Клепка
Клепкой называется процесс соединения двух или нескольких деталей при помощи заклепок. Этот вид соединения относится к группе неразъемных, так как разъединение склепанных деталей возможно только путем разрушения заклепок.
Заклепочные соединения широко применяют при изготовлении металлических конструкций мостов, ферм, рам, балок, а также в котлостроении, самолетостроении, судостроении и др.
Процесс клепки состоит из следующих основных операций:
образование отверстия под заклепку в соединяемых деталях сверлением или пробивкой;
зенкование гнезда под закладную головку заклепки (при потайной клепке); вставка заклепки в отверстие; образование замыкающей головки заклепки, т. е. собственно клепка.
Клепка разделяется на холодную, т. е. выполняемую без нагрева заклепок, и горячую, при которой перед постановкой на место стержень заклепки нагревают до 1000-1100°С.
Практикой выработаны следующие рекомендации по применению холодной и горячей клепки в зависимости от диаметра заклепок: до d = 8 мм - только холодная клепка; при d = 84÷12 мм - смешанная, т. е. как горячая, так и холодная;
при d > 21 мм - только горячая.
При выполнении слесарных работ обычно прибегают только к холодной клепке. Горячую клепку выполняют, как правило, в специализированных цехах. Холодная клепка широко применяется в самолетостроении.
Преимущество горячей клепки заключается в том, что стержень лучше заполняет отверстие в склепываемых деталях, а при охлаждении заклепка лучше стягивает их. Образование замыкающей головки может происходить при быстром (ударная клепка) и при медленном (прессовая клепка) действии сил.
В зависимости от инструмента и оборудования, а также способа нанесения ударов или давления на заклепку различают клепку трех видов: ударную ручными инструментами;
ударную при помощи клепальных пневмомолотков; прессовую при помощи клепальных прессов или скоб.
Ударную ручную клепку вследствие высокой стоимости, низкой производительности применяют ограниченно; при малом объеме работ или в условиях, когда из-за отсутствия клепального инструмента и оборудования нельзя перейти к ударной клепке при помощи пневмомолотков или к прессовой клепке на прессах или скобах. Клепаные соединения имеют ряд существенных недостатков, основными из которых являются увеличение массы клепаных конструкций; ослабление склепываемого материала в местах образования отверстий под заклепки; значительное число технологических операций, необходимых для выполнения заклепочного соединения (сверление или пробивка отверстий, зенкование или штамповка гнезд под потайную головку, вставка заклепок и собственно клепка); значительный шум и вибрации (колебания) при работе ручными пневматическими молотками, вредно влияющие на организм человека, и др.
Поэтому кроме совершенствования самого процесса клепки применяют и другие способы получения неразъемных соединений, например электрической и газовой сваркой, соединением металлов термостойкими клеями ВК-32-200; ВК-32-250; ИП-9 и др.
Однако в ряде отраслей машиностроения, например в авиастроении, в производстве слесарно-монтажного инструмента клепку еще широко применяют, особенно для соединения конструкций, работающих при высоких температурах и давлениях.
Типы заклепок
Заклепка - цилиндрический металлический стержень с головкой определенной формы. Головка заклепки, высаженная заранее, т. е. изготовленная вместе со стержнем, называется закладной, другая, образующаяся во время клепки из части стержня, выступающего над поверхностью склепываемых деталей, называется замыкающей.
По форме головок различают заклепки: с полукруглой высокой головкой (рис. 280, а) с диаметром стержня от 1 до 36 мм и длиной от 2 до 180 мм; заклепки с полукруглой низкой головкой (рис. 280, 6) со стержнем диаметром от 1 до 10 мм и длиной от 4 до 80 мм; заклепка с плоской головкой (рис. 280, в, слева) со стержнем диаметром от 2 до 36 мм и длиной от 4 до 180 мм и со стержнем диаметром от 2 до 36 мм и длиной от 4 до 180 мм (рис. 280, в, справа); заклепки с потайной головкой (рис. 280, г) со стержнем диаметром от 1 до 36 мм и длиной от 2 до 180 мм и заклепки с полупотайной головкой (рис. 280, д) со стержнем диаметром от 2 до 36 мм и длиной от 3 до 210 мм.
Заклепки изготовляют из материалов, обладающих хорошей пластичностью: сталей Ст2,10; СтЗ,15, меди М3, МТ, латуни Л63, алюминиевых сплавов АМгбП, Д18, АД1, для ответственных соединений из нержавеющей стали Х189Т, легированной стали 09Г2.
Как правило, заклепки должны быть из того же материала, что и соединяемые детали; в противном случае возможно появление коррозии температурного изменения и разрушение места соединения.
Наиболее широкое применение в машиностроении получили заклепки с полукруглой головкой. В некоторых случаях применяют специальные типы заклепок - взрывные (АН- 1504) и с сердечником (АН-831) и др.
Заклепки взрывные (рис. 280, е) имеют в свободном конце стержня углубление (камеру), заполненное взрывчатым веществом, которое защищено от проникновения атмосферной влаги слоем лака. Взрывные заклепки изготовляют диаметром 3,5; 4; 5 и 6 мм из проволоки марки Д18П. Длина стержня взрывных заклепок от 6 до 20 мм, толщина склепываемого пакета от 1,6 -2,5 до 14,1 - 15 мм.
Клепку взрывными заклепками осуществляют в тех случаях, когда нет доступа сделать замыкающую головку. Процесс клепки взрывными заклепками отличается от обычной клепки. Здесь в качестве расклепывающего взрывная двухкамерная инструмента используется электрическии нагреватель 7 (рис. 281).
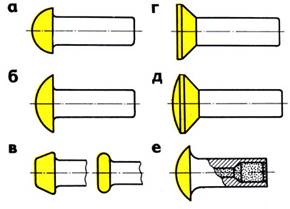
Рис. 280. Виды заклепок: а - с полукруглой высокой головкой, б - с полукруглой низкой головкой, в - с плоской головкой, г - с потайной головкой, д - с полупотайной головкой, е - взрывная двухкамерная
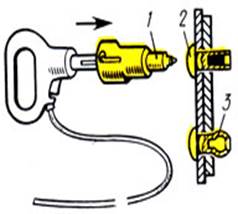
Рис. 281. Клепка взрывными заклепками: 1 - электрический нагреватель, 2 - заклепка до взрыва, 3 - после взрыва
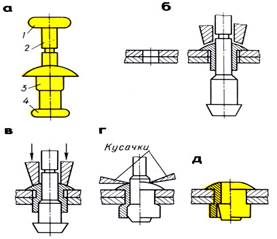
Рис. 282. Клепка трубчатыми заклепками: а - рабочий момент, б - раздача концов заклепки кернером; 1 - заклепка, 2 - расклепанная заклепка, 3 - пистонница, 4 - крючок
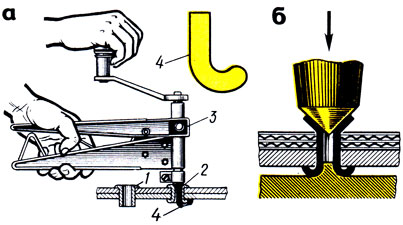
Рис. 283. Клепка заклепками с полым стержнем: а - конструкция заклепки, б - заклепка вставлена в отверстие склепываемых деталей, в - протягивание сердечника сквозь 'пистон' и разапьцовывание сердечника, г - срезание кусачками выступающей части сердечника, д - полностью оформленная заклепка; 1 - закладная головка, 2 - сердечник, 3 - пистон, 4 - замыкающая головка
Клепка взрывными заклепками заключается в том, что в отверстие вставляют заклепку 2 (см. рис. 281), в свободном конце стержня которой имеется камера, заполненная взрывчатым веществом. Легким ударом молотка (в холодном состоянии) заклепку осаживают. Затем на закладную головку накладывают аконечник электрического нагревателя 7. В течение 2 - 3 с заклепка нагревается, и при температуре 130 -160°С заряд взрывается, при этом конец стержня сильно расширяется и образует замыкающую головку 3.
Клепка трубчатыми заклепками заключается в том, что в отверстие устанавливают заклепку 7 (рис. 282, а) с полым.стержнем (пистоном), затем специальным инструментом - пистонницей 3 заклепку осаживают, подтягивают склепываемые детали друг к другу и расклепывают (2). Качество расклепывания (развальцовки) свободного конца стержня для образования замыкающей головки зависит от конструкции, формы и размеров крючка 4 пистонницы, который подбирается по размерам закладной головки, а также в зависимости от силы нажима.
Более просто детали пустотелыми заклепками склепывают так: закладывают заклепку в отверстие на поддержке и раздают концы заклепки ударами молотка по кернеру (рис. 282, б).
Заклепки с сердечником (рис. 283, а) имеют полый стержень ("пистон") 3, в который помещен сердечник 2 с утолщенной частью на конце.
Процесс односторонней клепки заклепками с полым стержнем ("пистоном") осуществляют в таком порядке:
закладную головку сердечника вставляют в прорезь специального захватывающего наконечника ручных клещей или ручного пресса и вставляют в отверстие склепываемых деталей (рис. 283, 6);
при помощи клещей или ручного пресса сердечник протягивают сквозь "пистон" (рис. 283, в). При этом утолщенная часть сердечника раздает стенки "пистона" и впрессовывает его в стенки отверстия, а при дальнейшем протягивании замыкающая головка сердечника входит в "пистон" и развальцовывает его;
выступающую часть сердечника срезают кусачками (надкусывают) (рис. 283, г), получая полностью оформленную заклепку (рис. 283, д).
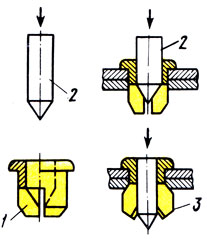
Рис. 284. Заклепка ЦАГИ
Заклепки с сердечником изготовляют двух типов: с потайной и полукруглой головками. Наружный диаметр пистона от 3,5 до 5 мм. Этот тип заклепок применяют для соединения деталей, подвергающихся незначительной нагрузке.
Заклепки ЦАГИ, как и заклепки с сердечниками, состоят из двух частей: пистона 7 (рис. 284) и сердечника 2 (из стали ЗОХМА), который закаливается. Пистон с сердечником вставляют в отверстие, а затем ударами молотка забивают сердечник в пистон, у которого при этом отгибаются разрезанные концы, образующие замыкающую головку 3.
Виды заклепочных соединений. Инструменты и приспособления для клепки
Место соединения деталей заклепками называется заклепочным швом (рис. 285).
В зависимости от характеристики и назначения заклепочного соединения заклепочные швы делят на три вида: прочные, плотные и прочно-плотные.
Прочный шов применяют для получения соединений повышенной прочности. Прочность шва достигается тем, что он имеет несколько рядов заклепок. Эти швы применяют при клепке балок, колонн, мостов и других металлических конструкций.
Плотный шов применяют для получения достаточно плотной и герметичной конструкции при небольших нагрузках.
Соединения с плотным швом выполняют обычно холодной клепкой. Для достижения необходимой герметичности шва применяют различного рода прокладки из бумаги, ткани, пропитанные олифой или суриком, или подчеканку шва. Эти швы применяют при изготовлении резервуаров, не подвергающихся высоким давлениям (открытые баки для жидкости), некоторых других изделий.
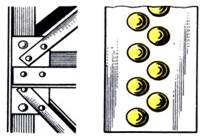
Рис. 285. Внешний вид заклепочных швов
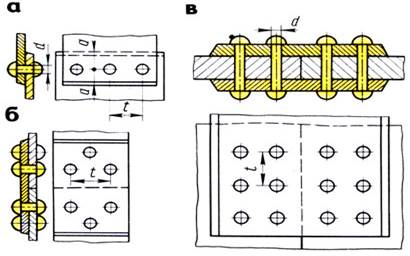
Рис. 286. Заклепочные швы: а - нахпесточный, б - стыковой, в - с двумя накладками
Прочно-плотный шов применяют для получения прочного и вместе с тем непроницаемого для пара, газа, воды и других жидкостей соединения, например в паровых котлах и различных резервуарах с высоким внутренним давлением.
Прочно-плотные швы выполняют горячей клепкой при помощи клепальных машин с последующей подчеканкой головок заклепок и кромок листов.
В каждом заклепочном соединении заклепки располагают в один-два и более рядов.
В зависимости от расположения соединяемых деталей различают соединения (нахлесточные) (рис. 286, а), в которых край одного листа накладывается на край другого;
соединения {стыковые), которые характеризуются тем, что соединяемые детали своими торцами плотно примыкают друг к другу и соединяются при помощи одной или двух накладок (рис. 286, б, а).
Инструменты и приспособления для клепки. Различают клепку ручную, механизированную, при которой применяют пневматические клепальные молотки, и машинную, выполняемую на прессах одинарной и групповой клепки.
При ручной клепке применяют слесарные молотки с квадратным бойком (см. рис. 62), поддержки, обжимки, натяжки и чеканки.
Массу молотка выбирают в зависимости от диаметра заклепки:

Поддержки являются опорой при расклепывании стержня заклепок, форма и размеры поддержек зависят от конструкции склепываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3 - 5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце. Натяжка применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
Ручная клепка
Независимо от применяемых инструментов и приспособлений склепываемые детали располагают таким образом, чтобы закладные головки заклепок находились сверху. Это позволяет вставлять заклепки предварительно.
Необходимое количество, диаметр и длину заклепок определяют расчетным путем. Длину стержня заклепки выбирают в зависимости от толщины склепываемых листов (пакета) и формы замыкающей головки.
Длина части стержня заклепки для образования замыкающей потайной головки принимается (рис. 287, а);
I = S + (0,8÷1,2)d,
где I - длина стержня заклепки, мм; S - толщина склепываемых листов, мм; d - диаметр заклепки, мм.
Для образования замыкающей полукруглой головки (рис. 287, б);
I = S + (1,2÷1,5)d;
Расстояние от центра заклепки до края склепываемых листов должно составлять 1,5d заклепки.
В зависимости от диаметра заклепки отверстия в склепываемых листах (пакетах) сверлят или пробивают. Диаметр отверстия должен быть больше диаметра заклепки в такой зависимости:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр отверстия, мм 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
Различают два вида клепки: с двусторонним подходом, когда имеется свободный доступ как к замыкающей, так и закладной головке, и с односторонним подходом, когда доступ к замыкающей головке невозможен. В связи с этим различают два метода клепки: открытый, или прямой, и закрытый, или обратный.
Прямой метод клепки характеризуется тем, что удары молотком наносят по стержню со стороны вновь образуемой, т. е. замыкающей, головки. Клепка прямым методом начинается со сверления отверстия под заклепку (рис. 288, а). Затем в отверстие вводят снизу стержень заклепки и под закладную головку ставят массивную поддержку 2 (рис. 288, б). Склепываемые листы осаживают (уплотняют) при помощи натяжки 7, которую устанавливают так, чтобы выступающий конец стержня вошел в ее отверстие. Ударом молотка по вершине натяжки осаживают листы, устраняя зазор между ними.
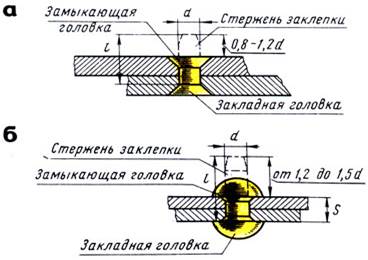
Рис. 287. Элементы заклепки: а - с потайной головкой, б - с полукруглой головкой
После этого расклепывают стержень заклепки. Так как при расклепывании металл упрочняется, стремятся к возможно меньшему числу ударов. Поэтому сначала несколькими ударами молотка осаживают стержень (рис. 288, в), затем боковыми ударами
молотка придают полученной головке необходимую форму (рис. 288, г), после чего обжимкой 3 окончательно оформляют замыкающую головку (рис. 288, д).
При выполнении шва с потайными головками под закладную головку ставят плоскую поддержку, ударяют точно по оси заклепки.
Во избежание образования неровностей клепку выполняют не подряд, а через два-три отверстия, начиная с крайних, после чего производят клепку по остальным отверстиям.
Обратный метод клепки характеризуется тем, что удары молотком наносят по закладной головке. Обратный метод применяют при затрудненном доступе к замыкающей головке. При работе по этому методу стержень заклепки вводят сверху (рис. 289, а), поддержку ставят под стержень. Молотком ударяют по закладной головке через оправку (рис. 289, б), формируя при помощи поддержки замыкающую головку. Качество клепки по этому методу несколько ниже, чем по прямому.
Клепку по обратному методу выполняют также взрывными и трубчатыми заклепками (особые виды клепки).
Способ клепки ВИ-Таумель (разработан и широко применяется в Швейцарии). Головка Таумель, в которой помещается обжимка, вращается вокруг оси заклепочною стержня,
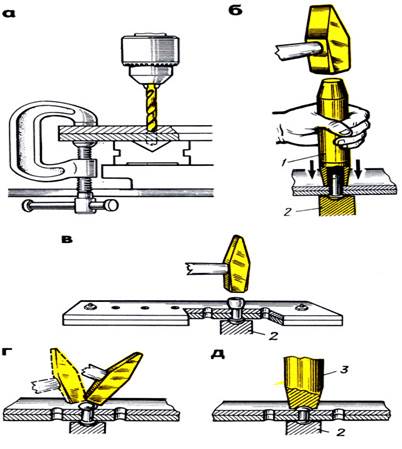
Рис. 288. Процесс клепки прямым методом: a - сверление отверстия, б - осаживание склепываемых листов при помощи натяжки, в - осаживание стержня заклепки, г - придание формы замыкающей головке при помощи молотка, д - окончательное оформление замыкающей головки при помощи обжимки; 1 - натяжка, 2 - поддержка, 3 - обжимка
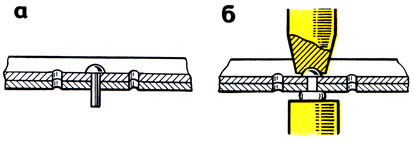
Рис. 289. Процесс клепки обратным методом: а - вставка заклепки в отверстие, б - оформление замыкающей головки
Таким образом, продольная ось обжимки описывает в пространстве конус, вершина которого расположена в середине замыкающей головки. Благодаря этому возникает движение прецессии, причем исключается всякое скольжение между обжимкой и заклепочным стержнем так, что обжимка обкатыванием геометрически воспроизводит свою форму на заклепке. Прижимное усилие по линии касания между инструментом и заклепочной головкой слегка превышает предел прочности (при сжатии) обрабатываемого материала.
Замыкающая головка заклепки образуется постепенной деформацией материала, так как при каждом проходе линии касания обжимки прокатывается лишь малое количество заклепочного материала. Благодаря этому в противоположность другим способам клепки материалу обеспечивается оптимальная текучесть.
Способ клепки ВК-Таумель имеет преимущества: бесшумность, сохранность гальванических покрытий, несмотря на деформацию; возможность обработки даже цементованных заклепок; получение гладкой поверхности замыкающей головки благодаря движению прецессии клепального инструмента в противоположность точечной или радиальной клепке, при которых на поверхности замыкающей головки образуется множество фасеток; простота и надежность способа, не требующего высококвалифицированного труда; высококачественное соединение; простота изготовления обжимок.
Механизация клепки
Клепку крупногабаритных деталей выполняют широко при помощи пневматических и меньше электрических молотков.
Пневматические клепальные молотки работают под действием сжатого воздуха. Они делятся на две группы: с золотниковым распределением, которые широко применяются, и с клапанным распределением. Пневматические молотки выпускают с замкнутой и незамкнутой рукояткой без Гасителя вибрации (модели 53КМ-5, 55КМ-10, 6КМ) и с гасителем вибрации (модели 62КМ-6 и 62КМ-7), Применяют также молотки с незамкнутой рукояткой и пистолетного типа без гасителя вибрации (56КМП-3) и с гасителем вибрации (57КМП-4, 57КМП-5, 57КМП-6). Клепальный молоток 57КМП-4 имеет корпус 7 (рис. 290) и рукоятку 7 7, в которую вмонтированы пусковое устройство и ниппель 15 для подключения шланга для сжатого воздуха. В корпусе находится стакан 6, цилиндр 5 с поршнем и золотник 7 с крышкой В. Воздух поступает через пусковой клапан 74, крышку и золотник 7 в рабочую камеру, расположенную над поршнем.
При нажатии пальцем на курок 10 последний рычагом 12 воздействует на толкатель 13, открывающий вход воздуху в пусковой клапан 74. В этот момент поршень идет вниз и производит осадку заклепки, а золотник открывает отверстие для прохода сжатого воздуха через клапаны в нижнюю часть цилиндра под поршень и заставляет его перемещаться вверх. Пружина 9 служит для поглощения отдачи поршня с целью предохранения работающего от вредных вибраций, а пружина 3 предохраняет обжимку от выпадания.
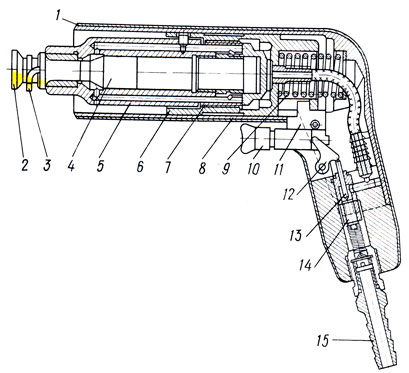
Рис. 290. Клепальный пневматический молоток: 1 - корпус, 2 - ударник, 3,9 - пружина, 4 - молоток, 5 - цилиндр, 6 - стакан, 7 - золотник, 8 - крышка, 10 - курок, 11 - рукоятка, 12 - рычаг, 13 - толкатель, 14 - клапан, 15 - ниппель
При работе пневматический молоток держат за рукоятку правой рукой и большим пальцем нажимают на курок для пуска сжатого воздуха. Левой рукой клепальщик обхватывает ствол молотка или обжимку, которую удерживает на головке заклепки. Клепку пневматическим молотком осуществляют двое: один выполняет клепку, второй является подручным.
Машинная клепка
Большой объем работ по клепке выполняют на специальных клепальных машинах, пневматических и гидравлических прессах. Машинная клепка имеет следующие преимущества:
высокая производительность труда; высокое качество клепки - хорошее обжатие стержня и заполнение отверстия, а также формирование головки безукоризненной формы;
незначительный процент брака (в сравнении с браком при ручной и пневматической клепке);
почти полная ликвидация физического труда;
меньшее число занятых рабочих. Клепальные машины изготовляют стационарными и переносными. Первые имеют несколько большую производительность, но и недостатки: изделие должно перемещаться по мере постановки заклепки, что при громоздких конструкциях требует устройства специальных рольгангов, а значит, дополнительных площадей.
Пневматические клепальные машины стоят дешевле гидравлических. Они выпускаются передвижными, но могут быть и стационарными.
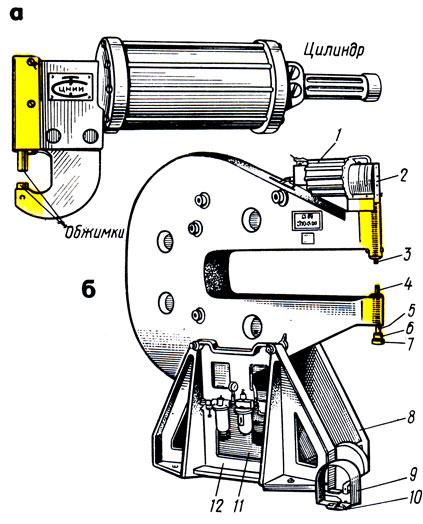
Рис. 291. Прессы: а - ручной переносный пневматический ПРП5-2, б - пневматический стационарный КП-204М; 1 - пневматический цилиндр, 2 - скоба, 3,4 - обжимки, 5 - упор, 6 - стопорная гайка, 7 - рукоятка стопорной гайки, 8 - тумба, 9 - ограждение педали, 10 - педаль, 11 - автоматическая масленка, 12 - фильтр
Ручной переносный пневматический пресс ПРП5-2 (рис. 291, а) широко применяют при одиночной клепке, особенно в труднодоступных местах. Производительность его в пять раз выше производительности пневматического молотка. На этом прессе клепают детали общей толщиной до 4 мм стальными заклепками наибольшего диаметра 4 мм и заклепками из дюралюминия 5 мм.
Пресс имеет пневматический цилиндр и клиновой механизм, при помощи которого преобразуется движение поршня в рабочее движение обжимок.
Пневморычажный стационарный пресс КП-204М (рис. 291, 6) применяют при одиночной клепке деталей стальными заклепками (сталь 15) диаметром до 5 мм и заклепками из дюралюминия (Д1, Д6) диаметром 6 мм.
Силовой агрегат благодаря воздухораспределительному устройству осуществляет в определенной последовательности подачу сжатого воздуха в различные камеры пневматических цилиндров, чем обеспечиваются автоматические рабочие и обратные ходы. Рычажная система создает усилие на плунжере, необходимое для расклепывания заклепок.
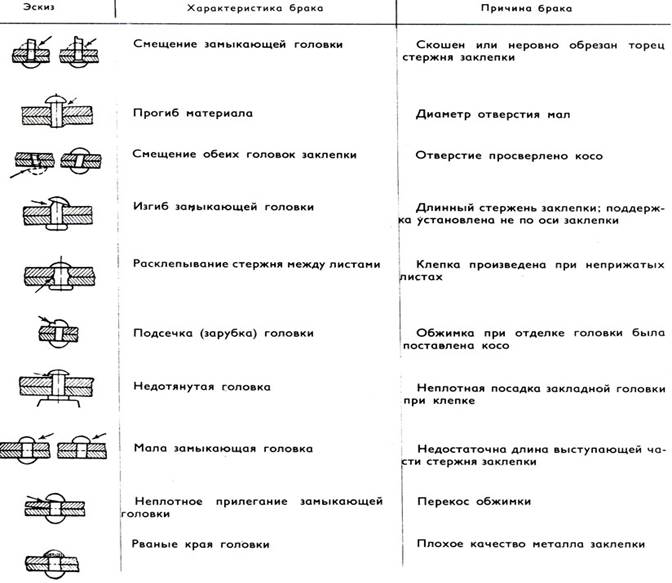
Таблица 6. Виды и причины брака клепки
Сжатый воздух из воздушной магистрали к автоматической масленке поступает через фильтр 12, в котором удаляются имеющиеся в воздухе примеси.
Для склепывания деталей различной толщины или при использовании заклепок другого диаметра упор 5 перемещают по оси, вращая рукоятку 7, которая стопорится гайкой 6. Правильную форму замыкающей головки и сжатие склепываемых деталей достигают действием обжимками 3 и 4.
Пресс пускают в действие нажатием ноги на педаль 10. Большой зев и вылет скобы пресса допускают клепку деталей различных размеров. Конструкция пресса допускает установку скобы в вертикальном положении, что очень oважно при клепке плоских деталей больших размеров.
Виды и причины брака клепки. Наиболее распространенные виды брака при клепке Приведены в табл. 6.
У плохо поставленной заклепки срубают головку, а затем бородком выбивают стержень. Заклепку можно также высверлить. Для этого закладную головку накернивают и сверлят на глубину, равную высоте головки. Диаметр сверла берут немного меньше диаметра заклепки. Недосверленную головку надламывают бородком, затем выбивают заклепку.
Способы проверки качества соединения. После сборки заклепочные соединения подвергают тщательному наружному осмотру: проверяют состояние головок заклепок и склепанных деталей. Плотность прилегания соединенных деталей определяют щупом.
Головки заклепок и расстояние между ними проверяют шаблонами.
Заклепочные соединения, требующие герметичности, подвергают Гидравлическим испытаниям путем нагнетания насосом жидкости под давлением, превышающим нормальное на 5 - 20%. Места соединения, дающие течь, подчеканивают.
Зачеканивание
Заклепочные швы не могут быть абсолютно непроницаемыми, что объясняется наличием неровностей и шероховатостей на поверхности склепанных листов, вследствие чего в шве остаются воздушные прослойки и каналы, через которые может проходить жидкость или газ. Поэтому для абсолютной плотности и непроницаемости стыки заклепочных швов и головок уплотняют. Способ обработки металла давлением, при котором на заготовку наносят неглубокий рельеф сильным нажатием инструментом, имеющим выступы (чеканом), называется чеканкой.
Кромки толщиной менее 5 мм не зачеканивают, так как такая тонкая кромка не уплотняется, а выпучивается.
Если в клепанной конструкции, выполненной из листовой стали толщиной менее 5 мм, необходимо добиться непроницаемости, то между листами прокладывают уплотнительную прокладку, а затем листы склепывают. В качестве прокладки применяют полосу парусины, пропитанную жидким суриком. Если уплотняемая среда разъедает сурик (например, нефть), применяют тонкую стальную сетку, которую обмазывают специальной замазкой (шеллак и белила на древесном спирте).
На рис. 292, а показан вид кромки, обработанной одним острокромочным чеканом, и сам инструмент. Первый раз кромку проходят, придерживая чекан так, чтобы тупой угол бойка был обращен к нижнему листу..При этом в кромке выбивается канавка и металл отжимается к нижнему листу, заполняя зазор (если он есть) и усиливая контакт склепанных листов на полосе шириной n. Затем этот чекан поворачивают тупым углом вверх и обрабатывают им подчеканенную кромку, подбирая (поджимая) ее нижний край и окончательно уплотняя зазор; при этом увеличивается ширина n полосы плотного контакта и верхний лист начинает пружинить, с силой прижимая участок кромки к нижнему листу (рис. 292, б).
Этот способ имеет два недостатка: его выполнение требует большой аккуратности и внимательности, так как возникает опасность повреждения нижнего листа при первой и особенно при второй операции, когда к этому листу чекан обращен острым углом; ширина n уплотнительной полосы незначительна.
Повреждения листа при зачеканивании в виде зарубов, насечек и забоин сглаженного (плавного) и резкого характера (рис. 292, б), кажущиеся на первый взгляд весьма незначительными, в действительности резко снижают надежность и прочность изделия. Несмотря на то что повреждения расположены только на отдельных участках и глубина мала по сравнению С толщиной листа, опасность этих повреждений велика. Всякие поверхностные повреждений являются очагами коррозионного разъедания, еще больше ослабляющими металл. Во многих изделиях повреждения листов в процессе зачеканивания совершенно не допускаются и изделия бракуются. Поверхностные повреждения заваривать нельзя.
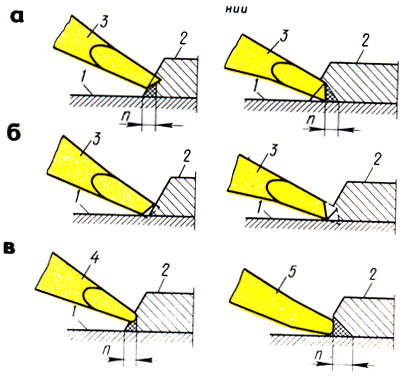
Рис. 292. Способы зачеканивания кромки: а - острокромочным чеканом, б - повреждения поверхности листа (зарубы), в - тупокромочным чеканом; 1 - нижний лист, 2 - верхний лист, 3 - острокромочный чекан, 4 - чекан с закругленным бойком, 5 - чекан с тупыми кромками; n - ширина участка уплотнения при зачеканивании
Зачеканиваемая двумя тупокромочными чеканами кромка и применяемый инструмент показаны на рис. 292, в. В первый раз кромку обрабатывают чеканом с закругленным бойком и в нижней его части выбивают вогнутую канавку. При этом металл кромки отжимается к нижнему листу и несколько вдоль его. Последнее обстоятельство позволяет получить более широкую полосу плотного контакта кромки с нижним листом. Ширина полосы плотного контакта при тупокромочном способе зачеканивания на одну треть больше, чем при острокромочном способе. Это объясняется очень малым наклоном чекана к горизонтали (рис. 292, в). Второй проход кромки выполняют чеканом с плоским бойком, которым окончательно уплотняют отжатый к листу металл.
Преимуществом тупокромочного способа зачеканивания является: более широкая полоса плотного контакта кромки, а также полное отсутствие опасности повредить нижний лист, что особенно важно для плотно-прочных швов.
Безопасность труда при клепке. При клепке следует выполнять общие требования техники безопасности (работать исправным инструментом, на рабочем месте не должно быть ничего лишнего и т. д.).
Для защиты от шума при клепке пневматическими молотками применяют противошумные наушники.
При ручной клепке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканки.
Массу молотка выбирают в зависимости от диаметра заклепки. Например, для заклепки диаметром 2 мм применяют молоток массой 100 г, а для заклепки диаметром 5 мм – массой 400 г.
Диаметр заклепки выбирают в зависимости от толщины пакета склепываемых листов по формуле
d = 2 s.
Диаметр отверстия под заклепку должен быть больше диаметра заклепки на 0,1...0,2 мм при точной сборке и на 0,3...1,0 мм при грубой сборке. При выборе диаметра сверла для отверстия под заклепку можно пользоваться следующими данными:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
Качество клепки определяют наружным осмотром, плотность прилегания соединенных деталей проверяют щупом, форму и размеры замыкающих головок, а также расстояние между ними – шаблонами. Наиболее характерные виды брака при клепке: смещение и изгиб замыкающей головки, прогиб металла, недотяжка металла, неплотное прилегание замыкающей головки, малый размер замыкающей головки, рваные края головки и т.п.
Бракованную заклепку срубают зубилом, а затем бородком выбивают стержень. Заклепку можно также высверлить сверлом несколько меньшего диаметра, чем заклепка. Для этого закладную головку накернивают и сверлят на глубину, равную высоте головки. Недосверленную головку надламывают бородком или зубилом, а затем выбивают заклепку.