Учебная практика
Урок № 8 СРМС- 21-1 01.04.2022
Тема: Способы зажигания сварочной дуги и поддержание ее горения.
Цели урока:
Образовательная – познакомить студентов со способами зажигания сварочной дуги и поддержание ее горения.
Развивающая– научить умению зажигать сварочную дугу разными способами
Воспитательная - разъяснить опасные последствия несоблюдения правил техники безопасности при зажигании сварочной дуги
Обратная связь: ihor_2611@mail.ru
Метод урока: Объяснительно-иллюстративный. Материально – техническое обеспечение урока:
- сварочный трансформатор,
- электрододержатель;
- электроды МР-3, диаметр 4мм;
- листовой металл, ст3.
Литература
1. Сварка и резка материалов: учебное пособие для нач. проф. образования/ М.Д. Банов, Ю.В. Казаков, М.Г. Козулин. – 5-е изд., стер. – М.: Издательский центр «Академия», 2006.
2. Сварочные работы: учебник для нач. проф. образования/ В.И. Маслов. – 4-е изд., стер. – М.: Издательский центр «Академия», 2006.
3. Сварочные работы: учебное пособие/ В.А. Чебан.- изд. 3-е. –
Ростов-на- Дону: Феникс,2006.
4. Иллюстрированное пособие сварщика./ В.А. Лосев, Н.А. Юхин.- издание 2-е, исправленное. – Издательство «Соуэло», Москва, 2006.
Ход урока: 1. Изложение нового материала. 2.Фронтальный опрос 3.Просмотреть фильм.
Под сварочной дугой понимают разряд электрического тока, возникающий в газовой среде, в результате которого происходит резкое увеличение температуры, позволяющее переход металла из твердой фазы в жидкую. Умение правильно зажигать, поддерживать и перемещать сварочную дугу определяет квалификацию сварщика. От этого во многом зависит качество сварного соединения и его внешний вид. Правильность подбора дуги лучше проверять на пробной заготовке. Для этого подойдет любой кусок металла, имеющий такие же свойства, как и свариваемые детали. И только после того, как будет полная уверенность, что режимы сварки подобраны правильно, можно приступать к наложению сварочного шва.
Способы зажигания сварочной дуги
Применяется два способа зажигания сварочной дуги покрытыми электродами – способ впритык (касание), при котором дугу зажигают коротким прикосновением электрода к изделию и чирканьем концом электрода о поверхность металла. Способ чирканьем предпочтительнее, но первый способ применяется в труднодоступных и узких местах.
Дуга зажигается приблизительно так же, как и спичка. Для этого конец электрода опускают к свариваемому шву на расстояние 25 мм и, опустив маску, делают касательное движение концом электрода по металлу. При этом происходит короткое замыкание электрода с основным металлом, возникающее на вершинах выступов шероховатой поверхности. Под действием образовавшейся теплоты эти выступы начинают плавиться, образуя жидкую перемычку между электродом и основным металлом. При отводе электрода перемычка удлиняется, а ее сечение снижается, увеличивая электрическое сопротивление и, как следствие, температуру. Когда температура расплавленного металла достигает точки кипения, электрический ток начинает поддерживаться образовавшимися ионами металла, вызывая сварочную дугу.
Сварочная дуга зажигается под действием разности потенциалов, созданной источником питания при разомкнутой электрической цепи (напряжение холостого хода). Как правило, для зажигания дуги требуется большее напряжение, чем для поддержания условий устойчивого ее горения. Кроме того, устойчивая дуга зависит от таких факторов, как состав обмазки электродов, род тока (постоянный или переменный), прямая или обратная полярность при сварке на постоянном токе, диаметр электрода, температура окружающей среды.
Длина дуги
Горение дуги должно поддерживаться так, чтобы ее длина оставалась постоянной. Правильно выбранная длина дуги влияет на качество сварки
и производительность процесса. Подавать электрод в дугу нужно с той скоростью, с которой происходит плавление электрода. Длина дуги считается нормальной, если она равна 0,5-1,1 диаметра стержня электрода. Увеличение длины дуги снижает устойчивость ее горения, глубину проплавления металла, увеличивает потери на угар и разбрызгивание электрода, ведет
к образованию швов с неровной поверхностью.
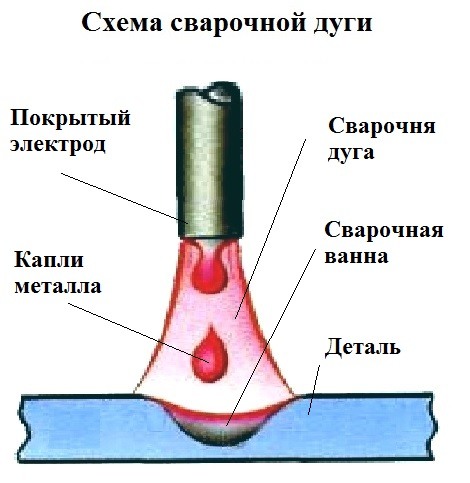
Как только дуга загорится, электрод поднимают над свариваемым швом на расстояние, равное 0,5 —1,1 диаметра электрода, и выполняют процесс сварки. Сквозь затемненные стекла маски видно, что дуга горит между стержнем электрода и основным металлом, а под ее действием образуется сварочная ванна, состоящая из жидкого металла и шлака. При этом в состав жидкой сварочной ванны входит как основной, так и электродный металл, капли которого переносятся через сварочную дугу. Вместе со сварочным электродом плавится его покрытие, образуя газовую защиту вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Процесс наложения сварочного шва наглядно показан на рисунке.
|
| Ручная дуговая сварка: 1 — электрод; 2 — покрытие электрода; 3 — газовая защит |
Требования к дуге
- дуга должна гореть стабильно;
- длина сварочной дуги должна соответствовать ориентировочно диаметру выбранного электрода.
Для того, чтобы зажечь дугу, необходимо:
- Сварочное оборудование – у нас в мастерской сварочный трансформатор
- Установка электрода в электрододержатель
- Зажигание сварочной дуги (чирканьем, впритык). К поверхности заготовки (металлической пластины) подвести электрод, установить его под углом примерно 700 к поверхности заготовки на расстоянии примерно 20мм выше точки, где надо зажечь дугу.
Опустить маску прежде, чем зажечь дугу.
Подать предупреждение «Глаза!»
Возбудить дугу.
Отвести торец электрода на 2-5мм от поверхности заготовки Возбужденную дугу удержать в течении 5-10 секунд.
По мере сгорания электрода, постепенно подавать его к поверхности заготовки, выдерживая угол наклона и расстояние 2-5мм (длину дуги).
Дугу необходимо поддерживать возможно короткой. При короткой, дуге около шва образуется небольшое количество мелких капель металла, электрод плавится спокойно, давая равномерный - пучок искр, глубина проплавления свариваемого металла получается больше.
Длинная дуга не обеспечивает достаточной глубины проплавления основного металла, а электродный металл при плавлении окисляется и сильно разбрызгивается; в результате получается неровный шов с большим количеством включений окислов.
О длине дуги можно судить по звуку, издаваемому ею при горении. Дуга нормальной длины издает равномерный звук одного тона, слишком длинная дуга - более резкий и громкий звук, часто прерывающийся и сопровождающийся хлопками.
В случае обрыва дугу возбуждают вновь, тщательно заваривают кратер в том месте, где произошел обрыв дуги, и продолжают сварку шва. При сварке особо ответственных узлов, работающих в условиях знакопеременной нагрузки и подверженных явлению "усталости", не разрешается возбуждать дугу на основном металле вне зоны шва, так как это может привести к "ожогу" поверхности металла и явиться причиной начала последующего разрушения шва в данном месте.