Назначение, устройство горизонтально-фрезерного станка 6Н81
Цель: изучить устройство, конструкцию основных узлов и технологические возможности станка 6Н81
Оборудование: станок, технологическая оснастка
Методические указания
Горизонтально-фрезерный станок модели 6Н81 предназначен для обработки плоских и фасонных поверхностей различного профиля, прорезания винтовых и прямых канавок, нарезания зубчатых колес методом копирования и т.д. Фрезерование осуществляется цилиндрическими, дисковыми, концевыми, торцевыми и фасонными фрезами.
Станок предназначен для работы в условиях единичного и мелкосерийного производства.
Главным движением в станке является вращение фрезы, а движение подачи – прямолинейное перемещение стола с закрепленной на нем заготовкой в продольном, поперечном или вертикальном направлении. В рассматриваемой модели станка возможно одновременное включение лишь одного вида подачи.
Универсальность станка обеспечивается возможностью поворота стола вокруг вертикальной оси на ±45°. Для расширения технологических возможностей на станке применяются делительные головки. С их помощью становится возможным нарезание зубчатых колес методом копирования, прорезание винтовых канавок.
|
| Число ступеней оборотов шпинделя | |
| Число оборотов шпинделя в минуту | 65-1800 |
| Число ступеней подач | |
| Подача стола, мм/мин: | |
| Продольная Поперечная Вертикальная | 39-980 25-765 12-380 |
| Скорость быстрого перемещения стола, м/мин: | |
| Продольная Поперечная Вертикальная | 2,9 2,3 1,15 |
| Габариты станка, мм: | |
| Длина Ширина Высота | |
| Расстояние от оси шпинделя до поверхности стола, Наибольшее расстояние от вертикальных направляющих станины до середины стола, мм | 0-400 370 370 |
| Наибольшее расстояние от оси шпинделя до хобота, мм | |
| Наибольший угол поворота стола, град. Размер рабочей поверхности стола, мм | ±45о 250х1000 |
| Число Т – образных пазов стола | |
| Расстояние между Т – образными пазами, мм | |
| Наибольшее перемещение стола, мм | |
| Продольное Поперечное Вертикальное |
|
Общий вид горизонтально-фрезерного станка мод.6Н81 представлен на рис.1. Станок имеет станину А, в которой находится коробка скоростей и шпиндельный узел, а в основании станины З имеется резервуар для охлаждающей жидкости; консоль Ж с коробкой подач, перемещающуюся по вертикальным направляющим станины; поперечные салазки Д, которые могут перемещаться по направляющим консоли; стол Е, имеющий продольное перемещение по направляющим поперечных салазок; хобот Б с кронштейном, предназначенный для поддержания конца фрезерной оправки; поддерживающие стойки В, связывающие хобот с консолью для увеличения жесткости станка.
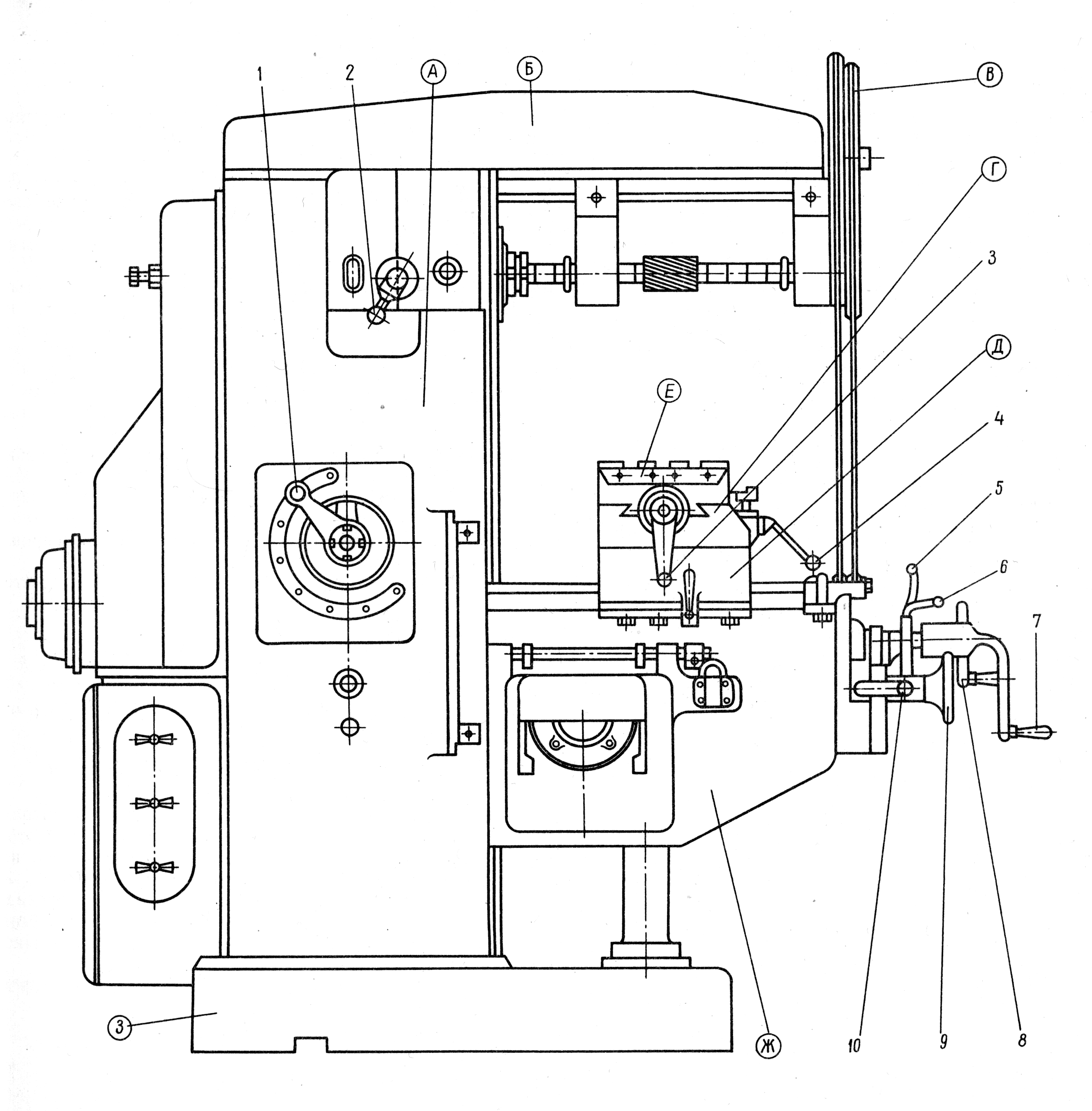
Рис. 1. Основные узлы и органы управления станком модели 6Н81:
А – станина с коробкой скоростей и шпиндельным узлом; Б – хобот с подвесками;
В – дополнительная связь консоли с хоботом;
Г – поворотная часть стола;
Д – поперечные салазки;
Е – стол;
Ж – консоль с коробкой подач;
З – основание с резервуаром для охлаждающей жидкости.
1 – рукоятка переключения коробки скоростей; 2 – рукоятка включения перебора шпинделя;
3 – рукоятка ручного продольного перемещения стола; 4 – рукоятка управления продольной
подачей стола; 5 – рукоятка управления поперечной подачей; 6 – рукоятка управления
вертикальной подачей; 7 – рукоятка ручного вертикального перемещения стола; 8 – маховичок ручного поперечного перемещения стола; 9 – маховичок переключения коробки подач;
10 – рукоятка переключения перебора коробки подач.
Назначение основных узлов
Типовые фрезерные станки различного вида и назначения состоят из трех основных частей:
Ø двигательной (электродвигатель, коробка скоростей и шпиндель);
Ø передаточной (совокупность устройств, которые передают вращение от двигателей к исполнительным органам);
Ø исполнительной (стол, суппорт, шпиндель, режущий инструмент).
Основание
Основа изготавливается цельнолитой из серого чугуна. При установке оборудования деталь одной стороной плотно прилегает к полу, а к другой болтами фиксируется станина. В основании также имеется специальное корыто, в которое собирается охлаждающая жидкость, и электронасос для подачи теплоносителя к инструменту.
Станина
На деталь крепятся все основные узлы и механизмы фрезерного станка. Шпиндель, коробка скоростей, двигатели скрыты внутри конструкции, а остальные агрегаты монтируются на наружных поверхностях. В верхней части станины расположены горизонтальные направляющие для перемещения хобота, на передней стенке — вертикальные направляющие для консоли. Изнутри деталь усилена ребрами жесткости. Станина может быть литой или сварной. Первый вариант считается более надежным и выносливым, но сваркой получают более сложные по строению конструкции.
|
Хобот (ползун)
Основное назначение хобота — правильная установка и надежная поддержка оправки. Механизм смонтирован на горизонтальных направляющих станины и допускает изменение вылета, то есть расстояния до зеркал. При обработке массивных деталей, когда получается стружка большого сечения, для дополнительной фиксации заготовки используют специальные поддержки, которые образуют связь между хоботом и консолью.
Консоль
Деталь отливается из чугуна и устанавливается на вертикальные направляющие станины. При перемещении консоль, в свою очередь, несет горизонтальные направляющие для салазок. Для поддержания узла предусмотрена стойка с телескопическим винтом, позволяющим регулировать высоту. От жесткости консоли, точности исполнения ее направляющих во многом зависит работа оборудования. К элементу с помощью двух болтов крепятся поддержки, которые обеспечивают устойчивость всей системы во время работы.
|
Назначение механизма — обеспечение взаимосвязи между осями X и Y. Верхние направляющие салазок служат для перемещения стола в продольном направлении, а нижние — для движения самих салазок по направляющим консоли.
Стол
Основной рабочий элемент фрезерного станка, который перемещается на салазках. На поверхности стола располагаются зажимные и другие фиксирующие приспособления для прочного крепления заготовок. Для этого деталь имеет продольные пазы. Совместная работа стола, консоли и салазок обеспечивает подачу заготовки к фрезе. Возможно движение в продольном, вертикальном и поперечном направлении. Типовое оборудование обычно имеет ручную и механическую подачу. Использование того или иного метода зависит от поставленных задач:
Ø для холостых пробегов и установочных перемещений стола используется ручной, механический способ
Ø для рабочей подачи применяют чаще всего механизированную подачу.
Дополнительно предусмотрена возможность ускоренного перемещения стола, так называемый быстрый ход во всех трех направлениях. Движение осуществляется с постоянной скоростью (большая часть станков оснащена дополнительной муфтой или двигателем быстрых ходов), в то время как рабочие подачи имеют многоступенчатую коробку переключения.
Шпиндель
Один из основных механизмов типового оборудования, назначение которого заключается в передаче крутящего момента от коробки скоростей режущему инструменту. Деталь изготавливается жесткой, прочной, с высокой точностью размеров, так как от ее параметров зависит правильность и качество работы оправки с надетой фрезой. Шпиндель производится из легированной стали, проходит термическую закалку, шлифовку, балансировку.
Электродвигатели
Главного движения - осуществляет вращение шпинделя, располагается в шпиндельной бабке или колонне.
Рабочих подач, ускоренных перемещений - закреплен на коробке подач
Перемещения консоли - крепится на консоли, при ее наличии
Подачи СОЖ. Расположено в поддоне или стружкосборнике. Прочее вспомогательное оборудование - расположено в местах, выбранных производителем.
Коробка скоростей
Посредством вращения зубчатых колес и их переключения усилие от электродвигателя передается шпинделю. Механизм также позволяет регулировать число оборотов режущего инструмента.
|
Назначение узла - в изменении скорости подач стола во всех трех направлениях
Вывод: я изучил устройства, конструкции основных узлов и технологические возможности станка 6Н81
|
Оснастка фрезерных станков
Цель: изучение способов закрепления фрез и деталей на фрезерных станках
Инструментальная оснастка.
При работе на фрезерных станках применяют различные приспособления. Они служат для установки инструмента, закрепления заготовок, а также расширения технологических возможностей фрезерных станков.
Фрезы закрепляют на оправках и в патронах, которые в свою очередь различным образом крепят в шпинделе станка. На рис.1 показана установка цилиндрической насадной фрезы на оправке. Положение фрезы 6 на оправке 3 регулируется установочными кольцами 5. Фреза и оправка связаны шпонкой 7. Конический хвостовик оправки, имеющий внутреннюю резьбу, вставляют в аналогичное отверстие шпинделя 2 станка и затягивают болтом. Чтобы оправка не проворачивалась, в шпиндель устанавливают сухари 4, которые входят в пазы шпинделя и фланца оправки. Если оправка длинная, то другой ее конец поддерживается подвеской 8, установленной на хоботе станка.

рис.1. Установка цилиндрической фрезы на длинной оправке
|
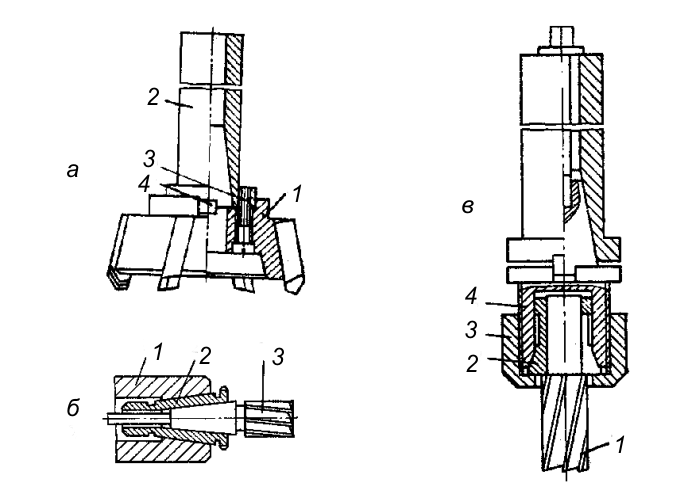
рис.2. Схемы установки и закрепления фрез на станках
Приспособления для установки и закрепления заготовок на фрезерных станках. К ним относятся различного рода прихваты, подставки, призмы, угловые плиты, машинные тиски, столы.
Прихваты (рис.3) используют для закрепления заготовок 1 или каких-либо приспособлений непосредственно на столе станка с помощью болтов 2. Нередко один из концов прихвата опирается на подставку 4.
Угловые плиты (рис.4) применяют при обработке заготовок, у которых необходимо получить плоскости, расположенные под углом одна к другой. Плиты бывают обычные (рис.4а), универсальные, допускающие поворот вокруг одной (рис.4б) или двух осей (рис.4в).
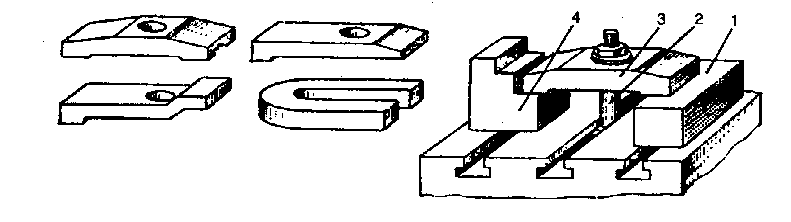
рис.3. Прихваты и подставки
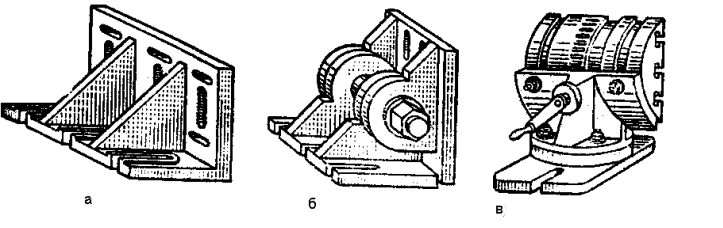
рис.4. Угловые плиты
|

рис.5. Машинные тиски
Машинные тиски могут быть неповоротными (рис.5а), поворотными (поворот вокруг вертикальной оси (рис.5б), универсальными (поворот вокруг двух осей (рис.5в) и специальными (например, для закрепления валов (рис.5г): с ручным, пневматическим, гидравлическим приводом.
Столы для установки и закрепления заготовок бывают неповоротными (рис.6а) и поворотными (рис.6б) с ручным, пневматическим, гидравлическим или электрическим приводом. Поворотные столы позволяют обрабатывать на станке фасонные поверхности заготовки, а также применять метод непрерывного фрезерования, когда во время обработки одной детали готовые детали снимают и на их место устанавливают новые заготовки. При этом столу может сообщаться непрерывное вращение от отдельного привода или привода станка.
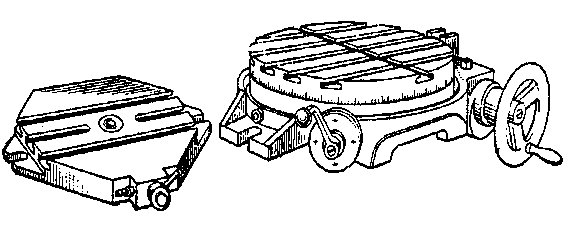
а б
рис.6. Столы, а) не поворотный стол б) поворотный стол
При работе на фрезерных станках для закрепления заготовок широко применяют универсально-сборные приспособления (УСП), которые собирают из готовых нормализованных взаимозаменяемых деталей (рис.7). После обработки на станке партии заготовок такое приспособление разбирают и из его деталей конструируют новое.

Рис.7. Универсально-сборное приспособление