Параметры, достигаемые после механической обработки отверстий
| Вид обработки | Класс чистоты | Rz | T | ||
| мкм | |||||
| Сверление спиральными сверлами | 3 — 4 | ||||
| Глубокое сверление | |||||
| Зенкерование черноное | |||||
| чистовое | 4-5 | ||||
| Растачивание черновое | |||||
| чистовое | |||||
| Развертывание нормальное | |||||
| точное | |||||
| тонкое | — | ||||
| Протягивание | |||||
| Калибрование шариком или оправкой | 0,6 | ||||
Примечание. Виды развертывания (нормальное, точное и тонкое) определяются допусками на диаметральные размеры разверток.
Суммарное значение пространственных отклонений для различных видов заготовок и механической обработки
| Тип детали и метод базирования | Эскиз | Расчетные формулы |
| I. Литые заготовки | ||
| Корпусные детали, по отверстиям с параллельными осями и перпендикулярной к ним плоскости | 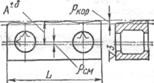
| 



|
| То же, по плоскости, противоположной обрабатываемой | 
| 
|
| Детали — тела вращения, в самоцентрирующих патронах по наружному диаметру с прижимом к торцевой поверхности | 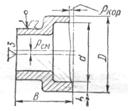
| 


|
| II. Штампованные заготовки | ||
| Стержневые детали (валы, ступенчатые, рычаги и т. п.) с базированием по крайней ступени (поверхности) | 
| 

|
| Стержневые детали при обработке в центрах | 
| 

|
| Детали типа дисков с прошиваемым центральным отверстием (шестерни, диски и т. п.) с установкой по наружному диаметру и торцу | 
| 
|
| То же, при обработке торцевых поверхностей | 
|

|
| III. Заготовки из сортового проката | ||
| При консольном закреплении в самоцентрирующих патронах | 
| 
|
| При обработке в центрах | 
| 
|
| IV. Зацентровка заготовок | ||
| При установке в самоцентрирующих зажимных устройствах | 
| 
|
| При установке на призмах с односторонним прижимом | 
|  (при α = 90°)
(при α = 90°)
 (при α = 120°)
(при α = 120°)
|
| V. Сверление отверстий | ||
| Детали всех типов, при обработке отверстия в неподвижной детали | 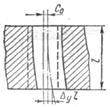
| 
|
Удельная кривизна заготовок Δк в мкм на 1 мм длины
| Материал и состояние | Диаметр заготовки, мм | |||||
| 5—25 | 25—50 | 50—75 | 75—120 | 120—150 | > 150 | |
| 1. Прокат калиброванный: 2-й класс точности 3-й » » За— 4-й » 5-й » » | 0,50 | 0,50 0,75 | 0,5 | |||
| Прокат калиброванный после термообработки | 1,3 | 0,6 | ||||
| Горячекатаный прокат: -после правки на прессе; | 0,15 | 0,12 | 0,10 | 0,08 | 0,06 | 0,05 |
| -после термообработки. | 2,0 | 1,3 | 0,6 | 0,3 | ||
| 2. Штампованные заготовки: -после правки после; | 2,0 | 1,5 | 1,0 | |||
| -термообработки. | 1,0 | 0,8 | 0,7 | 0,6 | 0,5 | |
| 3. Отливки -плиты, -корпуса | 2 – 3 0,7 – 1 |
Примечания:
1. Общая кривизна прутка не должна превышать произведения допускаемой удельной кривизны на длину прутка.
2. Кривизну отрезанной заготовки определяют в зависимости от способа бази
рования при обработке (см. табл. 31).
3. При термообработке проката т. в. ч. табличные значения принимать с коэффициентом 0,5.
4. Для ступенчатых валов средний диаметр
где d1,d2,..., dn — диаметры ступеней;
l1, l2,..., ln — длины ступеней;
l — общая длина вала.
5. Для стержневых деталей типа рычагов и пластин d рассчитывают по сред нему сечению стержня.
Погрешности штампованных заготовок по эксцентричности ρэксц и короблению ρ, получаемых на прессах и ГКМ, мм
| Толщина, (высота) длина или ширина штампованных заготовок, мм | По эксцентричности отверстий для группы точности | По кривизне (стреле прогиба) и короблению для группы точности | ||||
| ≤50 | 0,5 | 0,8 | 1,0 | 0,25 | 0,5 | 0,5 |
| 50—120 | 0,63 | 1,4 | 1,5 | 0,25 | 0,5 | 0,5 |
| 120—180 | 0,8 | 2,0 | 2,5 | 0,32 | 0,5 | 0,7 |
| 180—260 | 1,0 | 2,8 | 3,5 | 0,32 | 0,6 | 0,9 |
| 260—360 | 1,5 | 3,2 | 4,5 | 0,4 | 0,7 | 1,0 |
| 360—500 | 2,5 | 3,6 | 5,5 | 0,5 | 0,8 | 1,1 |
Погрешности заготовок, штампованных на прессах и ГКМ, по смещению ρсм, мм
| Мacca заготовок, кг | Для групп точности | ||
| ≤0,25 | 0,2 | 0,3 | 0,5 |
| 0,25—0,63 | 0,25 | 0,4 | 0,6 |
| 0,63—1,6 | 0,3 | 0,5 | 0,7 |
| 1,6-2,5 | 0,35 | 0,6 | 0,8 |
| 2,5—4,0 | 0.4 | 0,7 | 0,8 |
| 4,0—6,3 | 0,5 | 0,8 | 1,0 |
| 6,3—10,0 | 0,6 | 0,9 | 1,2 |
| 10,0—16,0 | 0,6 | 1,0 | •1,3 |
| 16,0—25,0 | 0,7 | 1,1 | 1,4 |
| 25,0—40,0 | 0,7 | 1,2 | 1,6 |
Удельный увод ρсми смещение С0 оси отверстий при сверлении
| Диаметр отверстия, мм | Сверление спиральными сверлами | Глубокое сверление | ||
| Δк мкм/мм | С0, мкм | Δк мкм/мм | С„. мкм | |
| 3—6 | 2,1 | 1,6 | ||
| 6—10 | 1,7 | 1,3 | ||
| 10—18 | 1,3 | 1,0 | ||
| 18—30 | 0,9 | 0,7 | ||
| 30—50 | 0,7 |
Погрешности базирования при обработке в приспособлениях [3]
| Базирование | Схема установки | Погрешность базирования ε для размеров |
| По центровым отверстиям: на жесткий передний центр | 
| 

|
| На плавающий передний центр | 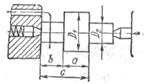
|

|
| По внешней поверхности: в зажимной цанге по упору | 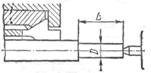
| 
|
| В самоцентрирующем патроне с упором торцом | 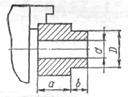
| 
 (при параллельном подрезании торцов)
(при параллельном подрезании торцов)
|
| В сямоцентрирующих призмах | 
| 
|
| В призме при обработке отверстий по кондуктору | 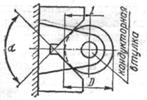
| 
|
| На плоской поверхности при обработке отверстия по кондуктору | 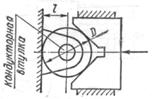
| 
|
| В призме при обработке плоскости или паза | 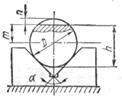
|  ; ;
 ; ;
|
| То же | 
| 
|
| » » | 
| 
|
| По отверстию: на жесткой оправке со свободной посадкой | 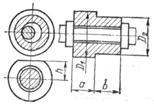
|  ; ;
 ; ;
 При установке оправки на плавающий передний центр, в гильзу или патрон по упору
При установке оправки на плавающий передний центр, в гильзу или патрон по упору

|
| На разжимной оправке: на жёсткой оправке с натягом | 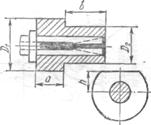
| При установке оправки на жесткий передний центр

 ; ;

|
| По двум отверстиям на пальцах: при обработке верхней поверхности | 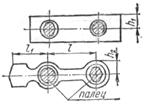
| 
|
| По плоскости: при обработке уступа | 
| 
|
* Δц — просадка центров.
Значения Дц принимать следующие:
| Наибольший диаметр центрового отверстия, мм | 1; 2; 2,5 | 4; 5; 6 | 7,5; 10 | 12,5; 15 | 20; 30 |
| Просадка центров Δц, мм | 0,11 | 0,14 | 0,18 | 0,21 | 0,25 |
** εe – смещение оси отверстия относительно оси внешней поверхности
(отклонение от концентричности)
δD – допуск на диаметр внешней поверхности
smin — минимальный гарантированный зазор
δA — допуск на размер базового отверстия
δB —допуск на размер оправки.
Погрешность закрепления заготовки при установке в радиальном направлении для обработки на станках, мкм
| Характеристика базовой поверхности | Поперечные размеры заготовки | |||||||||
| 6–10 | 10–18 | 18–30 | 30–50 | 50–80 | 80–120 | 120–180 | 180–260 | 260–360 | 360–500 | |
| Установка в зажимной гильзе (цанге) | ||||||||||
| Холоднотянутая калиброванная Предварительно обработанная Чисто обработанная | – – – | – – – | – – – | – – – | – – – | |||||
| Литье: | Установка в трехкулачковом патроне | |||||||||
| в песчаную форму машинной формовки по металлической модели | ||||||||||
| в постоянную форму по выплавляемой модели под давлением Горячая штамповка Горячекатаная Предварительно обработанная Чисто обработанная | – | – – – | – – – – | |||||||
| Литье: | Установка в пневматическом патроне | |||||||||
| в песчаную форму машинной формовки по металлической модели | ||||||||||
| в постоянную форму по выплавляемой модели под давлением Горячая штамповка Горячекатаная Предварительно обработанная Чисто обработанная | – | – – – | – – – – |
Примечания:
1. При установке на оправку надо учитывать погрешность базирования и принимать погрешность закрепления в зависимости от крепления оправки в гильзе, патроне или зажимном приспособлении.
2. Установка в жестких центрах не дает погрешности закрепления в радиальном направлении. Погрешность закрепления, получающаяся при установке в плавающий передний и вращающийся задний центры, не учитывается, так как перекрывается отклонением заготовки под действием силы резания.
Погрешность закрепления заготовок ε3 при установке в осевом направлении для обработки на станках, мкм
| Характеристика базовой поверхности | Поперечные размеры заготовки | |||||||||
| 6–10 | 10–18 | 18–30 | 30–50 | 50–80 | 80–120 | 120–180 | 180–260 | 260–300 | 300–500 | |
| Установка в зажимной гильзе (цанге) | ||||||||||
| Холоднотянутая калиброванная Предварительно обработанная Чисто обработанная | – – – | – – – | – – – | – – – | – – – | |||||
| Литье: | Установка в трехкулачковом патроне | |||||||||
| в песчаную форму машинной формовки по металлической модели | ||||||||||
| в постоянную форму по выплавляемой модели под давлением Горячая штамповка Горячекатаная Предварительно обработанная Чисто обработанная | – | – – – | – – – – | |||||||
| Литье: | Установка в пневматическом патроне | |||||||||
| в песчаную форму машинной формовки по металлической модели | ||||||||||
| в постоянную форму по выплавляемой модели под давлением Горячая штамповка Горячекатаная Предварительно обработанная Чисто обработанная | – | – – – | – – – – |
Примечания:
1. При установке на оправку надо учитывать погрешность базирования и принимать погрешность закрепления в зависимости от крепления оправки в гильзе, патроне или зажимном приспособлении.
2. Установка в центрах не дает погрешности закрепления, но дает погрешность базирования в осевом направлении.
Погрешность закрепления заготовок ε3 при установке на опорные штифты приспособлений, мкм
| Характеристика базовой поверхности | Поперечные размеры заготовки | |||||||||
| 6–10 | 10–18 | 18–30 | 30–50 | 50–80 | 80–120 | 120–180 | 180–260 | 260–360 | 360–500 | |
| Литье: | Установка в зажимное приспособление с винтовыми или эксцентриковыми зажимами | |||||||||
| в песчаную форму машинной формовки по металлической модели | – | |||||||||
| в постоянную форму по выплавляемой модели под давлением Горячая штамповка Горячекатаная Предварительно обработанная Чисто обработанная Шлифованная | – – | – | – – – | – – – – | ||||||
| Литье: | Установка в зажимное приспособление с пневматическим зажимом | |||||||||
| в песчаную форму машинной формовки по металлической модели | – | |||||||||
| в постоянную форму по выплавляемой модели под давлением Горячая штамповка Горячекатаная Предварительно обработанная Чисто обработанная Шлифованная | – – | – | – – – | – – – – |
Примечания:
1.Установка на магнитной плите не дает погрешности закрепления.
2.Поперечный размер заготовки принимать наибольшим в сечении по нормали к обрабатываемой поверхности.
3.Погрешность закрепления дана по нормали к обрабатываемой поверхности.
Погрешность закрепления заготовок ε3 при установке на опорные пластинки приспособлений, мкм
| Характеристика базовой поверхности | Поперечные размеры заготовки | |||||||||
| 6–10 | 10–18 | 18–30 | 30–50 | 50–80 | 80–120 | 120–180 | 180–260 | 260–360 | 360–500 | |
| Литье: | Установка в зажимное приспособление с винтовыми или эксцентриковыми зажимами | |||||||||
| в песчаную форму машинной формовки по металлической модели | – | |||||||||
| в постоянную форму по выплавляемой модели под давлением Горячая штамповка Горячекатаная Предварительно обработанная Чисто обработанная Шлифованная | – | – | – – – | – – – – | ||||||
| Литье: | Установка в зажимное приспособление с пневматическим зажимом | |||||||||
| в песчаную форму машинной формовки по металлической модели | – | |||||||||
| в постоянную форму по выплавляемой модели под давлением Горячая штамповка Горячекатаная Предварительно обработанная Чисто обработанная Шлифованная | – | – | – – – | – – – – |
Примечания:
1. Установка на магнитной плите не дает погрешности закрепления.
2. Поперечный размер заготовки принимать наибольшим в сечении по нормали к обрабатываемой поверхности.
3. Погрешность закрепления дана по нормали к обрабатываемой поверхности.