МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ БУРЯТИЯ
Государственное бюджетное профессиональное образовательное учреждение
«Авиационный техникум»
Отчет по практической работе
Специальность 150208 Технология машиностроения
Дисциплина: МДК 03.02.
Тема: « Деталь типа«зубчатое колесо»: анализ параметров, подлежащих контролю, выбор средства измерения, анализ причин брака.»
Выполнил студент (ка) группы_________
Проверил Р.Ю.Парамонов________________
г. Улан-Удэ, 2015
Цель: научиться анализировать и выбирать параметры, подлежащие контролю; выбирать рациональные средства измерения; анализировать причины брака и предлагать методы его устранения.
Задание:
1. проанализировать чертеж детали и выбрать необходимые параметры для контроля;
2. выбрать рациональные средства измерения, согласно точности поверхностей по документации;
3. измерить выбранные параметры;
4. выполнить анализ одного параметра партии деталей статистическим методом
Выполнение задания
1. Получить задание у преподавателя.
2. Изучить чертеж и выбрать параметры контроля.
3. Проанализировать существующие средства и методы измерения. Выбрать метод измерения и средства согласно заданных параметров чертежа детали и технических рекомендаций по применению средств измерения. Описать их.
4. контроль всех параметров и занести их в таблицу 1.
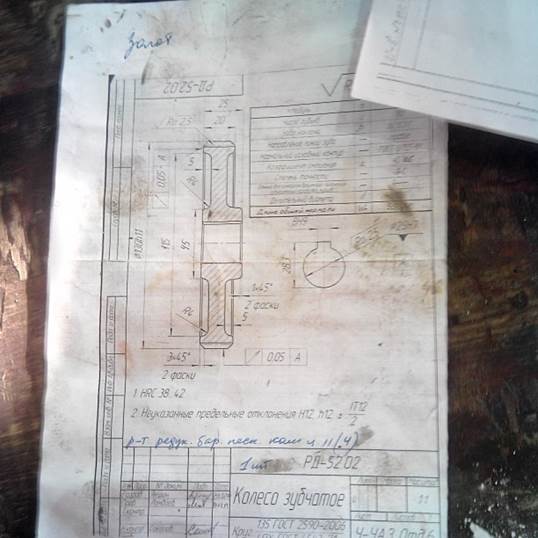
Таблица 1.
| Измеряемый параметр | Точность | Шероховатость, Ra (Rz) | Допуск, мкм | Допустимая погрешность измерения, мкм | Средство измерения |
| Æ45 | 
| 6,3 | ШЦ-1 0,05-01 ГОСТ 166-89 | ||
| Æ115 | 
| 6,3 | ШЦ-1 0,05-01 ГОСТ 166-89 | ||
| Æ130 | 
| 6,3 | ШЦ-1 0,05-01 ГОСТ 166-89 | ||

| 6,3 | ШЦ-1 0,05-01 ГОСТ 166-89 | |||

| 2,5 | 4,5 | Микрометр 25-1 ГОСТ 6507-90 | ||

| 6,3 | ШЦ-1 0,05-01 ГОСТ 166-89 | |||
| 28,3 | 
| 6,3 | ШЦ-1 0,05-01 ГОСТ 166-89 | ||
| Æ25 | 
| 2,5 | 6,3 | Пробка ГОСТ 8507-80 | |
|
| 6,3 | ШЦ-1 0,05-01 ГОСТ 166-89 |
Методические рекомендации
Зубчатое колесо представляет собой достаточно сложное изделие. Его качество во многом определяется точностью целого ряда параметров, зависящих от технического состояния зубообрабатывающего оборудования, уровня технологии, качества режущего инструмента и качества контрольно-измерительных операций зубообрабатывающего производства. Требования к точности большинства параметров зубчатых колес не одинаковы и зависят в основном от конкретного назначения колес и передачи в целом. Для коробок скоростей станков и для точных приборов особо высокие требования предъявляют к параметрам, характеризующим точность передачи движения, т.е. кинематическую точность. В высокоскоростных передачах первостепенными являются параметры, определяющие плавность работы, что обеспечивает уменьшение шума, вибраций и износа. Для силовых передач важно строго выдержать параметры, влияющие на условия контакта зубьев. С целью компенсации некоторых погрешностей изготовления реальные передачи имеют зазор между неработающими поверхностями профилей, который называют боковым зазором. Значение этого зазора особенно велико для передач, работающих в условиях больших колебаний температуры и в реверсивных механизмах.
В ГОСТ 1643 – 81 «Передачи зубчатые цилиндрические. Допуски» все требования к обеспечению точности параметров зубчатых колес разделены на четыре группы, которые называются нормами точности. ГОСТ предусматривает нормы кинематической точности, нормы плавности, нормы контакта зубьев и нормы бокового зазора. В первых трех группах допуски на конкретные параметры устанавливаются в зависимости от степени точности. Всего существует 12 степеней точности. Однако в стандарте оговорены значения параметров только с 3-й по 12-ю, а наиболее точные, 1-я и 2-я степени, оставлены в качестве резервных.
При изготовлении зубчатых колес их качество обеспечивается как высоким уровнем окончательного (приемочного) контроля, так и другими организационно-предупредительными мероприятиями – профилактическим, технологическим и активным видами контроля.
При окончательном контроле устанавливают, соответствует ли точность изготовления зубчатых колес условиям работы передачи.
Профилактический контроль заключается в проверке состояния технологического оборудования: станков, приспособлений, режущего инструмента. Он должен проводиться до начала изготовления зубчатых колес.
Технологический контроль состоит в поэлементном контроле зубчатых колес. Он позволяет установить точность отдельных элементов технологического оборудования и в случае необходимости принять своевременные меры для исключения брака.
Активный контроль заключается в том, что в процессе обработки измеряют один или несколько параметров. Используя результаты измерений, осуществляется управление технологическим процессом, например, прерывается процесс обработки по достижении требуемого размера.
Профилактический, технологический и активный контроль должны предшествовать окончательному (приемочному) контролю.
Поэлементный контроль зубчатых колес
Применяемые для поэлементного (дифференцированного) контроля приборы по конструкции делят на накладные (Н) и станковые (С).
Первыми проверяют, как правило, крупногабаритные детали, которые трудно устанавливать на станковые приборы. Однако из-за того, что базой для накладных приборов служит окружность выступов колеса, а не эксплуатационная база (отверстие колеса или вал шестерни), погрешность их больше, чем станковых.
Поэлементный контроль заключается в проверке соответствия значений отдельных параметров требованиям стандарта. Данные, получаемые при дифференцированном контроле зубчатых колес, позволяют оперативно проводить подналадку технологического оборудования для предупреждения возможного брака.
Проверку радиального биения зубчатого венца, характеризующего часть его кинематической погрешности, осуществляют на специальных приборах, называемых биениемерами. Принципиальная схема измерения показана на рис. 1, а.
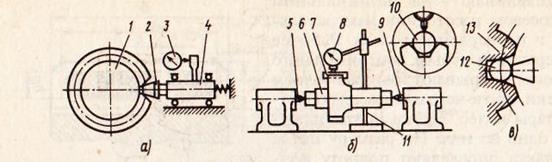
Рис. 1. Схемы измерения радиального биения зубчатых венцов:
а) принципиальная б) в цеховых условиях; в) колес с внутренним зацепление
Измерительный наконечник 2, изготовленный в виде усеченного конуса с углом при вершине 40°, вводят во впадину зубчатого колеса 7. С измерительной головки 3 снимают показание. Затем, отводя каретку 4 и поворачивая зубчатое колесо, вводят измерительный наконечник в каждую следующую впадину. Значение радиального биения принимают равным разности наибольшего и наименьшего показаний головки за один оборот. Прибор позволяет контролировать и конические зубчатые колеса.
В цеховых условиях контроль радиального биения зубчатого венца 7 (рис. 1, б) можно осуществлять, используя контрольные центры 5 и 9, калиброванный ролик 10, стойку 11 с измерительной головкой 8 и оправку 6. Для этого зубчатое колесо надевают на оправку и устанавливают в центрах, используя центровые отверстия. Во впадины колеса последовательно закладывают ролик и берут отсчет по шкале головки. Значение радиального биения определяют так же, как на биениемере.
Чтобы измерить радиальное биение внутреннего зубчатого венца колеса 13 (рис. 1, в), используют наконечник 12 сферической формы. Радиальные погрешности обработки могут быть выявлены с помощью наконечников сферической формы и роликов только при наивыгоднейшем их диаметре.
Радиальное биение зубчатого венца возникает из-за непостоянства расстояния между зубчатым колесом и обрабатывающим его инструментом. Для уменьшения этой погрешности необходимо проверить и устранить радиальное биение заготовки на оправке перед установкой ее на зубообрабатывающий станок. Значительно реже наблюдается радиальное биение режущего инструмента.
Колебание длины общей нормали W контролируют приборами, имеющими две параллельные измерительные поверхности и устройство для измерения расстояния между ними. Измерить длину общей нормали абсолютным методом можно микрометрическими зубомерами типа МЗ (рис. 2, а) с ценой деления 0,01 мм и диапазонами измерений 0...25; 25...50; 50...75 и 75...100 мм.
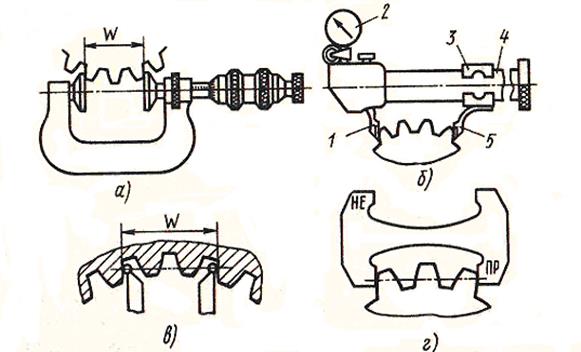
Рис. 2. а) микрометрический зубомер; б) нормалемер; в) сферические наконечники; г) предельный калибр для контроля длины общей нормали
Измерение длины общей нормали (а также ее колебаний) методом сравнения проводят с помощью нормалемера (рис. 2, б), который имеет две базовую 5 и подвижную 1. Последняя соединена-измерительные губки передаточным механизмом с измерительной головкой 2. Базовая губка с помощью разрезной втулки 3 крепится в требуемом положении на штанге 4 при настройке прибора на нуль по блоку концевых мер. Подвижную губку 1 отводят арретиром. Губками охватывают ряд зубьев, затем отпускают измерительную губку и считывают со шкалы отклонение длины общей нормали от номинального значения.
Применяя сферические измерительные наконечники (рис. 2, в), можно измерить длину общей нормали методом непосредственной оценки или определить ее отклонение от номинального значения методом сравнения. В качестве средств измерений при этом используют универсальные зубоизмерительные приборы.
В условиях крупносерийного и массового производства контроль длины общей нормали осуществляют с помощью предельных калибров (рис. 2, г).
Измерение шага зацепления (основного шага) производится путем определения расстояния между двумя параллельными плоскостями, касательными к двум одноименным рабочим поверхностям соседних зубьев зубчатого колеса. В рассматриваемом примере измерения с помощью накладного шагомера параллельными являются плоскости, в которых лежат измерительные наконечники 1 и 4 (рис. 3, а).
Расстояние P измеряется по линии а-а. Подвижный измерительный наконечник 1 через рычажную передачу 2 связан с измерительной головкой 3. Наконечник 4 неподвижен и является базовым. Перед измерением осуществляют установку прибора на нуль по специальному приспособлению. В процессе измерения прибор покачивают относительно опорного наконечника 5. За отклонение значения шага зацепления от номинального принимают минимальное показание по шкале головки 3.
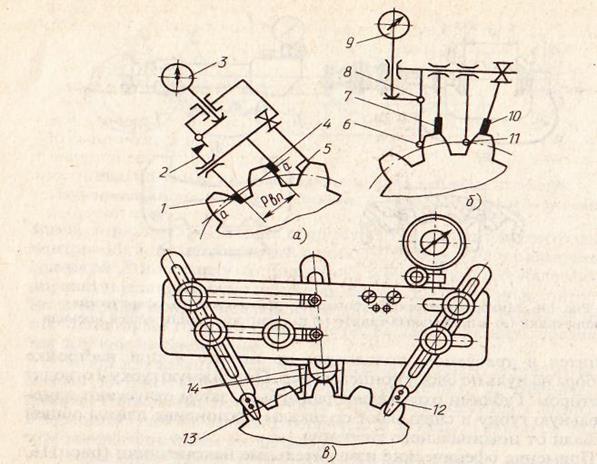
Рис. 3. а) схемы измерения шага зацепления; б) контроля его равномерности с помощью накладного шагомера (в)
Контроль равномерности шага заключается в определении отклонений действительного шага от среднего значения. С этой целью используют накладные приборы. Шаг зубчатого колеса должен измеряться на постоянном диаметре. Для этого прибор снабжен специальными регулируемыми опорными наконечниками 7 и 10 (рис. 3, б), с помощью которых его базируют на цилиндрической поверхности зубьев. В приборе имеются два измерительных подвижный 6 и неподвижный 11. Подвижный наконечник-наконечника передает отклонения шага через рычажную передачу 8 на измерительную головку 9. Перед измерением осуществляют установку прибора на нуль по одному из шагов проверяемого зубчатого колеса. Прибор позволяет измерять как разность между соседними шагами, так и накопленную погрешность шагов зубчатого колеса. Накладной шагомер (рис. 3, в), кроме установочного упора 13, опирающегося на цилиндрическую поверхность зубьев, снабжен еще двумя упорами 12, базирующими прибор по торцовой поверхности зубчатого колеса. Шагомер имеет подвижный и неподвижный плоские наконечники 14. Измерение осуществляется в той же последовательности.
Неравномерность шага влияет на плавность работы колеса. Обычно эта погрешность возникает из-за неточности инструмента, использующегося при обработке колес методом обката, или вследствие неточной настройки делительной цепи станка при обработке методом деления.
Измерение погрешности профиля зубьев осуществляют специальными приборами эвольвентомерами. В основе измерения лежит принцип непрерывного сравнения образцовой эвольвенты, воспроизводимой прибором, с действительным профилем измеряемого колеса. По методу воспроизведения образцовой эвольвенты приборы подразделяют на индивидуально-дисковые и универсальные.
Индивидуально-дисковый эвольвентомер (рис. 4) имеет сменный диск 4, размер которого равен диаметру основной окружности проверяемого колеса.
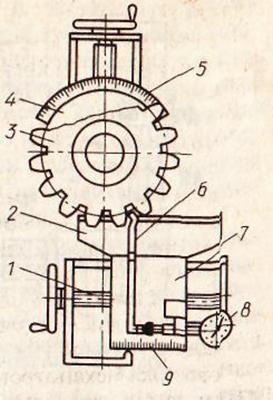
Рис. 4. Индивидуально-дисковый эвольвентометр
На одной оси с диском крепится проверяемое колесо 3. Диск пружинами прижимается к рабочей поверхности линейки 2, установленной на каретке 7. При перемещении каретки винтом 1 линейка, находящаяся в контакте с диском, будет поворачивать его вокруг оси без проскальзывания. В этом случае любая точка диска перемещается относительно соответствующей точки поверхности линейки по эвольвенте. Измерительный наконечник рычага 6 находится в плоскости рабочей поверхности линейки. Если действительный профиль зуба отличается от эвольвенты, то наконечник отклоняется, и с помощью измерительной головки 8 фиксируется погрешность профиля зуба. Шкала 9 помогает быстро возвратить измерительный наконечник в исходное положение и установить его по диаметру основной окружности; по ней же следят за перемещением каретки. С помощью шкалы 5 оценивают угол поворота проверяемого колеса. Для контроля следующего зуба колесо поворачивают на один угловой шаг, а каретку, используя шкалу 9, перемещают в исходное положение. Чтобы измерить профиль по другой стороне зуба, проверяемое колесо переворачивают на оправке. Главным недостатком прибора является необходимость иметь для каждого контролируемого колеса, отличного от предыдущего проверяемого, свой диск. Поэтому индивидуально-дисковый эвольвентомер применяют только в условиях крупносерийного и массового производства.
В мелкосерийном и единичном производстве целесообразнее применять универсальные приборы с постоянным обкатным диском, эвольвентным кулачком или другими устройствами, обеспечивающими воспроизведение теоретической эвольвенты. Применение вместо измерительной головки индуктивных датчиков позволяет записать отклонения профиля на диаграмму.
Крупные колеса (прямозубые и косозубые) измеряют накладными эвольвентомерами.
Назначение и устройство штангензубомера и тангенциального зубомера
Одним из основных показателей, определяющих боковой зазор пары цилиндрических колес, является толщина зуба по хорде, измеряемая зубомерами. По конструкции эти приборы подразделяются на накладные и станковые, а по принципу действия – на штангензубомеры и индикаторно-микрометрические зубомеры.
Штангензубомер (рис. 5, а) имеет две шкалы – 5 и 1: первая предназначена для отсчета толщины S зуба с помощью нониуса 4, а вторая – для установки губок прибора по требуемой высоте h от вершины зубьев. Перед измерением упор 3 устанавливают по нониусу 2 на размер, равный высоте h, и закрепляют в этом положении. Затем раздвигают измерительные губки и после установки прибора упором на наружную поверхность измеряют толщину зуба по хорде, отсчитывая ее полное значение непосредственно по шкале 5 и нониусу 4. Недостатками штангензубомера являются низкая точность отсчета по нониусу, быстрый износ измерительных губок, влияние на точность измерений погрешности базирования прибора по окружности выступов.
Методика отсчета аналогична методике снятия результата штанген инструментами, но цена деления основной шкалы (на штанге) 0,5 мм.
 Тангенциальным зубомером типа НЦ (рис.5, б) контролируют толщину зуба по смещению исходного контура. Опорной базой при измерении является окружность выступов. Измерительные поверхности двух губок 11 составляют. Ось измерительного стержня делит°двойной угол зацепления, равный 40 этот угол пополам. Измерительные губки перемещают в направляющих корпуса 6 винтом 10, имеющим участки как с правой, так и с левой резьбой. Это обеспечивает симметричную установку губок относительно оси измерительного стержня головки 9. Губки фиксируют стопорными винтами 7. Сферический измерительный наконечник крепится к стержню головки зажимом 8.
Тангенциальным зубомером типа НЦ (рис.5, б) контролируют толщину зуба по смещению исходного контура. Опорной базой при измерении является окружность выступов. Измерительные поверхности двух губок 11 составляют. Ось измерительного стержня делит°двойной угол зацепления, равный 40 этот угол пополам. Измерительные губки перемещают в направляющих корпуса 6 винтом 10, имеющим участки как с правой, так и с левой резьбой. Это обеспечивает симметричную установку губок относительно оси измерительного стержня головки 9. Губки фиксируют стопорными винтами 7. Сферический измерительный наконечник крепится к стержню головки зажимом 8.
Рис. 5. Зубомеры: а)тангенциальный; б) штангензубомер.
Перед измерением прибор настраивают на размер по образцовому ролику, диаметр которого составляет 1,2036m, где m – модуль проверяемого колеса. Зубомер накладывают на ролик, затем, смещая винтом 10 губки 11, доводят измерительный наконечник до контакта с роликом и создают предварительный натяг наконечника на один-два оборота стрелки. После этого осуществляют установку на ноль по шкале. При контроле измерительные губки, воспроизводящие боковой профиль впадины исходной рейки, накладывают на зуб 12 и по отклонению индикатора судят о смещении действительного исходного контура относительно номинального положения.
Контрольные вопросы
1. Что относится к метрологическим характеристикам измерительных средств?
2. Какие методы используются в процессах измерения?
3. Из каких основных частей состоит штангензубомер, микрометрический зубомер и для чего они предназначены?
4. Какова методика измерения штангензубомером и микрометрическим зубомером?
5. Какие нормы точности зубчатых колес установлены стандартом?
6. Перечислите основные виды контроля зубчатых колес.
7. С помощью каких средств и как измеряют отклонения и длину общей нормали?
8. Какими приборами и как можно проверить показатели, определяющие боковой зазор в зубчатом зацеплении?
Библиографический список
1. Маханько А.М. Контроль станочных и слесарных работ. – М.: Высшая школа, 2000. – 286 с.