воск модвлировочный для мостовидных прот»эов применяется для моделирования промежуточной части мостовидных протезов, воссоздания анатомической формы зубов при изготовлении штампованных коронок и содержит парафин (94%), синтетический церезин (4%), пчелиный воск (2%), краситель (0,004%). Выпускается в виде четырехгранных призм размером 6х6х45 мм; имеет температуру плавления 60—75°, усадка составляет 0,1% объема. Воск обладает малой пластичностью, хорошо скоблится.
воск моделировочнын для дуговых протезов используется для изготовления сложных моделей дуговых, шииирующих протезов, кламмеров и других сложных форм. Существует две рецепта воска моделировочного для дуговых протезов. Первый рецепт: парафина 29%, пчелиного воска 65%, карнаубского воска 5%, красителя 0,02%. Втрой рецепт: парафина 78%, пчелиного воска 22%, красителя 0,004%. Выпускается в виде палочек 119
или пластин круглой формы. Температура плавления — 58—60°. Для моделирования деталей дуговых протезов используется стандартная матрица "Формодент", которую заполняют расплавленным воском (первый рецепт).
воск модвлировочнын для вкладок (лаванс) применяется для моделирования вкладок, штифтов, полукоронок и других видов протезов в полости рта. Состоит из парафина (88%), пчелиного воска (5%), кариаубского воска (5%), церезина синтетического (2%), красителя (0,006%). Выпускается в виде палочек разных цветов. Температура плавления 60°С. Усадка при затвердении составляет 0,15% от объема. Обладает повышенной твердостью, хорошо скоблится, затвердевает при температуре 37°С.
Липкий воск применяется для соединения деталей протезов, склеивания частей слепка, модели. Канифоль, которая вводится в его состав, повышает адгезию воска к металлам, фарфору, гипсу. Первый рецепт: канифоли 70%, пчелиного воска 25%, монтанного воска 5%. Второй рецепт: пчелиного воска 66%, канифоли 17%, дамарской резины 17%. Выпускается в виде цилиндрических палочек длиной 82 мм, диаметром 9 мм. Липкий воск плавится при температуре 65—70°С, имеет желто-зеленый цвет, в холодном состоянии становится твердым и хрупким.
6.7. СТОМАТОЛОГИЧЕСКИЕ ФАРФОРОВЫЕ МАССЫ. СИТАЛЛЫ
Для достижения высокой эстетичности коронок и мостовид-ных протезов используются керамические материалы (фарфор). Современный стоматологический фарфор создан в результате совершенствования твердого, то есть бытового фарфора. По своему составу стоматологические фарфоровые массы (СФМ) стоят между твердым фарфором и стеклом.
Основным компонентом СФМ является калиевый полевой шпат (ортоклаз), имеющий из всех натуральных силикатов самую низкую температуру плавления — 1000—1300°. Расплав ортоклаза отличается большой вязкостью и малой текучестью при обжиге, что очень важно для сохранения формы обжигаемого изделия. При охлаждении расплав полевого шпата застывает почти в виде прозрачного стекла.
Кварц — ангидрит кремниевой кислоты с температурой плавления 1400—1600°, кварцевый песок тонкого помола и высокой степени чистоты. При температуре 573°С происходит переход Ь-формы (низкотемпературной) в а-форму (высокотемпературную). При длительном нагревании до высокой температуры кварц превращается в тридимит и кристобаллит. При этом плотность его снижается с 2,65 до 2,32 и происходит увеличение
объема на 14—15%. Кварц упрочняет фарфоровые протезы и способствует снижению усадки массы при обжиге.
Каолин — гидрат кремнекалиевого глинозема. Чистый каолин при смешивании с водой образует вязкотекучее тесто и придает фарфоровой массе пластичность. Образующиеся при этом кристаллы муллита резко снижают прозрачность фарфора.
Плавни (флюсы) — вещества (карбонат натрия, карбонат кальция), понижающие температуру плавления фарфоровой массы. Их содержание в фарфоровой массе — до 25%, температура плавления 600—800°С.
Красители — окислы металлов (двуокись титана, окиси марганца, хрома, кобальта, цинка).
В фарфоровых массах, не содержащих каолина, роль пластификаторов выполняют органические вещества (декстрин, крахмал, сахар), которые полностью выгорают при обжиге.
При 1100—1300°С калиевый полевой шпат превращается в калиевое полевошпатовое стекло. Каолин и кварц имеют более высокую точку плавления, чем полевой шпат, и взаимодействуют со стеклом. При этом каолин образует игольчатые кристаллы муллита, пронизывающие всю массу фарфора, а частицы кварца оплавляются, теряют игольчатую форму, и небольшое количество их переходит в расплав стекла.
Стоматологический фарфор классифицируется на тугоплавкий (1300—1370°); среднеплавкий (1090—1260°); низкоплавкий (870—1065°).
При изготовлении коронок, вкладок, мостоаидных протезов фарфоровый порошок смешивают с дистиллированной водой до консистенции густой кашицы и наносят на матрицу из платиновой фольги или на каркас мостовидного протеза. Кашицу конденсируют, избыток удаляют фильтровальной бумагой, подсушивают у входного отверстия печи и проводят обжиг в режиме,
рекомендуемом заводом-изготовителем.
Таблица t
Виды стоматологического фарфора
| Виды фарфора | Состав | Применение | ||
| Полевой шпат | Кварц | Каолин | ||
| Тугоплавкий | 81% | 15% | 4% | Для фабричного изготовления фарфоровых зубов |
| Среднеплавкий | 61% | 29% | 10% | Для изготовления коронок, вкладок и мосто-видных протезов |
| Низкоплавкий | 60% | 12% | 28% |
Фарфоровая масса "Гамма" предназначена для изготовления макетных коронок при температуре 1100—1110°С.
Масса фарфоровая МК предназначена для облицовки металлических каркасов на основе неблагородных сплавов при изготовлении металлокерамических протезов.
Снталловый материал "Сикор" получают путем кристаллизации расплавленной стекломассы под действием катализаторов (окислы некоторых металлов или их коллоидные частицы). Этот материал имеет высокую прочность и относительно низкую температуру обжига — 860—960°. Обжиг можно вести и на золотой фольге.
Материалы зарубежного производства "Витадур", "Виво-дент", "Керамике" предназначены для изготовления фарфоровых коройок, "Виводент-ИТС", "ВМК-68", "Керамико", "Био-дент" — для металлокерамических протезов.
6.8. ВИДЫИСКУССТВЕННЫХ ЗУБОВ
Пластмассовые искусственные зубы выпускаются в виде наборов: "Эстедент", "Эстедент-2" и "Эстедент-3".
По фасонам, типам и расцветке зубы "Эстедент" и "Эстедент-3" идентичны; "Эстедент-2" отличается повышенной износоустойчивостью и более высокими эстетическими свойствами. В альбоме зубов все фасоны передних и боковых зубов разделены на четыре основные группы и пятую, дополнительную.
В каждой основной группе гарнитуры передних зубов имеют одинаковую ширину а и различаются по высоте h и типам: Q^ Д, О. Высота гарнитура определяется по высоте коронки верхнего центрального резца, ширина гарнитура — по ширине верхних передних зубов 321 1 123. Значения вил приводятся по схеме альбома. Гарнитуры передних зубов всех трех типов выпускаются только для верхней челюсти, но они хорошо артикулируют с нижними того же размера. Нижние зубы изготавливаются одного усредненного типа. Все основные группы содержат по семь гарнитуров верхних передних зубов, по одному — нижних передних и по одному — верхних и нижних боковых.
Из этих зубов комплектуются семь полных гарнитуров по 28 зубов, различных по типоразмерам. Каждая последующая основная группа отличается от предыдущей увеличением размера зубов по ширине и высоте, что соответствует увеличению номера фасона.
Дополнительная группа зубов содержит три гарнитура верхних передних зубов, три гарнитура нижних передних зубов и два гарнитура боковых верхних и нижних зубов. Они отличаются от основных групп формой, размерами и длиной прикорневых участков.
Расцветка зубов состоит из 13 цветов с условной нумерацией с 28-го по 40-й.
Для выбора гарнитура из 28 зубов используют дентомер — приспособление, состоящее из четырех линеек, скрепленных шарниром. Длина каждой линейки соответствует длине верхнего гарнитура из 14 зубов определенной группы альбома. На мерной линейке имеются цифровые обозначения: номер группы альбома, номер гарнитура боковых зубов, линия центра, высота коронок верхних центральных резцов, номера гарнитуров верхних передних зубов, длина верхнего гарнитура из 14 зубов.
Мерную линейку изгибают дугой и прикладывают к модели так, чтобы центральная черточка на линейке совпала с сагиттальной линией модели, а ребро линейки —с отмеченной линией вершины альвеолярного гребня. Выбирают такую линейку, которая краями доходит до бугров верхней челюсти. Номер линейки соответствует номеру группы альбома. Линейку прикладывают к окклюзионному валику и определяют фасон зубов по делениям, совпадающим с отметкой высоты резцов. Тип-зубов определяют с учетом формы лица, цвет — с помощью расцветки.
В некоторых случаях применяются искусственные зубы со сферическими жевательными поверхностями.
6.9. ФЛЮСЫИ ОТБЕЛЫ. ЭЛЕКТРОПОЛИРОВКА ЗУБНЫХ ПРОТЕЗОВ
Большое влияние на прочность паечного шва оказывают условия, в которых происходит паяние. Для получения прочного шва необходима взаимная диффузия расплавленного припоя и металла соединяемых деталей. Расплавленный припой должен обладать хорошей смачиваемостью. Диффузии металлов препятствуют окислы, покрывающие поверхность металлов и особенно активно образующиеся при нагревании, а также различного рода загрязнения. Если не удалить окислы и не предотвратить окисление в процессе нагревания деталей, то паечный шов будет очень непрочным или не образуется совсем.
Для удаления окислов и защиты поверхностей от окисления в процессе паяния применяют поверхностно-активные вещества — флюсы (плавни), способные растворять окисную пленку и всплывать на поверхность расплавленного припоя. К ним относятся тетраборат натрия (бура), борная кислота, канифоль. Выбор флюса производится с учетом температурного режима паяния, флюс должен иметь температуру плавления ниже температуры плавления припоя и не улетучиваться в процессе паяния.
При нагревании металлических сплавов происходит интеи-123
сивное окисление поверхности металла с образованием окиснои пленки — окалины. Удаление окисной пленки (отбеливание) необходимо для качественной шлифовки и полировки. Для отбеливания используются водные растворы кислот или их смеси, которые должны хорошо растворять окисную пленку и как можно меньше реагировать с металлом.
Отбелы для нержавеющей стали: 1) хлористоводородная кислота — 44%, серная кислота — 42%, вода — 34%; 2) хлористоводородная кислота — 47%, азотная кислота — 6%, вода — 47%; 3) хлористоводородная кислота — 5%, азотная кислота — 10%, вода—85%.
Серебряно-палладиевые сплавы отбеливаются в 10—15%-ном растворе хлористоводородной кислоты.
Сплавы на основе золота отбеливаются в 30%-ном растворе хлористоводородной кислоты.
Полировку металлических зубных протезов можно проводить электрохимическим способом. Процесс полировки протекает в сосуде с электролитом, в котором анодом служит зубной протез, а катодом — металлическая пластина. При пропускании постоянного электрического тока происходит растворение анода, причем наиболее интенсивно растворяются выступающие над поверхностью каркаса неровности. Это объясняется свойством электрических зарядов концентрироваться на наиболее выступающих частях анода. Таким образом, в ходе электролиза происходит сглаживание неровной поверхности.
Для электрополировки протезов из кобальтохромоникеле-вых сплавов необходимо иметь коррозионно-устойчивый сосуд (из керамики или пластмассы), электролит, пластину из нержавеющей стали (катод) и источник постоянного тока напряжением до 24 В и силой до 6 А. Состав электролита (в процентах к объему):
Этиленгликоль — 53
Серная кислота (концентрированная) — 12
Ортофосфорная кислота — 12
Этиловый спирт — 12
Вода дистиллированная — 11.
Состав для электрохимического полирования одиночных коронок из коррозионно-стойкой стали 1Х18Н9Т:
Н МС>з плотностью 1,4—40мл
НС1 "-" 1,19—70мл
Н2$С>4 "-" 1,84—230мл
Клей столярный — Юг/л
NaCI — 5—бг/л
Краситель кислотный
(оранжевый) — 5—6 г/л
Раствор нагревают в фарфоровом сосуде до 70—80°С и опускают в нагретый раствор одиночные коронки на 5—20 мин.
Качество обработки возрастает за счет снятия наклепа после механической обработки и достижения зеркального блеска поверхности.
При электрохимическом обезжиривании любых металлов, используемых в стоматологии для протезирования, применяют электролит следующего состава'
Ма^СОз (сода кальцинированная) — 30 г/л Тринатрий фосфат — 30 г/л
Процесс протекает при постоянном токе; в качестве катода используется нержавеющая сталь или свинец; анод — обезжириваемая деталь или каркас протеза; температура раствора — 30—80°С, плотность тока — от 2 до 10 ампер на 1 дм^ площади протеза.
Режим обработки — 1 мин на катоде, 1 мин на аноде, то есть по истечению 1 мин следует изменить полярность источника питания.
Электрохимическое снятие окалины после термообработки с коррозионно-стойких сталей производится с использованием электролита, в состав которого входят:
Нз5С>4 плотностью 1,84—20 г/л НМОз "-" 1,4—20 г/л
Электролит комнатной температуры заливают в сосуд из нержавеющей стали 12Х18Н9Т и проводят процесс при переменном токе Мощность трансформатора питания для всех видов металлических протезов —.250 Вт; напряжение источника питания — 15—24 В.
Для электрохимического полирования одиночных коронок или цельнолитых мостовидных, дуговых и других протезов из нержавеющих хромоникелевых сталей (кроме сплава КХС), используют электролит составом НзРС>4— 1000 г/л H^SO^— 200 г/л
Электролит нагревают до 70—80°С. Протез завешивают на анод, катод — свинец или сталь 12Х18Н9Т Плотность тока на аноде — от 10 до 100 А на 1 дм2 площади протеза, время обработки 1—5 мин
Такое полирование позволяет снимать окалину после термообработки, исключая процесс отбеливания, причем обрабатывается и наружная, и внутренняя поверхность таких корпусных изделий, как коронка Поверхность коронок или протезов, предварительно обработанных прорезиненным кругом в течение 2—3 мин, приобретает зеркальный блеск
6.10. ЕСТЕСТВЕННЫЕ И ИСКУССТВЕННЫЕ АБРАЗИВНЫЕ МАТЕРИАЛЫ
Абразивные материалы, используемые в ортопедической стоматологии, имеют следующие основные характеристики:
твердость, прочность и вязкость; форма абразивного зерна; абразивная способность; зернистость.
Абразивная способность определяется количеством снимаемого вещества до затупления зерен. По абразивным свойствам материалы располагаются в следующем порядке: алмаз, корунд, электрокорунд, естественный корунд, наждак, гранат, кварц.
Абразивные инструменты характеризуются:
1) родом абразивного материала (Э — электрокорунд, Е — корунд естественный, КЧ — карборунд черный, КЗ — карборунд зеленый);
2) номером зернистости (от № 10 до № 320 — порошки, от № 28 до № 45 — микропорошки);
3) классом твердости (ЧМ — чрезвычайно мягкий, ВМ — весьма мягкий, М — мягкий, СМ — среднемягкий, С — средний, СТ — среднетвердый, Т — твердый, ВТ — весьма твердый, ЧТ — чрезвычайно твердый);
4) родом связки (К — керамическая; Б — бакелитовая; В — вулканитовая; С — силикатная);
5) структурой (от 0 до Ne 12).
Связующие материалы, цементирующие абразивные зерна, делятся на неорганические (керамические, силикатные, магнезиальные, стеклоцементные) и органические (вулканитовые, бакелитовые, акриловые).
В состав керамической связки входят шпат, огнеупорная (белая) глина, тальк и добавки — мел, кварц и др. Абразивные круги на этой связке превосходят все остальные по огнеупорности, химической стойкости и не боятся влаги. В то же время они хрупки, сложны в изготовлении и не позволяют работать со скоростью выше 35 м/с.
Бакелитовая связка обладает высокой прочностью, но при температуре 180°С прочность снижается. Допускает скорость шлифования около 50—60 м/с.
Вулканитовая связка содержит каучук с добавлением серы (до 30%), обладает шлифующей и полирующей способностью.
Полировочные абразивные материалы:
Окись железа РедОз (крокус). Не используется для полирования нержавеющей стали, так как ее применение создает условия для последующей коррозии.
Окись хрома СгдОз. По твердости превосходит крокус и с успехом применяется для обработки изделий из нержавеющей стали.
Мел СаСОз. Применяется для полирования металлов и пластиков.
Окись олова 5п0д. Используется для полирования поверхности фарфоровых изделий.
Диатомит (трепел). Представляет собой ископаемые остатки кремнистых панцирей одноклеточных водорослей (диатомей), откладывающиеся на дне озер и морей. Состоит из аморфного кремнезема с примесями кальцита, окислов алюминия, магния, железа и др.
На основе абразивных материалов изготавливают полировочные пасты — композиции тонких полировочных абразивов, поверхностно-активных и связывающих веществ (стеарин, парафин, воск, сало, вазелин). Пасты обозначают по названию основного компонента — хромовая, известняковая, крокусовая. Так, крокусовая паста содержит крокус (35—40 г), стеарин (15 г), парафин (6 г), олеин (20 г). Паста ГОИ разработана Государственным оптическим институтом.
Для полирования применяют круги или конусы из кожи, войлока, полотна, круглые щетки из волоса или ниток.
6.11. НЕКОТОРЫЕ ОБОЗНАЧЕНИЯ, УПОТРЕБЛЯЕМЫЕ В ЗУБОТЕХНИЧЕСКОМ МАТЕРИАЛОВЕДЕНИИ
Поясним некоторые понятия, встречающиеся в литературе по материаловедению.
Хлороводородная кислота НС1. Имеет две торговые марки:
1) соляная кислота техническая;
2) соляная кислота химически чистая.
Техническая соляная кислота — водный раствор хлорово-дорода; концентрация не превышает 36%; плотность — 1,18 г/см3. Имеет желтоватый оттенок. Используется в качестве травителя.
Химически чистая соляная кислота содержит минимум примесей, она прозрачна и бесцветна. Максимальная концентрация хлороводорода — 36%, поэтому для расчетов по действующему веществу следует считать, что концентрированная соляная кислота — это 35%-ный водный раствор хлороводорода.
Кремнезем — природное соединение SiO; в виде песка или кристаллов.
Кристобаллит — чистый кварцевый песок, обработанный при высоких температурах. Различают две торговые марки:
1) кристобаллит-песок;
2) кристобаллит пылевидный.
Кварцевый песок в отличие от кристобаллита имеет не кристаллическую, а аморфную структуру.
Жидкое стекло — водные растворы Na^SiC^ и КдЗЮз. Торговая марка: клей конторский силикатный.
Каолин — природное соединение кремния (белая глина):
А1з0з • SiC>2 • 2НдО.
Глинозем — ^-модификация окисла алюминия А1д0з, имеет температуру плавления 2015°С.
Этилсиликат — продукт реакции этилового спирта и силана:
SiCL + 4С2Н50Н-> (СдНзО)^! + 4НС1 тетраэтоксисипан или этиловый эфир ортокремниевой кислоты Этилсиликат имеет следующие торговые марки:
1)ЭТС-32;
2) ЭТС-40;
3) ЭТС-50.
Число в марке указывает степень конденсации составных частей этилсиликатов (смесей полиэтоксисилоксанов).
Карборунд — соединение кремния с углеродом большой твердости. Получают из кокса (30%); чистого кварцевого песка (52,2%); древесных опилок (10,6%); поваренной соли (1,8%).
Корунд — кристаллическая форма окиси алюминия А^Оз. Порошок мелкого помола называется "минутник" (по времени оседания на дно частиц корунда, например' за 30 минут — № 30).
7. ПРОТЕЗИРОВАНИЕ ДЕФЕКТОВ ЗУБОВ ВКЛАДКАМИ
Под вкладкой понимают протез, предназначенный для восстановления анатомической формы и замещения дефектов твердых тканей зуба. Причинами разрушения зубов могут быть кариес, гипоплазия эмали, повышенная стираемость зубов, клиновидные дефекты, острые и хронические травмы.
Кроме вкладок для закрытия дефектов зубов широко применяется пломбирование. Однако наряду с положительными сторонами пломбирование имеет и недостатки. Изменение объема пломб приводит к появлению щели между стенкой полости и пломбой. Открывающиеся стенки полости могут подвергаться разрушению кариесом. Некоторые пломбировочные материалы не обладают необходимой механической прочностью и быстро изнашиваются. Пломбированием трудно восстанавливать разрушенный режущий край или угол коронки, межзубные контакты. Пломбировочные материалы, как правило, отличаются от естественных зубов из-за ограниченной шкалы расцветок или с течением времени изменяют свой цвет. Нарушение правил пломбирования наряду с указанными недостатка-
ми существенно снижает эффективность терапии кариеса. Именно поэтому протезирование дефектов коронок зубов кариозного и некариозного происхождения во многих случаях оказывается более надежным, чем пломбирование.
Накопленный опыт применения вкладок позволяет изложить следующие их основные преимущества.
Методика протезирования вкладкой предполагает тщательное формирование полости, предупреждающее дальнейшее развитие кариеса. Восстановление анатомической формы и создание межзубных контактных пунктов может быть осуществлено с учетом возрастных и индивидуальных особенностей естественных зубов. Литые вкладки сохраняют свой объем и устойчивы к химическим воздействиям. Точность прилегания вкладки может быть проверена до укрепления ее на зубе фиксирующим материалом. Создание скоса (фальца) по краю полости предохраняет эмалевые призмы от откалывания и тем самым предупреждает образование мелких дефектов, способствуют щих развитию вторичного кариеса. Преимуществом вкладки является также возможность полирования наружной поверхности до цементирования. Это повышает гигиеничность вкладок, облегчает контроль точности прилегания к краям полости. Вкладки могут применяться для опоры мостовидных протезов при протезировании небольших включенных дефектов зубного ряда (не более одного-двух удаленных зубов).
Применение вкладок на зубах, сохранивших пульпу, требует знания зон безопасности, в пределах которых возможно иссечение твердых тканей. Протезирование депульпированных зубов возможно лишь при отсутствии изменений верхушечного периодонта. При наличии периапикальных очагов хронического воспаления корень необходимо пломбировать до верхушки или за нее (по показаниям).
Особый интерес вызывает распределение жевательного давления при применении вкладок. Следует иметь в виду, что распределение упругих напряжений имеет сложный характер, определяющийся геометрической формой зубов, их пространственной и структурной неоднородностью. Изучение этих условий позволяет определять наиболее уязвимые места для пластических деформаций и разрушения твердых тканей зубов и выбирать конструкцию протеза, имеющую оптимальные биомеханические свойства. При обсуждении этого вопроса в специальной научной литературе, как правило, используются данные, полученные методом фотоупругости. Однако теоретический расчет с применением математической модели может дать более полную информацию.
В нашей клинике разработана и реализована программа расчетов упругих напряжений в твердых тканях зуба под воз- 5-2776)29
действием внешней силы (Жулев Е. Н., Махкамов Т. Ю., 1992). Она основана на использовании стандартных систем дифференциальных уравнений теории упругости, которые решаются численно релаксационным методом.
Рассматривалась неоднородная модель зуба в виде параллелепипеда с квадратным основанием и свободными боковыми гранями, жестко закрепленная снизу. Внешняя сила, создающая упругие напряжения, считалась приложенной в средней точке верхней грани и могла быть направлена произвольно. При решении пространство параллелепипеда было разбито на 13х1?х13 = 2197 точек — количество определялось в первую очередь необходимостью произвести вычисления (на персональном компьютере 1ВМ-АТ/386/20) в течение времени, приемлемого для решения задачи.
Результаты расчетов для вертикального компонента тензора упругих напряжений, когда сила приложена в центре верхней грани и направлена под углом 45°, наглядно представлены на рис. 35, где разными типами штриховки показаны зоны сжатия и растяжения. Видно уменьшение упругих напряжений в ткани зуба непосредственно под вкладками плоской формы. Это относится как к областям упругого растяжения, так и сжатия.
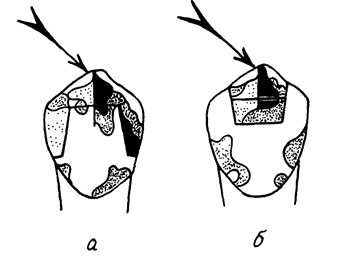
Рис. 35. Распределение упругих напряжений:
а — при применении П-образной вкладки; 6 — при применении комбинированной кладки с декоративным покрытием. Сплошной штриховкой показаны зоны сильною сжатия, точечной -зоны умеренно» сжатия и растяжения (последние обозначены более редкой штриховкой)
Угол направления максимального сжатия становится меньше 45° и зависит от ширины вкладки. Таким образом, вкладка, в случае приложения к ней точечной нагрузки, существенно уменьшает упругие напряжения в живой ткани и тем самым способствует ее сохранению.
Распределение напряжений в вертикальном центральном сечении для однородной П-образной вкладки показано на рис. 35, а, а для комбинированной литой вкладки с декоративным покрытием — на рис. 35, б. Скачкообразные изменения упругих напряжений видны достаточно отчетливо как на границе литой части вкладки и ее декоративного покрытия, так и на границе вкладки с зубной тканью. Растяжение на границах может играть основную роль при нарушении целостности естественного зуба. В рассмотренном примере растягивающее усилие на левом краю границы основной части вкладки и покрытия составляет несколько процентов от приложенной внешней силы. Эта величина существенно зависит от точки приложения и направления внешней силы.
Полученные в настоящей работе результаты имеют практическое значение, поскольку позволяют прогнозировать распределение напряжений не только в твердых тканях зуба при разной величине и форме полости, но также и в пределах самой вкладки, особенно в случаях применения комбинированных конструкций.
7. (.КЛАССИФИКАЦИЯ ДЕФЕКТОВ ЗУБОВ
Развитие кариозного процесса, его локализация и распространение в глубину твердых тканей зуба подчиняются определенным закономерностям. Разрушение зуба кариесом и проникновение полости в толщу зуба определяется прежде всего гистологическим строением эмали и дентина. Локализация процесса обусловлена неодинаковой устойчивостью к кариесу различных зубных поверхностей. В первую очередь поражаются наименее устойчивые из них: фиссуры жевательных зубов, углубления на небной поверхности резцов и щечной поверхности моляров, контактно-апроксимальные и пришеечные поверхности. Другие поверхности зубов, хорошо очищающиеся от остатков пищи и омывающиеся слюной, реже подвергаются поражению кариесом. Их принято называть иммунными зонами.
Типичная локализация кариеса на различных поверхностях зубов позволила систематизировать полости по этому признаку. Наиболее известной является классификация Блека. На основании топографии кариеса и закономерностей его распространения он выделил пять классов дефектов зубов. В первом классе 131
объединены полости, возникающие в фиссурах и естественных ямках, с сохранением всех стенок вокруг полости. Во второй класс входят полости на контактных поверхностях жевательных зубов (моляров и премоляров), а также полости, позднее распространившиеся на жевательную поверхность. Исчезновение межзубного контактного пункта может привести к заболеванию краевого пародонта. К третьему классу относятся полости на контактных поверхностях передних зубов при сохранении режущего края и его углов. Четвертый класс объединяет полости, расположенные на передних зубах и захватывающие частично или полностью режущий край. Восстановление формы зуба пломбой при этом типе дефектов удается редко. К пятому классу относятся дефекты придесневой части зуба — пришееч-ные полости. Характерной для этого класса является тенденция к распространению кариозного процесса вдоль шейки зуба (круговой, или циркулярный, кариес).
Классификация кариозных полостей Блека получила широкое распространение. Однако, на наш взгляд, автором допущены некоторые погрешности. Так, неправомерно объединены в первом классе полости, расположенные в естественных ямках и фиссурах передних и боковых зубов. В связи с разной анатомической формой, а также большими различиями в топографии зон безопасности передних и боковых зубов, включение таких полостей в один класс нецелесообразно. Объединение во втором классе полостей, расположенных на контактной и жевательной поверхностях моляров и премоляров, также вызывает возражения. Принципы формирования таких полостей существенно различаются. Учитывая указанные недостатки классификации Блека и исходя из необходимости строгого соблюдения принципов формирования полостей с учетом их локализации, мы разработали свою классификацию дефектов зубов (Жу-лев Е. Н., 1989) (рис. 36). К первому классу нами отнесены полости, возникающие в фиссурах и естественных ямках и расположенные на жевательных поверхностях премоляров и моляров. Во второй класс объединены полости, возникающие в фиссурах и ямках передних зубов. Третий класс составляют полости, локализующиеся на контактных поверхностях передних или боковых зубов. Четвертый класс — полости, расположенные в придесневой части зуба (пришеечные). Пятый класс — комбинированные полости, захватывающие боковые стенки и жевательную поверхность боковых зубов (премоляров и моляров) (рис. 36, V, а) или боковые поверхности и режущий край передних зубов (рис. 36, V, б). Таким образом, пятый класс, условно говоря, состоит из двух подклассов.