- применяется для восстановления изношенных металлических деталей цилиндрической формы (рис. 5). Деталь 4 укрепляют на токарном станке и приводят во вращение с небольшой скоростью. Наплавку ведут присадочной проволокой 9, которая обвивает деталь и приваривается к ней электроконтактным способом. Ток к детали и присадочной проволоке подводится от вторичной обмотки сварочного трансформатора 2 при помощи роликов 7 и 8, которые одновременно создают необходимое контактное давление между деталью и проволокой.
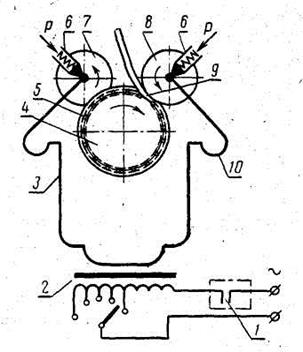 Наплавка проводится импульсами тока силой 5-20 тыс. ампер и длительностью 0,04 – 0,08 с. Вторичное напряжение трансформатора 1 – 7 +В.
Наплавка проводится импульсами тока силой 5-20 тыс. ампер и длительностью 0,04 – 0,08 с. Вторичное напряжение трансформатора 1 – 7 +В.
Рис. 5. Принципиальная схема установки электроконтактной наплавки.
1 – прерыватель тока наплавки
2 – трансформатор
3 – вторичный контур
4 – деталь
5 – наплавленный металл
6 – нагружающие устройства
7 – контактный ролик
8 – направляющий ролик
9 – присадочная проволока
10 – компенсатор
Расчет нагревательного трансформатора.
В установках электроконтактного нагрева определяют не параметры нагревательных устройств, т.к. ими служат нагреваемые детали, а параметры источника питания. Для выбора трансформатора необходимо знать его мощность Sтр и его вторичное напряжение U2.
Если известна масса m, кг, детали, начальная t1 и конечная t2 температуры нагрева, его продолжительность τ, с, то полезная мощность, Вт
С учетом электрических и тепловых потерь общая мощность, Вт, подводимая к электронагревательному устройству  ,
,
где  .
.
Ηэ принимают равным 1, подбирая минимальное сопротивление вторичной обмотки понижающего трансформатора, соединительных проводов и контактов.
Расчетная мощность трансформатора (активная):
 ,
,
где  - к.п.д. трансформатора.
- к.п.д. трансформатора.
Мощность Ррасч, подсчитанная по формуле, является средней за период нагрева, т.к. удельная теплоемкость с и η зависят от температуры и, следовательно, в процессе нагрева изменяются. При нагреве стальных заготовок мощность в конце нагрева возрастает в 1,3…1,4 раза.
Скорость нагрева зависит от подводимого к изделию напряжения. Изменяя напряжение, можно создавать любую интенсивность нагрева и соответствующие температурные режимы. Однако существуют технические и технологические факторы, ограничивающие скорость нагрева, такие как трудность подвода к заготовке больших токов, неравномерное распределение температуры по сечению заготовки и т.д.
Продолжительность нагрева зависит от диаметра заготовки и допустимого температурного перепада между поверхностными и внутренними слоями. Для стальных заготовок цилиндрической формы продолжительность нагрева определяют по формуле:
 ,
,
где  - масса заготовки длиной в 1м, кг/м;
- масса заготовки длиной в 1м, кг/м;
 - средняя интенсивность подвода энергии на единицу длины нагреваемой части заготовки, кВт/м. По опытным данным
- средняя интенсивность подвода энергии на единицу длины нагреваемой части заготовки, кВт/м. По опытным данным  кВт/м.
кВт/м.
Чем больше диаметр заготовки, тем большую мощность можно к ней подводить, тем выше скорость нагрева.
Установки электроконтактного нагрева выполняют без тепловой изоляции, так как скорость нагрева у них высока и теплопотери в окружающую среду не играют существенной роли.
Ηт учитывает в основном потери на нагрев конструкции и зависит от формы тела и продолжительности нагрева. Для тел цилиндрической формы ηт приближенно определяют по эмпирической формуле
 ,
,
где τ – продолжительность нагрева, с,
d, l – диаметр и длина нагреваемой зоны заготовки, см.
По опытным данным значение ηт находится в пределах 0,7…0.95. Бόльшие значения соответствуют бόльшим диаметрам заготовок и бόльшей скорости нагрева.
Ηэ учитывает потери в токоподводящих элементах и определяется по формуле
ρ – удельное сопротивление заготовки,
R1 – сопротивление токоподводящих шин и контактов.
Трансформаторы установок электроконтактного нагрева работают в повторно-кратковременном режиме, который характеризуется продолжительностью включения ПВ
 (×100%),
(×100%),
где τр и τп – продолжительность работы и продолжительность паузы.
Если τр и τп не остаются постоянными, то
Полная мощность трансформатора
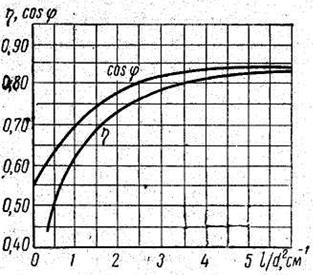
Значения η и cos φ зависят от отношения l /d2, где l – длина, d – диаметр заготовки. Примерные значения η и cos φ приведены на рис. 6.
Для повторно-кратковременного режима работы полная расчетная мощность трансформатора определяется с учетом ПВ:
|
Рис. 6. Зависимость к.п.д. и коэффициента мощности установки электроконтактного нагрева от размеров заготовки.
Вторичное напряжение трансформатора определяется по формуле

 ,
,
где U – напряжение, подводимое к заготовке, В,
Rt – сопротивление заготовки при средней температуре нагрева, Ом.
 ,
,  .
.
Для стали необходимо учитывать и третий член ряда, так как температурные коэффициенты сопротивления у нее велики:

Далее определяем
Так как за время нагрева Rt и Pпол изменяются, то в формуле следует брать средние их значения.
Возможно определение напряжения, подводимого к заготовке, по эмпирической формуле:
 ,
,
где l - длина нагреваемой части заготовки, мм;
η – к.п.д. установки, %;
τ – время нагрева заготовки, с.
Напряжение холостого хода трансформатора слагается из напряжения на заготовке U в рабочий период и потерь во вторичной цепи ΔU:
Значение ΔU определяют расчетом или берут по опытным данным.
Мощность нагрева регулируют изменением подводимого к заготовке напряжения. Для этого первичную, а иногда и вторичную обмотку разбивают на секции. Включая секции по определенной схеме, получают необходимую мощность.
Нагревательные трансформаторы имеют специальное конструктивное исполнение, позволяющее получать большие токи во вторичной цепи при низких напряжениях. Вторичная обмотка обычно состоит из одного или нескольких массивных витков. В мощных установках их делают водоохлаждаемыми. Обмотки трансформаторов выполняют с теплостойкой электрической изоляцией. Аналогичны по устройству трансформаторы контактной сварки и наплавки. Вторичное напряжение трансформаторов составляет 1-12 В, а токи – десятки и сотни тысяч ампер.
Источники контактной сварки и наплавки работают в прерывистом режиме. Частота включения сварочных трансформаторов может достигать десятков тысяч в час. Поэтому здесь важен надлежащий выбор не только силового оборудования, но и аппаратуры управления, обеспечивающий достаточную надежность работы установки.