Классификация швов
Технология выполнения сварочных швов различна. Она зависит от формы обработки кромок свариваемых деталей, их взаимного расположения и условий, в которых расплавляются пруток и кромки соединяемых деталей. В сварочном производстве, как правило, применяются стандартные сварные швы, образующиеся при определенных способах сварки (табл. 1). Окончание табл. 4.34
| ГОСТ | Наименование способа | Условное обозначение |
| 11533-75* | Автоматическая сварка под флюсом (под острым и тупым углами) с ручной подваркой Полуавтоматическая сварка под флюсом (под острым и тупым углами) с ручной подваркой | Ар Пр |
| 15878-79 | Сварки контактные: точечная роликовая рельефная стыковая | Кт Кр Кв Кс |
| 15164-78* | Электрошлаковая сварка проволочным электродом | Шэ |
| 14771-76* | Электродуговая сварка в защитных газах: в инертных газах неплавящимся электродом в углекислом газе плавящимся электродом | ИН УП |
| 14806-80* | Электродуговая сварка алюминия и алюминиевых сплавов в инертных газах | АИНп |
| 16310-80* | Соединения сварные из полиэтилена, полипропилена и винипласта | г, э |
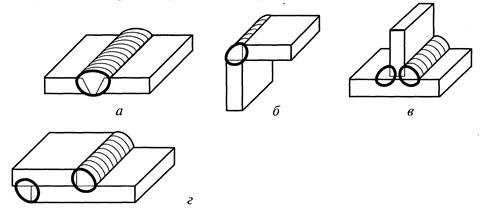
В зависимости от взаимного положения свариваемых деталей различают следующие виды сварных соединений:
стыковое (С) — свариваемые детали соединяются по своим торцевым поверхностям (рис. 2, а);
угловое (У) — свариваемые детали расположены под углом и соединяются по кромкам (рис.2, б);
тавровое (Т) — торец одной детали соединяется с боковой поверхностью другой (рис. 2, в);
 д
д
Рис.2
нахлесточное (Н) — боковые поверхности соединяемых деталей частично перекрывают друг друга (рис. 2, г).
Торцовое– сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 2, д).
Сварные швы подразделяются по положению в пространстве, протяженности, внешней форме, числу проходов, форме подготовки кромок, характеру выполнения.
По положению в пространстве различают (рис. 3) нижние 7, вертикальные 2, горизонтальные 3, полупотолочные и потолочные 4 швы (ГОСТ 11969-79*).
По протяженности сварные швы (рис. 4) разделяют на непрерывные (без разрывов) и прерывистые (с разрывами). Последние характеризуются длинфй свариваемых участков /, расположенных с определенным шагом t.
 Рис. 3
Рис. 3  Рис. 4
Рис. 4
Рис.5
По внешней форме сварные швы разделяют на выпуклые (рис. 5, а), плоские (рис. 5, б) и вогнутые (рис. 5, в), которые характеризуются высотой катета шва К, высотой усиления q и толщиной углового шва а.
По форме наружной поверхности стыковые швы могут быть выполнены нормальными (плоскими), выпуклыми или вогнутыми. Соединения, образованные выпуклыми швами, лучше работают при статических нагрузках. Однако чрезмерный наплыв приводит к лишнему расходу электродного металла и поэтому выпуклые швы неэкономичны. Плоские и вогнутые швы лучше работают при динамических и знакопеременных нагрузках, так как нет резкого перехода от основного металла к сварному шву. В противном случае создается концентрация напряжений, от которых может начаться разрушение сварного соединения.
По числу проходов различают одно- и многопроходные швы.
По форме подготовки кромок для последующей сварки различают швы, показанные на рис. 6.
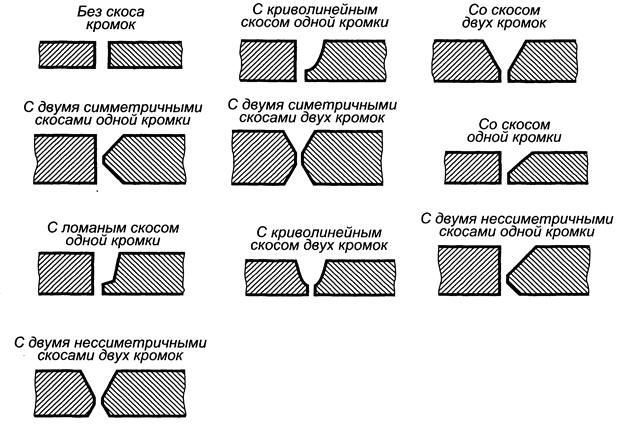
Рис. 6
По характеру выполнения швы разделяют на односторонние и двусторонние (рис. 7).
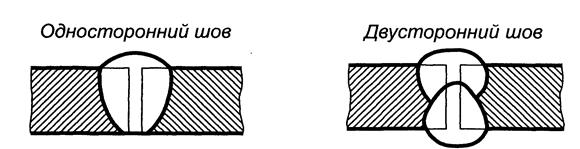
Рис.7
Изображение швов сварных соединений
На изображении сварного шва различают лицевую и оборотную стороны. За лицевую в одностороннем шве принимают сторону, с которой производится сварка (рис. 8, а); в двустороннем шве с несимметричным скосом — сторону, с которой производится сварка основного шва (рис. 8, б); в двустороннем шве с симметричным скосом — любую сторону (рис. 8, в).
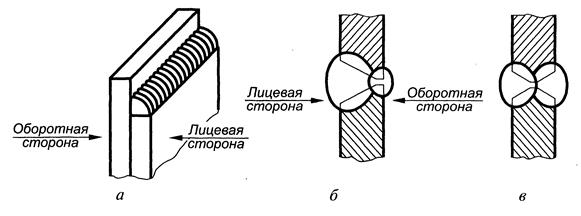
Рис.8
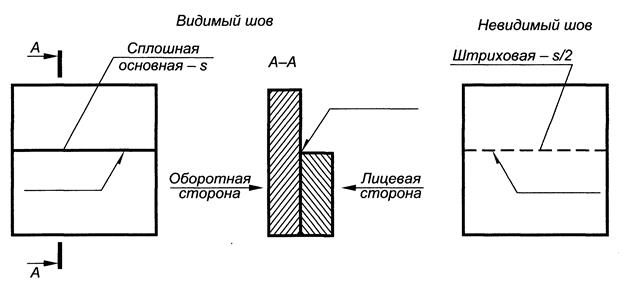
Рис.9
Видимые сварные швы на чертеже изображают основной линией, невидимые — штриховой (рис. 9). Видимые одиночные сварочные точки независимо от способа сварки условно изображают знаком +, который выполняют основной линией (рис. 10). Невидимые одиночные сварные точки на чертеже не изображают.
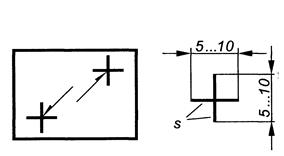 Рис.10
Рис.10 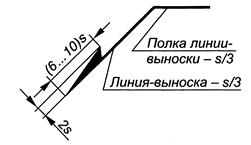 Рис.11
Рис.11
Наличие сварного шва на изображении детали указывают односторонней стрелкой (рис. 11).
Условное обозначение лицевых швов наносят над полкой линии-выноски, а оборотных — под полкой (рис. 12).
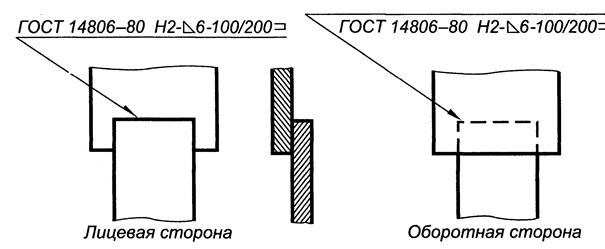
Рис.12