ПРИМЕРЫБАЗИРОВАНИЯ ЗАГОТОВОК
Базирование призматической заготовки по плоскостям
 На рис. 180, а дана схема базирования призматической заготовки, обеспечивающая определенное положение ее в пространстве, а следовательно, и по отношению к фрезе. Нижней базовой поверхностью — назовем ее опорной — заготовка опирается на три штифта 1, 2 и 3, размещенных в виде треугольника. Как известно из практики, три опорные точки необходимы и достаточны, чтобы установить любую заготовку по плоскости. Двух опорных точек мало, так как заготовка сможет поворачиваться вокруг оси, проходящей через эти точки, а четвертая точка будет лишней.
На рис. 180, а дана схема базирования призматической заготовки, обеспечивающая определенное положение ее в пространстве, а следовательно, и по отношению к фрезе. Нижней базовой поверхностью — назовем ее опорной — заготовка опирается на три штифта 1, 2 и 3, размещенных в виде треугольника. Как известно из практики, три опорные точки необходимы и достаточны, чтобы установить любую заготовку по плоскости. Двух опорных точек мало, так как заготовка сможет поворачиваться вокруг оси, проходящей через эти точки, а четвертая точка будет лишней.
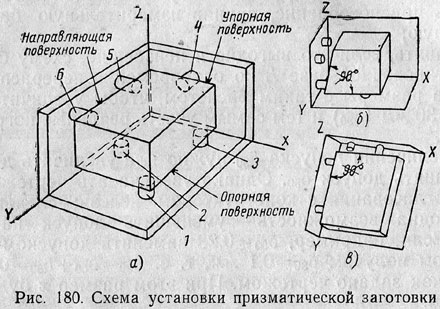
Три опорные точки не дают заготовке перемещаться в вертикальном направлении (по оси Z.) и поворачиваться вокруг горизонтальных осей (X и У). Говоря математическим языком, заготовка потеряла три степени свободы. Чтобы воспрепятствовать смещению заготовки в горизонтальном направлении (по оси X) и повороту около вертикальной оси (Z), вертикальная базовая поверхность заготовки — назовем ее направляющей — опирается на два штифта 5 и 6. Мы лишили заготовку еще двух степеней свободы. Остается только возможность смещения заготовки вдоль горизонтальной оси У. Но этому смещению заготовки препятствует штифт 4, к которому заготовка прижимается второй вертикальной базовой поверхностью — назовем ее упорной.
Обычно в качестве направляющей поверхности стремятся использовать более длинную вертикальную поверхность, так как надежность установки увеличивается. Упорная поверхность может быть очень узкой.
Лишив заготовку еще одной степени свободы, мы получаем вполне определенное положение заготовки в пространстве.
Разберем, почему направляющая поверхность должна опираться на два, а упорная на один штифт. Если бы направляющая поверхность опиралась на один штифт, заготовка могла бы поворачиваться вокруг вертикальной оси Z, следовательно, одного штифта недостаточно. Третий штифт — лишний, так как он не увеличивает определенности установки, наоборот, если направляющая поверхность не перпендикулярна опорной (а при черной заготовке так и бывает), может оказаться, что направляющая поверхность упрется в один из трех штифтов, что недопустимо, так как заготовка сможет поворачиваться вокруг этого штифта (рис. 180, б). В упорной поверхности (рис. 180, в) нужен только один штифт, так как вследствие неперпендикулярности направляющей и упорной поверхностей заготовка не будет касаться второго штифта. Понятно, что если заготовка базируется в приспособлении обработанными поверхностями, опорные точки можно заменить опорными плоскостями. В соответствии с этим правилом базируют в приспособлениях не только заготовки типа призм, но и плиты, планки, бруски, кронштейны, стойки и многие корпусные детали.
Полная и сокращенная схемы базирования заготовки
Если при базировании, как это имело место в схеме по рис. 180, заготовку лишают всех шести степеней свободы, то такое базирование называется полным. Схема полного базирования применяется тогда, когда положение обрабатываемой поверхности на чертеже детали определяется тремя размерами (или вернее тремя координатами X, У, Z). В этом случае заготовка базируется по трем поверхностям: направляющей, опорной и упорной.
На рис. 181 положение фрезеруемого паза определяется тремя размерами: 20 мм по оси X, 50 мм по оси У и 6 мм по оси Z. Чтобы обеспечить автоматическое получение этих размеров на налаженном станке, в зажимном приспособлении следует предусмотреть полное базирование по трем поверхностям: 1 (опорной), 2 (направляющей) и 3 (упорной).
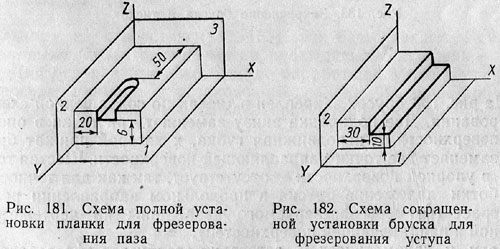
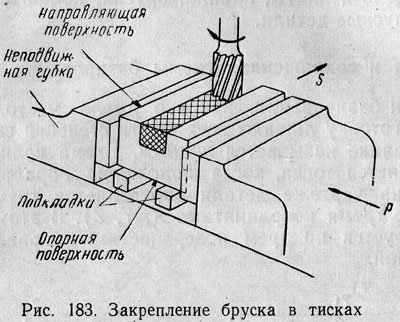
Если же обрабатываемая поверхность связана размерами с двумя или одной какой-либо, поверхностью заготовки, тогда и базирование ее должно выполняться с помощью двух или одной базирующей поверхности. Такое базирование называется сокращенным.
У заготовки на рис. 182 положение обрабатываемого уступа определяется двумя размерами: 30 мм по оси X и 10 мм по оси Z. При обработке на налаженном станке неточное базирование заготовки вдоль оси У не имеет значения, поэтому для определенности положения заготовки здесь достаточны две базирующие поверхности: У (опорная) и Z (направляющая).
На рис. 183 брусок закреплен в тисках по сокращенной схеме базирования. Две подкладки внизу заменяют три точки в опорной поверхности, а неподвижная губка, к которой прижат брусок, заменяет две точки направляющей поверхности. Шестая точка — в упорной поверхности — отсутствует, так как для точности обработки положение бруска в продольном направлении роли не играет (размеры фрезеруемого паза даны на чертеже от опорной и направляющей поверхностей).
Если у призматической заготовки требуется фрезеровать только верхнюю поверхность, связанную с нижней одним размером, то для базирования требуется лишь одна базирующая поверхность, и схема становится простейшей. По такой схеме обрабатываются, например, верхние плоскости плиток, уставовленных на магнитном столе, когда заготовки в пределах поверхности стола могут занимать различные случайные положения.