При эксплуатации дизельного двигателя в системе питания могут возникнуть неисправности, основными признаками которых являются: двигатель не пускается, работает с перебоями и дымлением, не развивает номинальной мощности, работает жестко, со стуками, не изменяет частоту вращения коленчатого вала, повышается расход топлива.
Неисправности в системе питания возникают из-за отказов и повреждений приборов и топливопроводов в магистралях низкого и высокого давления. К основным неисправностям в магистрали низкого давления относятся нарушения герметичности или засорение топливопроводов и фильтров, а также нарушение работы насоса низкого давления, что приводит к недостаточной подаче топлива к насосу высокого давления.
Неисправности в магистрали высокого давления сводятся к нарушениям нормальной работы насоса высокого давления и форсунок. Они вызывают чаще всего затрудненный пуск двигателя, перебои и неравномерность в работе цилиндров, потерю мощности двигателя, повышенную дымность отработавших газов, отказы в регулировании частоты вращения коленчатого вала.
Специфичность ремонта топливной аппаратуры дизельных двигателей объясняется наличием в ней прецизионных (высокоточных) пар. Детали каждой из этих пар не являются взаимозаменяемыми и поставляются заводами попарно. Поэтому при износе деталей, входящих в прецизионную пару, их ремонтируют или заменяют комплектами.
Необходимость в разборке и ремонте топливного насоса выявляют во время его предварительного испытания. Основными деталями топливного насоса, состояние которых влияет на его работоспособность, являются детали прецизионных пар; плунжер-гильза, нагнетательный клапан--гнездо (седло) клапана. Плунжерная пара изнашивается под воздействием твердых абразивных частиц, находящихся в топливе, вследствие плохой его гильзы имеет местный характер.
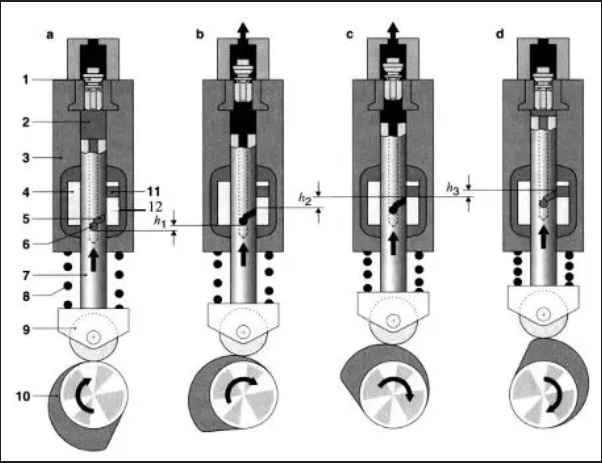
Наибольший износ плунжера в виде матовых пятен наблюдается на участке поверхности у верхней кромки против впускного отверстия и у косой кромки против отсечного отверстия. На внутренней поверхности гильзы наибольшему износу подвержены места вокруг впускного и отсечного отверстий. При зазоре между плунжером и втулкой свыше 10 мкм вместо 1,5…2,5 мкм у новой пары необходима их замена.
Измерить столь малые местные износы или зазоры трудно, поэтому определение технического состояния плунжерной пары проводят косвенным путем следующим образом: вставив плунжер в гильзу и закрыв в ней пальцами отверстие, постепенно выводят плунжер из гильзы, создавая в ее внутренней поверхности разрежение, если после этого плунжер отпустить, то он должен за счет разности давлений возвратиться в исходное положение без всяких признаков заедания. Состояние плунжерной пары проверяется специальным прибором по скорости просачивания топлива. Установленную в прибор гильзу заполняют до краев смесью, состоящей из двух частей зимнего дизельного масла и одной части дизельного топлива. Плунжер, вставленный в гильзу, нагружают специальным рычагом. По мере просачивания смеси через зазор между плунжером и гильзой плунжер будет опускаться, а когда косая кромка сравняется с отсечным отверстием, он резко «провалится». Время в секундах от начала погружения до его проваливания является характеристикой плотности плунжерной пары. Пары, имеющие плотность менее 3 с, выбраковываются. По развиваемому давлению, определяемому максиметром или манометром на собранном насосе, судят о техническом состоянии плунжерной пары.
Изношенные плунжеры и гильзы восстанавливают притиркой и хромированием. При.этом вначале их притирают с помощью чугунных разрезных притиров до выведения следов износа. Затем плунжер хромируют и притирают по гильзе до получения нормального сопряжения прецизионной пары. При притирке плунжеру, установленному в патроне небольшого станка или закрепленному особым захватом на валу электромоторка, сообщают вращательное движение. Гильзу удерживают в руках и равномерно перемещают вдоль плунжера, на который нанесен слой пасты. Применяя различные номера пасты ГОИ (вначале грубые, затем тонкие), доводят рабочие поверхности до такого состояния, при котором становятся незаметными риски и круговые линии.
Восстановление изношенных плунжеров и гильз можно производить и без хромирования. Для этого изношенные гильзы и плунжеры раскомплектовывают и подбирают в пары заново так, чтобы диаметр плунжера был несколько больше диаметра гильзы. Затем с помощью чугунного разрезного притира доводят плунжер до диаметра, примерно соответствующего внутреннему диаметру гильзы, с которой он должен быть скомплектован. Окончательную притирку плунжера производят по гильзе. Несмотря на то что при этом способе восстановления часть деталей в пары скомплектовать не удается, этот метод ремонта прецизионных пар может быть рекомендован для тех ремонтных мастерских, которые не располагают установками для хромирования.
Нагнетательный клапан и его седло также изнашиваются под действием твердых частиц, находящихся в топливе. В результате износа запорных конических фасок клапана и седла нарушается герметичность пары. Износ поверхности отверстия в седле клапана приводит к подтеканию и закоксовыванию форсунки, увеличению количества топлива, подаваемого насосным элементом.
Притирка обратного клапана выполняется так же, как и клапанов двигателя. Ее производят вручную при помощи оправок, показанных на рис. 1. Пасту наносят в небольших количествах только на фаску, чтобы исключить возможность ее попадания на разгрузочный поясок клапана. Притертый клапан должен садиться на свое гнездо под действием собственной массы из любого положения. Плотность посадки клапана проверяют опрессовкой сжатым воздухом или дизельным топливом на специальном приспособлении.
Отремонтированный и собранный топливный насос обкатывают, испытывают и регулируют на испытательных стендах СДТА-1 и СДТА-2. Во время обкатки проверяют давление топлива, отсутствие ненормальных шумов, стуков, заеданий, подтекания топлива, масла и при необходимости устраняют замеченные неисправности. Испытывают и регулируют топливный насос в определенной последовательности. Вначале регулируют ход рейки, проверяют и налаживают регулятор топливного насоса. Затем проверяют и регулируют количество топлива, подаваемого насосными элементами, угол начала впрыска топлива. После этого рекомендуется снова проверить количество топлива, подаваемого насосными элементами.

Нарушения в работе форсунок чаще всего являются следствием износов и других неисправностей деталей распылителей. Износ деталей вызывается твердыми частицами, находящимися в топливе, протекающем через форсунку.
К характерным дефектам прецизионной пары корпус распылителя, игла распылителя (рис. 2) относятся закоксовывание ее деталей, увеличение зазора между иглой и корпусом, износ торца иглы и донышка распылителя у отверстия.

Нагар и грязь с деталей распылителя после их размягчения бензином очищают деревянными или латунными «чистиками». Категорически запрещается для очистки пользоваться стальными инструментами (ножами, шабером, проволокой и т.д.), а также наждачной бумагой.
Восстановление необходимого зазора между иглой распылителя и его корпусом производят притиркой иглы до выведения следов износа с последующим хромированием и притиркой иглы к корпусу распылителя. Кроме того, восстановление может производиться перестановкой иглы с одного распылителя в другой. При этом к распылителю подбирают иглу с несколько увеличенным диаметром так, чтобы она перемещалась в корпусе с трудом.
Подобранные таким образом детали притирают друг к другу с помощью паст ГОИ, наносимых на притираемые поверхности. Нормально притертые детали, смазанные профильтрованным дизельным топливом, должны обеспечивать такую посадку, при которой под действием собственной массы игла плавно опускается в отверстие корпуса.
Плотность посадки торца распылителя на его донышко восстанавливают раздельной притиркой этих деталей к чугунным притирочным плитам.
Для притирки из корпуса распылителя вынимают два установочных штифта, после чего его устанавливают в специальную державку, изготовленную из листовой латуни (рис. 3). Державка состоит из корпуса и пластинчатой пружины, обеспечивающей давление на вставленную в корпус иглу с небольшим усилием.
Притирка производится вручную. Для этого на притирочную плиту наносят пасту ГОИ, растворенную керосином, после чего державке с деталями сообщают круговые движения. Притирка донышка производится в том же приспособлении. Для этого перед притиркой донышко поворачивают рабочей поверхностью к плите и устанавливают на штифты корпуса распылителя.
После притирки восстановленные детали тщательно моют в бензине и проверяют на отсутствие рисок и перекосов рабочих поверхностей. Наличие рисок на притираемых поверхностях указывает на необходимость продолжения притирки с обязательным переходом на более мелкие номера пасты. Окончательная проверка качества восстановления прецизионных деталей распылителя производится испытанием его в собранной форсунке на герметичность на приборах К.П-160, KJI-1609A (КИ-562) или приборе КИ-3333 (рис. 4). Собранную форсунку устанавливают в прибор и плотно зажимают в нем. Прокачивая через форсунку ручным насосом прибора дизельное топливо или его смесь с маслом, создают определенное давление и затем измеряют время падения давления.

После испытания у форсунок, показавших удовлетворительную герметичность, регулируют давление впрыска. Для этого, изменяя затяжку пружины форсунки с помощью винта, регулируют давление впрыска по манометру прибора или стенда в соответствии с техническими условиями.
Одновременно проверяют качество распыла при нормальном давлении впрыска, а также при давлениях, на 2…2,5 МПа выше и ниже нормального. Скорость подкачивания топлива равна 60…80 впрыскам в минуту. Топливо, выходящее из распылителя, должно быть в туманообразном состоянии, без заметных на глаз капель, струек и подтекания распылителя. Конус распыла должен быть ровным, без смещений.
У многодырчатых форсунок проверяют наличие и равномерность впрыска топлива через все отверстия, проводя впрыск на темный металлический экран.
Отрегулированные форсунки соединяют с топливным насосом и обкатывают в течение 10 мин при полной подаче топлива и номинальной частоте вращения кулачкового валика. Обкатанные форсунки вновь устанавливают на тот же прибор или стенд для испытания и проверяют их на герметичность и качество распыла.
Распылители форсунок одной марки могут отличаться друг от друга своей пропускной способностью. Поэтому топливный насос должен устанавливаться на двигатель с теми же форсунками, с которыми проводилась его регулировка на стенде, и в том же порядке по насосным элементам.
Основными дефектами топливо провода высокого давления являются износ или смятие конусных наконечников, сужение топливопроводного канала вследствие отложений на внутренних стенках или смятия трубки. Отложения внутри трубок удаляют промывкой и продувкой сжатым воздухом. Неисправный конусный наконечник отрезают, и высаживают новый наконечник под прессом с помощью специального приспособления. Отсутствие сужения канала трубки можно проверить проволокой диаметром 1,3 мм, которая должна свободно проходить через канал трубки, или шариком диаметром 1,3 мм, который прогоняют через трубку сжатым воздухом. Трубки, имеющие трещины, выбраковывают и заменяют новыми.