Сущность предлагаемого способа заключается в том, что при помещении порошка в оболочку исключается его контакт с электродом, следовательно, стойкость электрода должна повыситься. Появляется возможность предварительного изготовления порошкового материала для электроконтактной наплавки: его можно уплотнять (протяжкой, прокаткой) или спекать, причем оболочка предохраняет порошок от окисления. Наличие металлической оболочки позволит увеличить количество компонентов с высоким электрическим сопротивлением, так как в этом случае ток протекает по оболочке и нагревает ее до температуры перехода в пластическое состояние; при определенном усилии, прилагаемом к электроду, происходит соединение оболочки с основным металлом, а порошковый материал нагревается теплом, поступающим от оболочки [4]. На рис. 12 показана предлагаемая схема процесса электроконтактной наплавки.
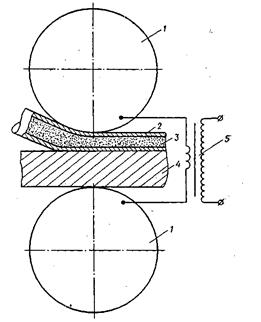
Рис. 12. Схема процесса электроконтактной наплавки порошкового материала, заключенного в металлическую оболочку: 1 – электроды электроконтактной установки; 2 – металлическая оболочка; 3 – порошковый материал; 4 – наплавляемая заготовка; 5 – источник питания
Для подтверждения выдвинутых положений были выполнены следующие опыты.
Производили наплавку порошковым материалом без оболочки и в оболочке. Наплавка порошка без оболочки осуществлялась известным способом. Для наплавки по предлагаемому способу шихту, состоящую из порошков сплава ПГ-С1 и углеродистого феррохрома ФХ800, засыпали в оболочку (имевшую вид трубки диаметром 5 мм) из стали 08кп. Полученную заготовку протягивали до диаметра 4 мм, продували аргоном, герметизировали и вновь протягивали – до диаметра 3 мм. Затем производили электроконтактную наплавку порошкового материала, заключенного в металлическую оболочку, на пластину из стали СтЗ толщиной 10 мм. Исследовали зависимость прочности сцепления от параметров режима (тока Iсв, времени протекания импульса тока tи, длительности паузы между импульсами tп, усилия па электроде Р). Прочность сцепления покрытия с основным металлом определяли путем отрыва штифта приложенной силой по методике [7].
При оптимальных режимах наплавки прочность сцепления порошкового материала, заключенного в металлическую оболочку, в 2–2,5 раза выше, чем порошка без оболочки. При увеличении усилия на электроде в исследованных пределах прочность сцепления покрытия с деталью уменьшается. Это объясняется снижением температуры нагрева в зоне соединения, связанным с деформацией металлической оболочки до включения импульса электрического тока: при этом увеличивается площадь контакта между оболочкой и деталью, уменьшаются электрическое сопротивление контакта и плотность тока.
Проведенные сравнительные испытания с целью определения физико-механических свойств покрытий, полученных при использовании порошковых материалов, заключенных в оболочку и без нее (табл. 2), показали, что в первом случае, вследствие значительного снижения пористости слоя, повышается его твердость и износостойкость. Уменьшению пористости способствует наличие оболочки, которая позволяет предварительно уплотнять порошок в процессе протяжки и, кроме того, создает благоприятное напряженное состояние при наплавке, близкое к состоянию всестороннего сжатия. Значительно возрастает срок службы (стойкость) электродов электроконтактной установки. При наплавке порошка ПГ–С1+ФХ800 в оболочке стойкость электрода из бронзы типа БрХ составляет 200…250 м до переточки против 30...40 м при наплавке порошка того же состава без оболочки. Следовательно, применение металлической оболочки при электроконтактной наплавке с применением известных материалов дает следующие преимущества:
– повышаются физико–механические свойства наплавленного слоя в результате снижения пористости;
– увеличивается прочность сцепления покрытия с основой;
– предотвращается окисление порошкового материала;
– создается благоприятное напряженное состояние, близкое к всестороннему сжатию;
– увеличивается срок службы электродов;
– стабилизируется толщина наплавленного слоя благодаря точной дозировке порошкового материала;
появляется возможность снижения напряжений в наплавленном слое, так как оболочка является своеобразной мягкой прослойкой между основным металлом и покрытием.
С целью определения возможности увеличения количества неэлектропроводных компонентов в шихте было изучено температурное поле при электроконтактной наплавке порошка ПГ–С1+ФХ800 (с различным количеством карбида бора), заключенного в металлическую оболочку.
Таблица 2. Сравнительная характеристика физико–механических свойств покрытий
| Наличие оболочки | Материал покрытия | e | HRC | Пористость,% | sсц,, МПа |
| Нет Есть | ПГ–С1 ПГ–С1+50% ФХ800 ПГ–С1 ПГ–С1+30% ФХ800 ПГ–С1+50% ФХ800 | 1,0 2,5 1,5 2,9 3,5 | 5…7 8…10 1…2 1…2 2…3 | 120…140 120…140 280…320 300…320 300…320 |
Примечание. Здесь e – относительная износостойкость.
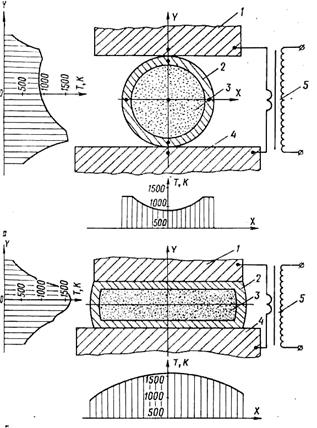
Рис. 13. Температурное поле в начальный (а) и конечный (б) моменты наплавки порошка, заключенного в металлическую оболочку: 1 – электрод электроконтактной установки; 2 – оболочка; 3 – порошковый материал; 4 – основной металл; 5 – источник питания; · – места размещения термопар
Температура измерялась с помощью хромель–алюмелевых и платино–платинородиевых термопар. Места расположения термопар показаны на рис. 13. Градуировка термопар проводилась по точке кипения воды (373 К) и температуре плавления свинца (602 К). Регистрация сигнала осуществлялась шлейфовым осциллографом К12–22.
Как видно из рис. 13, в начальный момент электроконтактной наплавки температура в срединной области порошкового материала значительно ниже, чем температура оболочки. Это объясняется низкой электрической проводимостью порошка: практически в данный момент весь ток протекает по металлической оболочке. Однако нагрев порошка теплом, получаемым от оболочки, и уплотнение его усилием, приложенным к электроду, приводит к снижению электрического сопротивления порошкового слоя, его дальнейшему нагреву и уплотнению за счет пластической деформации частиц; происходит выравнивание температуры по сечению порошкового сердечника. Дальнейший нагрев приводит к перегреву последнего, что при неправильно выбранном режиме (большом токе или увеличенной длительности импульса) может вызвать нарушение стабильности электроконтактного процесса, расплавление порошкового материала, прожог и выплеск расплавленного металла.
В табл. 3 приведены физико–механические свойства наплавленного слоя. Увеличение количества карбида бора до 20% приводит к резкому возрастанию пористости, снижению пластических свойств покрытия, а также износостойкости вследствие ухудшения прочности сцепления между частицами порошкового материала (о чем свидетельствует выкрашивание твердой составляющей композиционного слоя при испытаниях на износостойкость).
Таблица 3. Физико-механические свойства наплавленного слоя при различном содержании карбида бора
| Материал покрытия | e | Пористость,% | аН, МДж/м2 | Характеристика поверхности |
| ПС1 (ПГ–С1+50% ФХ800) ПС1+5% В4С ПС1+10% В4С ПС1+20% В4С ПС1+30% В4С | 1,0 1,3 1,6 1,4 0,5 | 2…3 3…5 3…5 5…10 10…12 | 0,59 0,54 0,50 0,42 0,26 | Чистая Чистая Чистая Видны поры Есть трещины |
Очевидно, при введении более 15% карбида бора, получаемый порошковый материал характеризуется высоким электрическим сопротивлением и низкой теплопроводностью и не успевает прогреться за время наплавки, поэтому плохо уплотняется и спекается. Однако наличие оболочки позволило несколько увеличить критическое количество компонентов-диэлектриков (до 15%), при этом электроконтактный процесс сохраняет стабильность на всем протяжении наплавки.