Новосибирский государственный технический университет
Кафедра газодинамических импульсных устройств
Курсовая работа
по дисциплине: «Технологические процессы в специальном машиностроении»
ОПРЕДЕЛЕНИЕ ПОСЛЕДОВАТЕЛЬНОСТИ ОПЕРАЦИЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И РАСЧЕТ ИСХОДНЫХ РАЗМЕРОВ
Ф акультет: ЛА
Группа: МА-81 Преподаватель:
Студент: Курбатова О.С. Макаров Н.В.
Новосибирск, 2011
Содержание
Введение…………………………………………………………………………………………………………………………………3
1. Описание конструкции детали…………………………………………………………………………….…………….4
2. Определение последовательности операций…………………………………….…………………………….5
3. Проверка соблюдения принципа совмещения баз…………………………………………………….….16
4. Построение размерных цепей…………………………………………………………………………………………19
5. Расчет исходных размеров для заданных обрабатываемых поверхностей………………….20
6. Операционные эскизы………………………………………………………………………………………………….…22
7. Предложения по совершенствованию разработанного технологического процесса обработки детали……………………………………………………………………………………………………………..27
Заключение……………………………………………………………………………………………………………………………31
Приложение
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
Описание конструкции детали
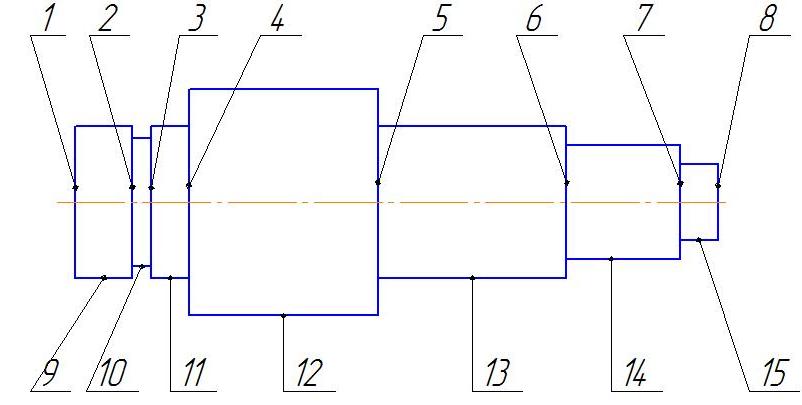
Ось — деталь машины, предназначенная для соединения и закрепления деталей машин между собой, воспринимающая только поперечные нагрузки и не передающая полезного крутящего момента. Деталь представляет собой тело вращения, ограниченное цилиндрическими наружными и плоскими торцевыми поверхностями. Наличие цилиндрических поверхностей дает возможность обработки на станках токарной группы. Внутренние отверстия отсутствуют.
Для изготовления детали «Ось» необходимо обработать 15 поверхностей: 7 цилиндрических и 8 торцевых. Обрабатываемые поверхности легкодоступны, просты по форме, обеспечивают устойчивую установку детали в приспособлении.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
На каждой операции при базировании ось будет лишена 5 степеней свободы, а шестая степень свободы – вращение вокруг собственной оси – у нее остается. Форма заготовки соответствует форме готовой детали, каждая поверхность заготовки имеет припуск на последующую обработку 1,5мм.
Определение последовательности операций
Обозначение обрабатываемых поверхностей:
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
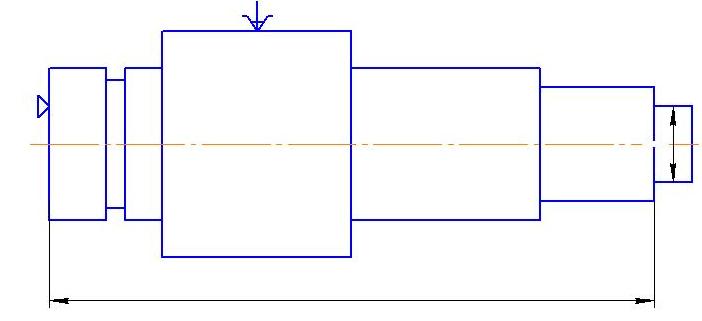
Операция №1
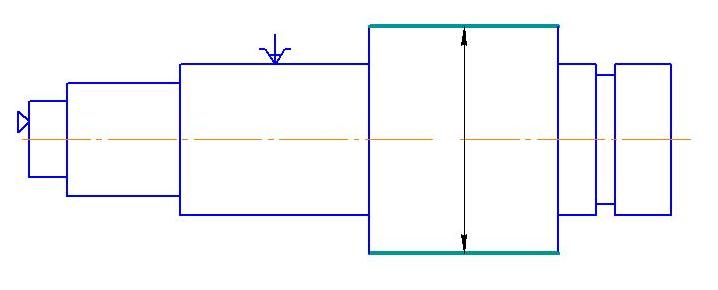
На первой операции должна быть обработана поверхность 12, так как она имеет наибольший линейный и диаметральный размер, с ней связано большое количество других цилиндрических поверхностей через ось.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
Установочной базой для поверхности 12 может служить любая диаметральная поверхность. Зажимать деталь за поверхности 9, 10, 11 невозможно, т.к. они имеют длину менее 20 мм. Среди поверхностей 13, 14, 15, наиболее близко к зоне резания находится поверхность 13, в связи с чем прогиб, возникающий под действием силы резания будет минимальным. К тому же поверхность 13 имеет наибольший диаметр, что делает минимальным усилие зажима. Значит, в качестве УБ выбираем поверхность 13.
Поверхность, воспринимающая усилие зажима для диаметральных поверхностей должна быть совмещена с установочной базой, значит в качестве такой поверхности берем поверхность 13.
Так как обработка цилиндрической поверхности ведется «на проход», выбор упорной поверхности не столь важен. В качестве упорной поверхности выбираем поверхность 8.
Операция №2
Первой из торцевых поверхностей должна обрабатываться та поверхность, с которой связано размером наибольшее количество поверхностей.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
В качестве установочной базы для поверхности 1 может служить любая торцевая поверхность, но чтобы соблюсти принцип совмещения баз, выбираем поверхность 8, т.к. она является конструкторской базой для поверхности 1.
В качестве поверхности воспринимающей усилие зажима может быть выбрана любая цилиндрическая поверхность. В данном случае выбираем поверхность 12, т.к. она была обработана на предыдущей операции и является наиболее точной. При этом поверхность 12 имеет наибольший диаметр и линейный размер, следовательно, усилие затяжки, необходимое для закрепления детали будет наименьшим.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
Операция №3

На данной операции обрабатываем поверхность 8, т.к. она связана с уже обработанной поверхностью 1.
В качестве установочной базы для поверхности 8 может служить любая торцевая поверхность, но исходя из принципа совмещения баз, выбираем поверхность 1, так как она является конструкторской базой для поверхности 8. Поверхность 6 для данной поверхности тоже является КБ, но использовать ее в качестве УБ невозможно, сила резания будет работать на отжатие детали, что серьезно усложнит процесс обработки поверхности, а так же усложнит приспособление и установку детали в патрон.
При обработке поверхности 8 в качестве поверхности, воспринимающей усилие зажима, может быть выбрана любая цилиндрическая поверхность. В данном случае в качестве такой поверхности выбираем поверхность 12, т.к. имеет наибольшие диаметральный и линейный размер, что делает усилие зажима минимальным. К тому же поверхность 12 уже обработана и имеет большую точность.
Операция №4

Обрабатываем поверхность 5, т.к. она связана размером с уже обработанной поверхностью 1, и подрезаем часть поверхности 13.
В качестве установочной базы для поверхности 5 может служить любая торцевая поверхность, но исходя из принципа совмещения баз, выбираем поверхность 1, так как она является конструкторской базой для поверхности 5. К тому же поверхность 1 обработана на одной из предыдущих операциях и имеет большую точность. Поверхность 4 для данной поверхности тоже является КБ, но она не обработанная.
Установочной базой для поверхности 13 может служить любая цилиндрическая поверхность. Выберем в качестве УБ поверхность 12, так как она имеет наибольший диаметральный размер, делая минимальным усилие зажима, наиболее близко находится к обрабатываемой поверхности, в связи, с чем прогиб, возникающий под действием силы резания, будет минимальным. К тому же поверхность 12 обработана нами на одной из предыдущих операциях и имеет большую точность.
При обработке поверхности 5 и 13 в качестве поверхности, воспринимающей усилие зажима, может быть выбрана любая цилиндрическая поверхность. Но в данном случае в качестве такой поверхности выбираем поверхность 12, которая обладает наибольшим диаметральным размером и ближе всего расположена к обрабатываемой поверхности, что делает усилие зажима и делает прогиб детали минимальным.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
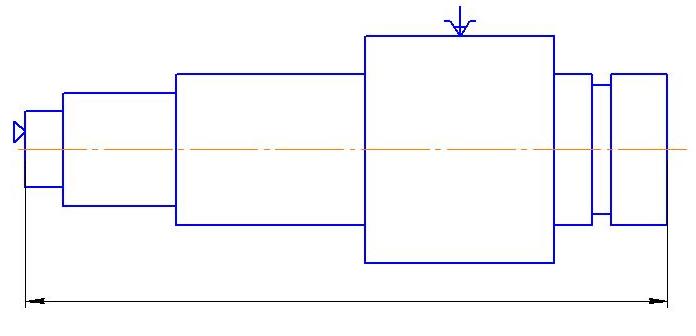
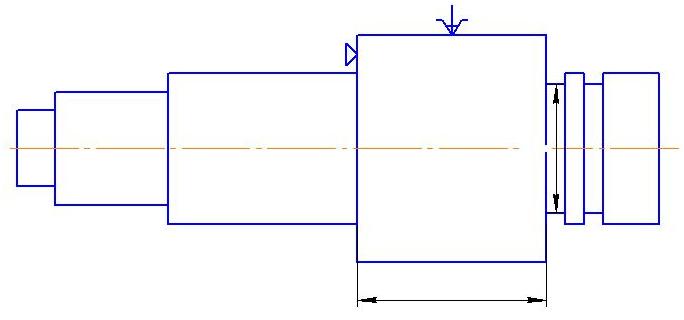
Операция №5
На данной операции обрабатываем уже частично обработанную поверхность 13, т.к. она связана с уже обработанной поверхностью 12 через ось.
Установочной базой для поверхности 13 может служить любая цилиндрическая поверхность. Выберем в качестве УБ поверхность 12, так как она имеет наибольшие диаметральный и линейный размеры, делая минимальным усилие зажима, наиболее близко находится к обрабатываемой поверхности, в связи с чем прогиб, возникающий под действием силы резания, будет минимальным. К тому же поверхность 12 обработана нами на одной из предыдущих операциях и имеет большую точность.
Поверхность, воспринимающая усилие зажима для цилиндрических поверхностей должна быть совмещена с установочной базой, значит в качестве такой поверхности берем поверхность 12.
Так как обработка цилиндрической поверхности ведется «на проход», выбор упорной поверхности не столь важен. В качестве упорной поверхности выбираем поверхность 1.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
Операция №6

На данной операции обрабатываем поверхность 6, так как она связана размером с ранее обработанной поверхностью 8. Обработку поверхностей 6 и 14 можно объединить в одну операцию, т.к. допускается одновременная обработка цилиндрической поверхности с подрезкой торца, если высота торцевой поверхности не превышает 5 мм.
В качестве установочной базы для поверхности 6 может служить любая торцевая поверхность. Для данной поверхности КБ является поверхность 7 и 8, но использовать их в качестве УБ невозможно из–за неудобства установки приспособления, и при обработке сила резания будет отжимать деталь от УБ. Поэтому в качестве УБ выбираем поверхность 1, так как она связана с поверхностью 6 через поверхность 8, к тому же она уже обработана и ее точность выше.
Установочной базой для поверхности 14 может служить любая цилиндрическая поверхность, но так как поверхность 12 имеет наибольший диаметральный размер, делая минимальным усилие зажима, то выбираем ее. К тому же поверхность 12 обработана на одной из предыдущих операциях и имеет большую точность.
При обработке поверхности 6 и 14 в качестве поверхности, воспринимающей усилие зажима, может быть выбрана любая цилиндрическая поверхность. Но в данном случае в качестве такой поверхности выбираем поверхность, которая обладает наибольшим диаметральным размером, что делает усилие зажима минимальным. К тому же поверхность, воспринимающая усилие зажима для цилиндрических поверхностей должна быть совмещена с установочной базой, значит, в качестве такой поверхности берем поверхность 12.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
Операция №7
На данной операции обрабатываем поверхность 7, так как она связана размером с ранее обработанной поверхностью 6. Обработку поверхностей 7 и 15 можно объединить в одну операцию, т.к. допускается одновременная обработка цилиндрической поверхности с подрезкой торца, если высота торцевой поверхности не превышает 5 мм.
В качестве установочной базы для поверхности 7 может служить любая торцевая поверхность. Для данной поверхности КБ является поверхность 6, но использовать ее в качестве УБ невозможно из–за неудобства установки приспособления, и при обработке сила резания будет отжимать деталь от УБ. Поэтому в качестве УБ выбираем поверхность 1, так как она связана с поверхностью 7 через поверхности 6 и 8, к тому же она уже обработана и ее точность выше.
Установочной базой для поверхности 15 может служить любая цилиндрическая поверхность, но так как поверхность 12 имеет наибольший диаметральный размер, делая минимальным усилие зажима, то выбираем ее. К тому же поверхность 12 обработана на одной из предыдущих операциях и имеет большую точность.
При обработке поверхности 7 и 15 в качестве поверхности, воспринимающей усилие зажима, может быть выбрана любая цилиндрическая поверхность. Но в данном случае в качестве такой поверхности выбираем поверхность, которая обладает наибольшим диаметральным размером, что делает усилие зажима минимальным. К тому же поверхность, воспринимающая усилие зажима для цилиндрических поверхностей должна быть совмещена с установочной базой, значит, в качестве такой поверхности берем поверхность 12.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
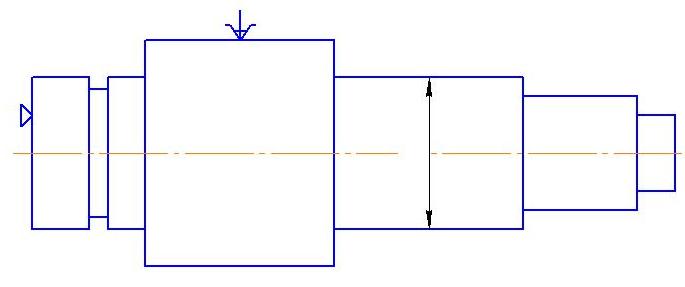
Операция №8
Обрабатываем поверхность 4, т.к. она связана размером с уже обработанной поверхностью 5, и подрезаем часть поверхности 11.
В качестве установочной базы для поверхности 4 может служить любая торцевая поверхность, но исходя из принципа совмещения баз, выбираем поверхность 5, так как она является конструкторской базой для поверхности 5. К тому же поверхность 5 обработана на одной из предыдущих операциях и имеет большую точность. Поверхность 3 для данной поверхности тоже является КБ, но использовать ее в качестве УБ невозможно из–за неудобства установки приспособления.
Установочной базой для поверхности 11 может служить любая цилиндрическая поверхность. Выберем в качестве УБ поверхность 12, так как она имеет наибольший диаметральный размер, делая минимальным усилие зажима, наиболее близко находится к обрабатываемой поверхности, в связи, с чем прогиб, возникающий под действием силы резания, будет минимальным. К тому же поверхность 12 обработана нами на одной из предыдущих операциях и имеет большую точность.
Поверхность, воспринимающая усилие зажима для цилиндрических поверхностей должна быть совмещена с установочной базой, значит, в качестве такой поверхности берем поверхность 12.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
Операция №9
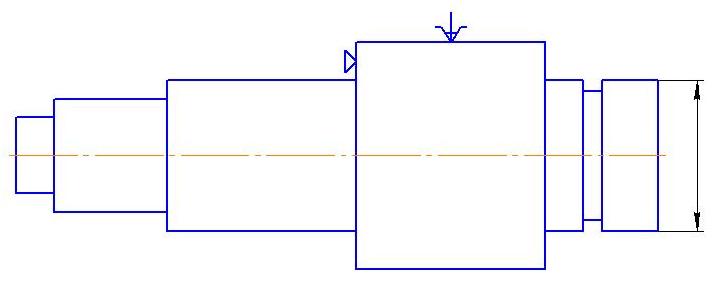
На данной операции обрабатываем уже частично обработанную поверхность 11, т.к. она связана с уже обработанной поверхностью 12 через ось. При обработке поверхности 11 можно одновременно обработать поверхность 9, т.к. они имеют одинаковый диаметральный размер и одинаковый допуск.
Установочной базой для поверхности 9 и 11 может служить любая цилиндрическая поверхность. Выберем в качестве УБ поверхность 12, так как она имеет наибольшие диаметральный и линейный размеры, делая минимальным усилие зажима, наиболее близко находится к обрабатываемой поверхности, в связи с чем прогиб, возникающий под действием силы резания, будет минимальным. К тому же поверхность 12 обработана на одной из предыдущих операциях и имеет большую точность.
Поверхность, воспринимающая усилие зажима для цилиндрических поверхностей должна быть совмещена с установочной базой, значит, в качестве такой поверхности берем поверхность 12.
Так как обработка цилиндрической поверхности ведется «на проход», выбор упорной поверхности не столь важен. В качестве упорной поверхности выбираем поверхность 5.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
Операция №10

Оставшиеся поверхности 2, 3 и 10 обработаем за одну операцию широким резцом, т.к ширина канавки не превышает 6 мм.
В качестве установочной базы для поверхности 3 может служить любая торцевая поверхность. Для данной поверхности КБ является поверхность 2 и 4, но использовать их в качестве УБ невозможно из–за неудобства установки приспособления, и при обработке сила резания будет отжимать деталь от УБ. Поэтому в качестве УБ выбираем поверхность 5, так как она связана с поверхностью 3 через поверхность 4, к тому же она уже обработана и ее точность выше, чем у любой необработанной поверхности.
Установочной базой для поверхности 10 может служить любая цилиндрическая поверхность. Выберем в качестве УБ поверхность 12, так как она имеет наибольший диаметральный размер, делая минимальным усилие зажима, наиболее близко находится к обрабатываемой поверхности, в связи с чем прогиб, возникающий под действием силы резания, будет минимальным. К тому же поверхность 12 обработана на одной из предыдущих операциях и имеет большую точность.
При обработке поверхности 2, 3 и 10 в качестве поверхности, воспринимающей усилие зажима, может быть выбрана любая цилиндрическая поверхность. Но в данном случае в качестве такой поверхности выбираем поверхность 12, которая обладает наибольшим диаметральным размером и ближе всего расположена к обрабатываемой поверхности, что делает усилие зажима и делает прогиб детали минимальным.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
3 Проверка соблюдения принципа совмещения баз
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
· КБ = ось
· УБ = 13
· ИБ = ось
Так как конструкторская и исходная базы совмещены, нет погрешности от несовмещения баз, следовательно, пересчет исходного размера не требуется.