Требования к выполнению машинных швов
1. Номера ниток и машинных игл должны соответствовать толщине ткани (таблица 1)
Соответствие номеров иглы и ниток
Таблица 1
| Номер иглы | Номер хлопчатобумажных ниток | |
| Российские | Индийские, японские | |
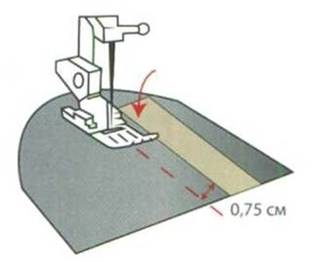
2. Припуски на шов располагают справа от иглы (рис. 35)
3. Внутренние машинные строчки соответствуют цвету ткани.
4. В начале и конце машинной строчки её закрепляют, длина закрепления 7 – 8 мм.
5. Ширина шва (расстояние от среза детали до строчки) соответствует рекомендациям технологической карты.
Шов - этоместо соединения двух или более деталей строчкой. Выбор шва зависит от вида ткани, назначения изделия.
Попробуйте проанализировать особенности отдельных швов по таблице 2.
Виды машинных швов
Таблица 2
| Машинные швы | |||
| Название | Изображение | Условное обозначение | Описание |
| Стачной вразутюжку |
|

| Для соединения основных деталей изделия, а так же мелких деталей сложить их лицевыми сторонами во внутрь. |
| Стачной взаутюжку |

|
| Для стачивания деталей пояса, оборки. Ширина шва зависит от назначения операции: 0,7 – 1 см. Сложить детали лицевыми сторонами внутрь. |
| Накладной с открытым срезом |
|

| Настрачивание тесьмы на основную деталь. При этом строчки должны проходить от края тесьмы на расстоянии 0,1 – 0,2 см. |
| Накладной с закрытым срезом |

|

| Для настрачивания накладных карманов на основную деталь. |
| Вподгибку с закрытым срезом | 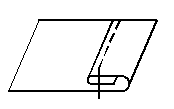
|
| Для обработки низа изделия, верхнего припуска накладного кармана |
Анализ особенностей швов
| Стачной шов вразутюжку |
Относится к соединительным швам, применяется для соединения двух и более деталей, примерно одинаковых по размеру.
  3-5 мм 3-5 мм 
    1 2 3
Рис. 36
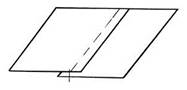
Для выполнения шва (рис. 36) необходимо:
1. Сложить выкроенную ткань пополам лицевой стороной внутрь, уравнять срезы, сколоть и сметать (рис. 36, 1).
2. Стачать машинной строчкой рядом с наметкой (рис. 36, 2).
Ширина шва 3 – 5 мм.
3. Припуски на шов разложить в разные стороны и разутюжить (рис. 36, 3).
4. Удалить сметочные стежки.
1 2 3
Рис. 36
Для выполнения шва (рис. 36) необходимо:
1. Сложить выкроенную ткань пополам лицевой стороной внутрь, уравнять срезы, сколоть и сметать (рис. 36, 1).
2. Стачать машинной строчкой рядом с наметкой (рис. 36, 2).
Ширина шва 3 – 5 мм.
3. Припуски на шов разложить в разные стороны и разутюжить (рис. 36, 3).
4. Удалить сметочные стежки.
|
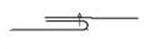
| Стачной шов взаутюжку |
Последовательность выполнения:
1. Сложить детали лицевыми сторонами внутрь, уравнять срезы и проложить машинную строчку (рис. 37,1).
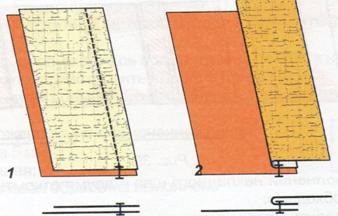 Рис.37
2. Припуски на шов заложить в одну сторону.
Рис.37
2. Припуски на шов заложить в одну сторону.
|
| Накладной шов с открытым срезом |
Накладной шов относиться к соединительным швам. Применяют его для настрачивания кармана, пояса, отделочной тесьмы, аппликации.
Накладной шов различают с открытым и закрытым срезом (рис. 38 - 40).
  Рис. 38
Ширина шва 1–5 мм
Рис. 38
Ширина шва 1–5 мм
 Рис. 39
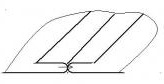
При выполнении накладного шва с двумя открытыми (рис. 39) срезами необходимо:
1. Определить место настрачивания тесьмы (рис. 39, 1).
2. Тесьму наложить и наметать (рис. 39, 2).
3. Проложить машинные строчки на расстоянии 1–2 мм от края (рис. 39, 3).
4. Удалить нитки сметочных строчек, проутюжить шов.
Рис. 39
При выполнении накладного шва с двумя открытыми (рис. 39) срезами необходимо:
1. Определить место настрачивания тесьмы (рис. 39, 1).
2. Тесьму наложить и наметать (рис. 39, 2).
3. Проложить машинные строчки на расстоянии 1–2 мм от края (рис. 39, 3).
4. Удалить нитки сметочных строчек, проутюжить шов.
|
| Накладной шов с закрытым срезом |
 Рис. 40
Последовательность выполнения:
1. Отметить от среза 20 мм на лицевой стороне детали, проложить прямые стежки (рис. 40, 1).
2. Подогнуть срез детали по проложенным стежкам на изнаночную сторону, заметать, приутюжить (рис. 40, 2).
3. На второй детали с лицевой стороны отметить 20 мм (рис. 40, 3).
4. Наложить первую деталь подогнутым краем (2) к намеченной линии (3), наметать, настрочить. Ширина шва 5 мм.
5. Удалить нитки временного соединения, приутюжить шов.
Рис. 40
Последовательность выполнения:
1. Отметить от среза 20 мм на лицевой стороне детали, проложить прямые стежки (рис. 40, 1).
2. Подогнуть срез детали по проложенным стежкам на изнаночную сторону, заметать, приутюжить (рис. 40, 2).
3. На второй детали с лицевой стороны отметить 20 мм (рис. 40, 3).
4. Наложить первую деталь подогнутым краем (2) к намеченной линии (3), наметать, настрочить. Ширина шва 5 мм.
5. Удалить нитки временного соединения, приутюжить шов.
|
| Шов вподгибку с закрытым срезом |
Этот шов относится к краевым швам. Применяется для обработки краёв детали. Операция называется застрачиванием.
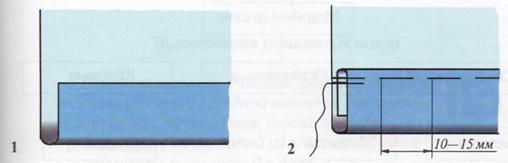 Рис. 41
Последовательность выполнения:
1. Край детали или изделия подгибают сначала на 3–10 мм (рис. 41, 1).
2. Затем подгибают ткань второй раз на 4–10 мм и замётывают (рис. 41, 2).
3. Продолжить строчку на расстоянии 1–2 мм от первого подгиба (внутреннего подгиба).
4. Удалить нитки временного соединения.
5. Выполнить влажно-тепловую обработку.
Рис. 41
Последовательность выполнения:
1. Край детали или изделия подгибают сначала на 3–10 мм (рис. 41, 1).
2. Затем подгибают ткань второй раз на 4–10 мм и замётывают (рис. 41, 2).
3. Продолжить строчку на расстоянии 1–2 мм от первого подгиба (внутреннего подгиба).
4. Удалить нитки временного соединения.
5. Выполнить влажно-тепловую обработку.
|