2 Технологический процесс сборки и сварки конструкции
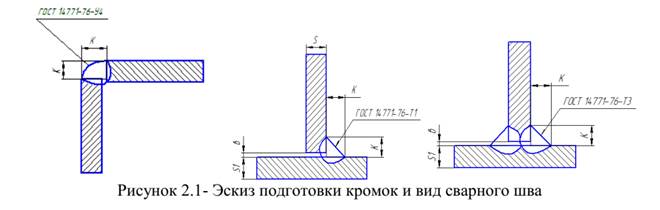
2.1 Подготовительный этап
2.2 Сборочно-сварочный этап
2.3 Контрольный этап
3 Используемое оборудование
3.1 Сварочный пост
3.2 Источник питания сварочной дуги
3.3 Инструменты и средства защиты сварщика
3.4 Оснастка и принадлежности сварщика
4 Правила безопасности при электросварочных работах
Заключение
Список использованной литературы
ВВЕДЕНИЕ
Сварка металлов является одним из выдающихся русских изобретений и впервые была основана в нашей стране, которая является родиной многих важных открытий в области науки и техники…
(Отразить актуальность приобретаемой профессии,
перспективы развития сварочного производства)
1 ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КОНСТРУКЦИИ
Проектируемая конструкция называется…….., основное назначение……..
Отразить:
Назначение
o для чего, как будет применяться данная конструкция
o К какому типу конструкций можно отнести
o Из каких деталей состоит
Условия эксплуатации
o Есть или нет особенности (высокие/низкие температуры, агрессивные среды и т.п.
· Требование к сварному соединению
o Степень ответственности (особо ответственная….
o Предъявляются требования (Прочность, герметичность, внешний вид…)
· Приложить эскиз
o (размеры, обозначение сварных швов)
Габариты конструкции
Толщина материала
Обозначение стали
Указание сварных швов (односторонняя стрелка с выносной линией, над\под ней выбранный способ(ГОСТ), вид соединения (одностор\двустор шов, разделка кромок, катет
Например на отдельном листе:
Рисунок 1- Балка двутавровая
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ И СВАРКИ КОНСТРУКЦИИ
В данной части пояснительной записки должен присутствовать анализ технологического процесса сварки с констатацией факторов, которые, по мнению обучающегося, могли бы способствовать повышению производительности и качества выполнения сварочных работ.
Данная конструкция будет изготавливаться из стали марки ……., поставляемой в виде листов….
Выбрать / описать основной материал
1 Применяемый профиль
2 Расшифровка стали
3 Механические свойства (таблица свойств и химический состав)
4 Технологические свойства и применение
5 Оценка свариваемости
Обосновать выбор способа сварки
способ сварки (РДС, MIG/MAG, TIG)? Можно выбрать один, можно комбинировать
Выбрать сварочные материалы
· Тип и марку электрода
§ Расшифровать условное обозначение
§ Привести механические свойства шва, сделать вывод, что они не уступают основному металлу
§ Установить тип покрытия и описать требования к электродам
или
· Защитный газ + Марку сварочной проволоки (с расшифровками)
ИЛИ
· Защитный газ +вольфрамовый электрод + присадочную проволоку (с расшифровками)
Таблица 1 – Механические свойства стали Вст3сп и ВСт3кп
Сталь
Класс
Вид проката
Тол-щина, мм
Ударная вязкость, МДж/м²
Механические свойства при растяжении
при +
20ºС
при – 20ºС
После механического старения
Предел прочности при разрыве, МПа
Предел теку-чести, МПа
Относи-тельное удли-нение,%
не менее
не менее
ВСт3сп
С38/23
Листовая сталь
4-9
0,8
0,4
0,4
ВСт3кп
С38/23
Профильная сталь
3-12
1,1
0,5
0,5
Э46-МР-3-Ø-УД2
Е 430(3)-Р26, где
1. Э42А – тип электрода, прочностная характеристика 420 МПа
2. УОНИ-13/45 – марка электродов
3. 3.0 – диаметр электрода 3.0 мм
4. У – назначение - для сварки углеродистых и низколегированных сталей
Д – толщина покрытия – с толстым покрытием
Е430 – группа индексов, указывающая на прочностные характеристики металла шва по ГОСТ 9467-75
Б – покрытие основное
Допустимое пространственное положение – все, кроме вертикального сверху вниз
Постоянный ток, обратная полярность
Механические свойства электродов этого типа по прочностным параметрам не уступают основному металлу, они обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода.
ПОДГОТОВИТЕЛЬНЫЙ ЭТАП
Описать последовательность и порядок выполнения каждой операции:
· Правка (чем? Как?)
· Очистка (чем? Как?)
· Разметка (чем? Как?)
· Резка
· Профилирование, зачистка кромок
Поставить размеры подготовки кромок (скос, притупление, зазор)
Заготовительные операции Выбор вида заготовки для дальнейшей механической обработки во многих случаях является одним из весьма важных вопросов разработки процесса изготовления детали. Правильный выбор заготовки — установление ее формы, размеров припусков на обработку, точности размеров (допусков) и твердости материала, т. е. параметров, зависящих от способа ее изготовления, — обычно весьма сильно влияет на число операций или переходов, трудоемкость и в итоге на себестоимость процесса изготовления детали. Вид заготовки в большинстве случаев в значительной степени определяет дальнейший процесс обработки. Разработка процесса изготовления детали может идти по двум принципиальным направлениям:
- получение заготовки, приближающейся по форме и размерам к готовой
детали, когда на заготовительные цехи приходится как бы значительная доля
трудоемкости изготовления детали и относительно меньшая доля приходится на
механические цехи;
- получение грубой заготовки
основная с большими припусками, когда на
механические цехи приходится доля трудоемкости и себестоимости
изготовления детали. В зависимости от типа производства оказывается рациональным то или иное из указанных направлений или какое-либо промежуточное между ними. Первое направление соответствует, как правило, массовому и крупносерийному производству, так как дорогостоящее современное оборудование заготовительных цехов, обеспечивающее высокопроизводительные процессы получения точных заготовок, экономически оправдано лишь при большом объеме выпуска изделий. Способ изготовления заготовок заключается в следующих операциях: первичная обработка металла, разметка (наметка) металла, резка металла, зачистка, правка деталей и заготовок, подготовка кромок, пробивка отверстий, гибка заготовок и деталей.
Первичная обработка металла. После поступления основных материалов в заготовительном отделении цеха металлы подвергаются предварительной обработке. Операциями такой первичной обработки являются: правка материалов, вырезка заготовок, производимая для облегчения транспортировки и дальнейших операций по изготовлению деталей. Правка металла — устранение деформаций и напряжений в металле различного профиля. Правку проката производят в холодном состоянии на листоправильных и сортоправильных вальцах и прессах, в зависимости от сортамента металла, подлежащего обработке. Для целей первичной обработки наиболее рентабельным способом резки всех сортаментов металла толщиной 5мм и более является газопламенная резка. Это объясняется портативностью аппаратуры и сравнительно высокой экономичностью и универсальностью способа. Более перспективной и производительной является плазменная резка. Процесс резки и рубки также производят с помощью различных инструментов — болгарки или гильотины. Перед подачей материала в заготовительный цех целесообразно произвести очистку его от загрязнений и предварительную правку на складе металлов. Очистка от жиров и ржавчины выполняется механическим или химическим способом. Механический способ — это способ, когда ржавчина и масла удаляются наждачной бумагой или зачистными машинами. Химический способ — это способ, при котором металл очищается от жиров и ржавчины с помощью химических растворов (щелочей).Поверхности присадочного материала, а также кромок детали, которая будет свариваться, зачищается от ржавчины, загрязнений, следов окалин и прочих лишних веществ. Также нужно ликвидировать влагу, масляные пятна и другие химические пленки. При сварке металла в ванне не должно быть ничего неметаллического, что привело бы к образованию брака. Даже относительно небольшие остатки лишних вещей приводят к образованию пор, появлению трещин, созданию напряжений в металле и так далее. Благодаря всему этому, надежность сварного соединения резко снижается. После черновой обработки - правки и в некоторых случаях резки весь прокат, поступающий в заготовительное производство, проходит ряд операций, из которых наиболее часто применяются следующие: разметка (наметка); резка; штамповка; зачистка; правка, подготовка кромок; очистка; образование отверстий, гибка. Разметка (наметка) металла. Прежде, чем подступить к выполнению рабочих операций, изменяющих форму и очертание исходного материала, в большинстве случаев необходимо этот металл разметить. Разметка представляет собой нанесение на металл конфигурации изготавливаемых деталей в натуральную величину. Основной целью этой операции служит обеспечение точных, в соответствии с чертежами, размеров вырезаемых из металла деталей. В качестве оборудования используются разметочные плиты и столы. Средствами для разметки служат разного рода мерительные и чертежные инструменты. Разметку можно производить с помощью рулетки, металлического уголка, циркуля и так далее.Вместо разметки в серийном и массовом производстве применяют наметку. При крупносерийном производстве используют шаблоны, которые изготовленные из листовой стали или фанеры. Наметку производят мелом или маркером. Необходимость разметки либо наметки отпадает в тех случаях, когда последующей операцией является газопламенная резка по контуру или механическая резка металла по упору, либо получение заготовок на портальных установках с программным управлением. Резка металла. В большинстве случаев непосредственно после разметки или наметки следует рабочая операция резки металла. В соответствии с очертаниями вырезаемой детали различают резку прямолинейную и резку криволинейную по копирам. Наиболее универсальным и широко распространенным способом резки незакаливающихся сталей является газопламенная резка. Рентабельность применения этого способа резки ограничивается минимальной толщиной подлежащего резке металла, равной 6 мм. Кислородная резка более тонкого материала по чистоте поверхности реза уступает способам резки на механических станках. Криволинейные резы можно успешно выполнять данным способом только по дуге окружности при толщине металла более 8 мм. С увеличением толщины разрезаемого металла экономические и технические преимущества кислородной резки по сравнению с механической резкой повышаются, и при толщине металла более 25 мм эти преимущества кислородной резки во всех случаях становятся бесспорными. Газопламенная вырезка деталей, как по прямолинейному контуру, так и по криволинейным контурам, может выполняться вручную резаками, на газопламенных машинах или более современными способами. Сравнение эксплуатационных характеристик автоматической, полуавтоматической и ручной кислородной резки, в основном, приводят к следующим данным:
-
- скорость полуавтоматической и автоматической резки выше, чем ручной;
при механизированных способах резки по копирам отпадает необходимость
в предварительной разметке или наметке материала;
- чистота реза повышается с увеличением автоматизации процесса резки и за
счет использования новейших технологий. В этом случае можно сразу производить чистую разделку кромок деталей под сварку. Резка металла на механических станках отличается большой производительностью наряду с высоким качеством получаемого реза. Поэтому для массовых и крупносерийных работ по выполнению прямолинейных резов металла малой и средней толщины следует предпочесть холодную механическую резку газопламенной резке. Для прямолинейной механической резки листового металла наибольшее распространение получили гильотинные ножницы и ножницы для продольной и поперечной резки (пресс - ножницы), которые обрабатывают листовой, полосовой и широкополосный материал толщиной 13-23 мм. Для прямолинейной поперечной резки различных сортаментов профильного металла обычно применяют станки двух типов: пресс - ножницы и ножницы с закрытым зевом. Криволинейные резы тонкого листового металла толщиной не более 6 мм рационально выполнять на роликовых ножницах с двумя дисковыми ножами. Штамповка. Штамповкой называют процесс придания деталям нужной формы и получение определенного документами размера путем механического воздействия на них с помощью давления. Основное направление штамповки – это производство деталей из заготовок, в качестве которых используется листовой прокат. Под действием сдавливающего усилия заготовка подвергается деформации и приобретает нужную конфигурацию. Различают штамповку, выполненную горячим способом с нагревом заготовки и холодным способом без ее предварительного нагрева. Штамповка деталей из листового металла осуществляется без их предварительного нагрева. Деформацию давлением с нагревом заготовки используют при изготовлении деталей из металла, не обладающего достаточной пластичностью, и в основном применяют при производстве небольших партий объемных изделий из металлического листа, имеющего толщину в пределах 5 миллиметров. Технология холодной деформации листового проката с помощью штампов подразумевает изменение формы и размеров изделия с сохранением их первоначальной толщины. В качестве материала для получения штампованных изделий холодным способом используют полосы, листы или тонкую ленту в основном из низкоуглеродистых и легированных пластичных сталей, а также медных, латунных (содержащих свыше 60% меди), алюминиевых, магниевых, титановых и других пластичных сплавов. Применение для штамповки сплавов, обладающих хорошей пластичностью, связано с тем, что они легко поддаются деформационному изменению. Для осуществления холодной штамповки листового металла используют различные операции, которые зависят от поставленной задачи достижения определенной формы заготовки. Их подразделяют на разделительные и формоизменяющие воздействия. При разделительных деформациях материал заготовки частично отделяют по заданному контуру. Отделение осуществляется путем сдвига части металла по отношению к основной заготовке. Такими операциями являются резка, вырубка, пробивка и другие. Зачистка. В целях получения гладких, без заусенцев поверхностей контура штампованных деталей, а также для удаления с поверхности кромок окалины и шлаков, получаемых после вырезки деталей газовым пламенем, кромки зачищают. Эту операцию в большинстве случаев выполняют наждачными кругами. Для этого используют либо шлифовальные машины, либо наждачные станки. Для зачистки от заусенцев мелких деталей применяют очистные барабаны. Правка деталей и заготовок. Выпрямление деталей и заготовок из листового либо широкополосного материала, искривленных в процессе вырезки их газовым пламенем или на механических ножницах, производят на листоправильных вальцах, на прессах или вручную на плите с применением нагрева. Подготовка кромок. Подготовка металла под сварку предполагает обработку кромок, особенно, при работе с толстыми заготовками. В итоге, они должны обрести определенную геометрическую форму, которая будет способствовать более надежному соединению. Подготовка включает в себя обработку угла разделки, ширины зазора, создания притупления, регулировку длины скоса и так далее. Кромки не обрабатываются, если толщина составляет менее 3 мм. При слишком большой толщине без обработки металл может не провариться полностью. Особенно актуально это, если у свариваемых деталей различная толщина. Правильный скос обеспечит плавность перехода между деталями, что снимет напряжение нагрузки при эксплуатации детали. После правильно подобранных параметров нужно еще обеспечить надежную фиксацию. Очистка. Детали, соединяемые посредством сварки плавлением, а также контактной электросваркой в ряде случаев требуют очистки от окалины или окислов. Эта подготовительная операция может быть выполнена одним из способов: -газопламенной обработкой; -пескоструйными либо дробеструйными аппаратами; -переносными наждачными кругами; -травлением в слабом растворе кислоты, последующей нейтрализацией в щелочном растворе, промывкой в горячей воде и просушкой на воздухе. Пробивка отверстий. Операцию, называемой пробивкой, используют для создания в заготовке отверстия разной формы. Часть металла при пробивке из заготовки удаляется совсем, и ее вес уменьшается. Отверстия в металле после предварительной разметки или наметки, либо по упору обрабатывают одним из следующих способов: - сверлением отверстий вручную, либо на сверлильных станках; - продавливанием отверстий на дыропробивных станках; - прожиганием отверстий струей кислорода после предварительного подогрева металла, с последующим рассверливанием полученного отверстия; - вырезание отверстий плазморезом или лазерным резаком; - гидроабразивной резкой; - прожиганием отверстий электрической дугой с последующим рассверливанием. Гибка заготовок и деталей. С помощью операции гибки листовому изделию придается заданная форма его изгиба. В зависимости от вида гибки такая операция дает возможность получать изогнутые изделия разной конфигурации. Гибка листового, полосового и широкополосного металла производится на листогибочных вальцах. Гибке металла на трехвалковых вальцах всегда должна предшествовать предварительная подгибка кромок на кромкогибочном прессе. Помимо гибки листового материала в форму цилиндра, в ряде случаев встречается необходимость гибки по форме иного профиля. Такая гибка при листовом металле толщиной до 1 мм производится исключительно на прессах для отбортовки листов. Для гибки профильного материала используют прессы либо роликовые гибочные станки. Составить технологический процесс на заготовительные операции по примеру в таблице 2.1. Пример: Таблица 2.1 – Подготовка металла к сварке
Наименование операции
Режимы обработки*
Оборудование, инструменты
Технические требования условия
Очистка
Металлическая щетка, ветошь, уайт-спирит, пескоструйная установка
* - при разделительной кислородной резке указать режимы резки.
СБОРОЧНО СВАРОЧНЫЙ ЭТАП
2.2.1. Сборка
Описать последовательность сборки
Требования К СБОРКЕ
Используемые приспособления
Число, размеры, способ простановки прихваток
2.2.2. Сварка
Выбрать, рассчитать основные параметры режима сварки (результат в таблице)
Выбрать и описать 1-2 меры борьбы с деформациями и напряжениями, применительно для своей конструкции
Число слоев, размеры, сварного шва
Описать технику наложения швов
2.2.3 Зачистка – отбивка шлака
Толщина металла, мм
Величина
Тока, А
Род тока
Полярность
Диаметр
Электрода,
мм
Напряжение на дуге, В
Длина дуги, мм
5 мм
110-140
Постоянный
Обратная
3 мм
15-30 В
2-3 мм
3 мм
90-115
Постоянный
Обратная
3 мм
15-30 В
2-3мм
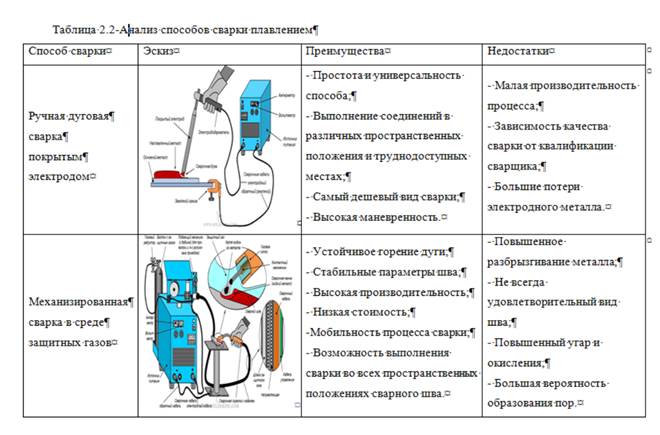
Обоснование способа сборки и сварки Сборка сварных конструкций представляет собой весьма ответственный и трудоемкий процесс. Хорошее качество сборки — первое и необходимое условие высокого качества сварки. При хорошем оснащении сборочных операций приспособлениями и кондукторами затраты времени на сборку сварных конструкций могут быть значительно уменьшены. При выполнении сборочных операций необходимо: -точно выдерживать проектные размеры; -правильно и постоянно выдерживать зазоры; -точно располагать детали по отношению друг к другу в соответствии с проектом; -обеспечивать точное положение плоскостей собираемых элементов под углом их пересечения; -обеспечивать минимальный допуск на смещение поверхностей деталей стыковых соединений. Разработка технологического процесса сборки конструкций тесно связана с выбором рациональных типов имеющихся в цехе приспособлений и проектированием новых приспособлений и кондукторов в зависимости от особенностей изделия и принятого метода сварки. Имеются три подхода к выполнению сборочных и сварочных работ: -полная сборка изделия из всех входящих в него деталей с последующей сваркой всех швов; -последовательное присоединение деталей и их приварка к ранее сваренной части изделия; -поузловая сборка и сварка, когда изделие расчленяют на технологические узлы, которые собирают и сваривают отдельно, а затем из них собирают и сваривают изделие в целом. В зависимости от типа производства, особенностей конструкции и оснащенности сборочного цеха, сборка может производиться на одном неподвижном месте, к которому подаются все детали и узлы, инструмент и приспособления, либо при перемещении изделия от одного рабочего места к другому; при этом на каждом рабочем месте устанавливается определенная деталь или узел. Для определения выбора способа сварки конкретного изделия необходимо произвести конструктивно-технологический анализ. Он включает в себя: -анализ конструкции изделия: вид; габариты; масса; условия эксплуатации; возможность ремонта; основной материал (группа, толщина, способ изготовления, химический состав и механические свойства). -технологический анализ соединений, швов и организации сварочных работ: сварное соединение (вид, тип шва); положение сварки; протяженность шва; конфигурация; доступность шва; нагруженность соединения; степень ответственности; Выбор наиболее целесообразного способа сварки из числа возможных для заданной сварной конструкции или операции разрабатываемого технологического процесса также производится на основе их сравнения с точки зрения экономики. Такие расчеты Вы произведете при выполнении курсового проекта по ПМ.04. Организация и планирование сварочного производства. Сделать выбор и дать обоснование способов сборки и сварки для изготовления предлагаемой конструкции. Пример: Балка Б-114 выполнена из стали ВСт3кп2 по ГОСТ 380-2015. Данная сталь относится к первой группе свариваемости - хорошо свариваемая любыми способами сварки. Толщина детали в месте сварки составляет 6 мм. Общая протяженность сварных швов 28,5м. Место сварки легко доступно. Учитывая все вышеизложенное, для выполнения сварных соединений балки Б-114 максимально возможным по степени механизации способом сварки является сварка полуавтоматом. Ниже в таблице 2.2 проведен анализ возможных вариантов способов сварки плавлением.
Выбор и обоснование сварочных материалов Принцип выбора сварочных материалов характеризуется следующими основными условиями: -обеспечение требуемой эксплуатационной прочности сварного соединения или наплавленного металла; -обеспечение необходимой сплошности сварного шва или наплавленного металла; -отсутствие холодных и горячих трещин; -получение комплекса специальных свойств наплавленного металла или метала шва. Материалы для сварки выбираются в зависимости от типа сварки, также необходимо обратить внимание на вид стали. От качества сварочных материалов напрямую зависит удобство и скорость выполнения сварочных работ. При электрической сварке плавлением применяют следующие сварочные материалы: сварочная проволока, неплавящиеся и плавящиеся электродные стержни, покрытые электроды При ручной сварке конструкционных углеродистых и легированных сталей выбор электродов производится по ГОСТ 9467-75. Этот ГОСТ предусматривает два класса электродов. Первый класс - электроды для сварки углеродистых и легированных конструкционных сталей, требования к которым установлены по механическим свойствам наплавленного металла и содержанию в нем серы. Второй класс регламентирует требования к электродам для сварки легированных теплоустойчивых сталей, и электроды классифицируются по механическим свойствам и химическому составу металла шва. ГОСТ 10052-75 устанавливает требования на электроды для сварки высоколегированных сталей с особыми свойствами. Выбор стальной сварочной проволоки для механизированных способов сварки производится по ГОСТ 2246–70. Он предусматривает выпуск стальной сварочной проволоки для сварки, наплавки диаметром от 0,3 до 12 мм. Сварочная проволока для сварки алюминия и его сплавов поставляется по ГОСТу 7871-75.
Проволоку выбирают с учетом: - способа сварки; - рассчитанных режимов сварки; - применяемого сварочного оборудования; - требуемых свойств сварных соединений; - марки свариваемых сталей.. В качестве защитных газов при сварке применяют инертные газы и активные газы. Инертные газы применяют для сварки корневых швов легированных сталей, а также для сварки высоколегированных сталей, цветных металлов и сплавов. Аргон, предназначенный для сварки, регламентируется ГОСТом 10157-79, поставляется высшего, первого и второго сорта. Аргон второго сорта предназначен для сварки нержавеющих сталей. Гелий поставляется по ГОСТ 20461-75. Для сварки применяется технический гелий с содержанием гелия 99,8%. Наиболее распространенным из активных газов является углекислый газ. По ГОСТ 8050-85 выпускается углекислый газ трех марок: сварочный, пищевой и технический – с содержанием двуокиси углерода соответственно не менее 99,5; 98,8 и 98,5% (сварочный и пищевой углекислый газ со знаком качества - не менее 99,8%). Содержание водяных паров в сварочном углекислом газе при температуре +20оC и давлении 760 мм рт. ст. должно быть не более 0,184 г/м3.Для сварки углеродистых и низколегированных сталей может быть использован пищевой углекислый газ с предварительной осушкой. После обоснования выбора сварочных материалов для принятых в проекте способов сварки необходимо привести в форме таблиц химический состав этих материалов, механические свойства и химический состав наплавленного металла. Пример: Таблица 2.3 - Химический состав сварочной проволоки Св - 08ГС ГОСТ 2246-70 В процентах
C Si Mn Ni Cr Cu S P
0,04 0,03 0,87 - до 0,1 - до 0,012 до 0,014
Таблица 2.4 - Химический состав наплавленного металла В процентах
C Si Mn Ni Cr Cu S P
0,03 0,63 1,52 - до 0,1 - 0,012 0,01423
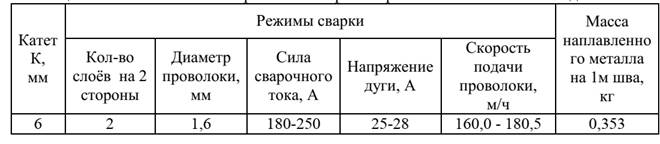
Таблица 2.5 - Механические свойства наплавленного металла 2.4 Подбор режимов сварки Режимом сварки называется группа показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на количество теплоты, вводимой в изделие при сварке. При всех дуговых способах сварки такими характеристиками являются следующие параметры: диаметр электрода, сила сварочного тока, напряжение на дуге, скорость перемещения электрода вдоль шва, род тока и полярность. При механизированных способах сварки добавляют еще один параметр-скорость подачи сварочной проволоки, а при сварке в защитных газах - удельный расход газа. Параметры режима сварки влияют на форму шва, а, значит, и на его размеры: на ширину шва - l; усиление шва - q; глубину шва – h. На форму и размеры влияют не только основные параметры сварки, но и такие технологические факторы, как род и полярность тока, наклон электрода и изделия, вылет электрода, конструктивная форма соединения и величина зазора. В работе необходимо привести в форме таблиц режимы сварки, представить используемые типы соединений при изготовлении сварной конструкции, а также дать описание техники выполнения сварных швов, предложенным способом сварки. Пример: Таблица 2.6 – Режимы механизированной сварки тавровых и нахлесточных соединений
2.3 КОНТРОЛЬНЫЙ ЭТАП
Определить, как будете контролировать требования, которые предъявляли к конструкции:
· Визуальный осмотр – назначение, технология проведения, каких дефектов не должно быть
· Замер размеров - мерительный инструмент
· Керосиновая проба, УЗК и т.д. – при необходимости
Выбор и обоснование контроля качества сварных швов Контроль необходим для предупреждения появления дефектов в швах, а также для определения качества готовых изделий. Контроль производится перед сваркой, в процессе ее и после сварки изделия или узла. Перед сваркой проверяют качество исходных материалов, правильность выбора сварочного оборудования, газовых и электрических приборов. Эту стадию называют предварительным контролем. При сварке проверяют правильность выполнения отдельных операций, соблюдение режимов сварки и соблюдения заданного порядка наложения швов. Систематически проверяют исправность оборудования и приборов. Эту стадию называют операционным контролем в процессе сварки. По окончании сварки проверяют качество швов и готового изделия. Эту стадию называют окончательным контролем сварных швов и готового изделия. Выбор методов окончательного контроля производится в соответствии с ТУ на контроль и приемку сварной конструкции, с требованиями чертежа. Основными способами контроля сварных швов и готовых изделий являются: внешний осмотр и обмер, просвечивание рентгеновскими и гамма лучами, механические испытания и металлографические исследования контрольных образцов, испытания на стойкость швов против межкристаллитной и общей коррозии, испытания на прочность и плотность сварных соединений и швов. Основные критерии, которые должны быть приняты во внимание при назначении и выборе контроля, следующие: - категория ответственности соединений или изделий, связанная с условиями их эксплуатации; недопустимость дефектов, рассчитываемая на основе анализов прочности надежности соединений; - допустимый уровень дефектов, назначаемый, исходя из эксплуатационных и технологических условий и группы ответственности изделия; - чувствительность метода контроля; - производительность контроля; - стоимость контроля; - предполагаемый экономический эффект, за счет уменьшения доли брака. Обосновав выбор метода контроля, необходимо изложить его сущность, преимущества, недостатки, методику контроля и выбрать оборудование и инструменты для его осуществления.
ИСПОЛЬЗУЕМОЕ ОБОРУДОВАНИЕ
СВАРОЧНЫЙ ПОСТ
Привести схему поста выбранного способа сварки с перечислением оборудования
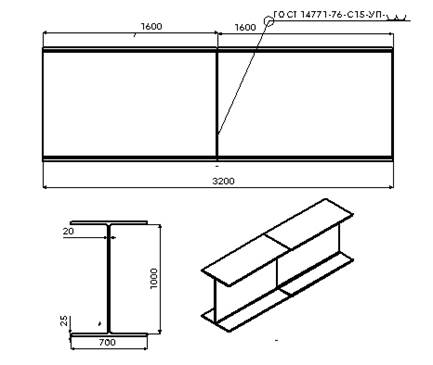 Рисунок 1- Балка двутавровая
Рисунок 1- Балка двутавровая