияют на протекание процесса резания.
Правильно выбрав углы резца, можно значительно увеличить продолжительность его непрерывной работы до затупления (стойкость) и обработать в единицу времени (в минуту или час) большее количество деталей.
От выбора углов резца зависит также сила резания, действующая на резец, потребная мощность, качество обработанной поверхности и др. Вот почему каждый токарь должен хорошо изучить назначение каждого из углов заточки резца и уметь правильно подбирать их наивыгоднейшую величину.
Углы резца (рис. 48) можно разделить на главные углы, углы резца в плане и угол наклона главной режущей кромки.
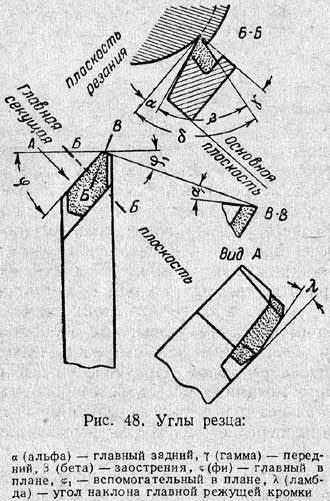
К главным углам относятся: задний угол, передний угол и угол заострения; углы резца в плане включают главный и вспомогательный.
Главные углы резца следует измерять в главной секущей плоскости, которая перпендикулярна к плоскости резания и основной плоскости.
Рабочая часть резца представляет клин (на рис. 48 заштрихован), форма которого характеризуется углом между передней и главной задней поверхностями резца. Этот угол называется углом заострения и обозначается греческой буквой β (бета).
Задним углом α (альфа) называется угол между главной задней поверхностью и плоскостью резания.
Задний угол α служит для уменьшения трения между задней поверхностью резца и обрабатываемой деталью. Уменьшая трение, тем самым уменьшаем нагрев резца, который благодаря этому меньше изнашивается. Однако, если задний угол сильно увеличен, резец получается ослабленным и быстро разрушается.
В табл. 1 приведены рекомендуемые величины углов (заднего и переднего) для резцов, оснащенных пластинами твердого сплава.
Передним углом γ (гамма) называется угол между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания, проведенной через главную режущую кромку.
Передний угол γ играет важную роль в процессе образования стружки. С увеличением переднего угла облегчается врезание резца в металл, уменьшается деформация срезаемого слоя, улучшается сход стружки, уменьшается сила резания и расход мощности, улучшается качество обработанной поверхности. С другой стороны, чрезмерное увеличение переднего угла приводит к ослаблению режущей кромки и понижению ее прочности, к увеличению износа резца вследствие выкрашивания режущей кромки, к ухудшению отвода тепла. Поэтому при обработке твердых и хрупких металлов для повышения прочности инструмента, а также его стойкости следует применять резцы с меньшим передним углом; при обработке мягких и вязких металлов для облегчения отвода стружки следует применять резцы с большим передним углом. Практически выбор переднего угла зависит, помимо механических свойств обрабатываемого материала, от материала резца и формы передней поверхности. Рекомендуемые величины переднего угла для твердосплавных резцов приведены в табл. 1.
Углы в плане. Главным углом в плане φ (фи) называется угол между главной режущей кромкой и направлением подачи.
Угол φ обычно выбирают в пределах 30—90° в зависимости от вида обработки, типа резца, жесткости обрабатываемой детали и резца и способа их крепления. При обработке большинства металлов проходными обдирочными резцами можно брать угол ф = 45°; при обработке тонких длинных деталей в центрах необходимо применять резцы с углом в плане 60, 75 или даже 90°, чтобы детали не прогибались и не дрожали.
Вспомогательным углом в плане φ1 называется угол между вспомогательной режущей кромкой и направлением подачи.

Углом λ (ламбда) наклона главной режущей кромки (рис. 49) называется угол между главной режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости.
На рисунке показана главная секущая плоскость. Передняя поверхность направлена вниз от главной режущей кромки, передний угол γ в этом случае считается положительным.
Для определения углов резца установлены следующие плоскости:
· Плоскость резания — плоскость, касательная к поверхности резания и проходящая через главную режущую кромку.
· Основная плоскость — плоскость, параллельная направлениям подач (продольной и поперечной).
· Главная секущая плоскость — плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость.
· Вспомогательная секущая плоскость — плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
· Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
· Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
· Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
· Угол резания δ=α+β.