Свойства готового материала определяются теми веществами, которые входят в его состав и во многом зависят от того какие технологии применялись при производстве того или иного сплава.
Основу стального сплава составляет феррит. Это составляющая железоуглеродистых сплавов. Он, по сути, является твердым раствором углерода и легирующих компонентов. Для повышения его прочности расплав насыщают углеродом.
К примесям, от которых, кроме вреда, ждать нечего относят фосфор и серу, а также их производные. Фосфор, вступая в реакцию с ферритом, понижает пластичность сплава во время воздействия высоких температур и усиливает хрупкость под воздействием холода. В процессе расплава может образовываться сернистое железо, которое может привести к красноломкости. Сталь Ст3 содержит в своем составе не более 0,05% серы и фосфора 0,04%.
Для производства конструкционных сталей применяют две сталеплавильные технологии:
· мартеновскую;
· конвертерную.
Параметры марки Ст3, получаемой одним или другим методом мало чем, отличаются друг от друга, но конвертерная технология проще и дешевле.
Раскисление стали Ст3
Процесс раскисления выполняют для удаления лишнего кислорода, который снижает механические характеристики стали. Для этого применяют кремний или алюминий. Они нейтрализуют кислород, а появляющиеся окислы служат стимулом для формирования очагов кристаллизации и тем самым способствуют появлению мелкозернистой структуры. Стали, прошедшие через эту операцию разделяют на три типа:
· спокойные – сп;
· полуспокойные – пс;
· кипящие – кс.
В чем их отличия друг от друга. Спокойные стали получили свое название, потому что они не кипят при розливе. Они имеют более однородную структуру, они лучше обрабатываются сваркой и проявляют хорошую стойкость к динамическим нагрузкам. Но, с другой стороны, стоят они дороже и именно поэтому более широкое распространение получили стали полуспокойные. Они занимают место между спокойными и кипящими сплавами. Кстати, именно полуспокойные стали чаще всего применяют для создания конструкций разного назначения. Для ее получения используют меньшее количество раскислителя, по большей части – это кремний.
Как пример можно привести использование стали ст3 пс для создания строительных конструкций.
Тут следует отметить, что сталь должна отвечать требованиям ГОСТ 380-71. При покупке этой марки, предприятие поставщик должен предоставить документы с результатами испытаний материала на химический состав, по прочностным характеристикам, временные сопротивления и прочее.
Нагрузки на сварные швы
2.1 Виды сварных швов, применяемых в конструкции
В настоящее время в строительстве и при монтаже различных деталей, очень часто используется сварка угловых швов. Металлические изделия, соединяющиеся посредством такого соединения, отличаются высокой прочностью и надежностью. Однако, угловые швы при сварке требуют от человека, выполняющего работу определенных знаний и умений. Поскольку процесс сварки – трудоемкий и затратный по времени, т.к. в нем много нюансов.
Сварка углового шва представляет собой соединение двух металлических изделий или профильных труб, под углом менее 180°. Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке, и сама конструкция была более прочной.
Угловые швы при сварке дифференцируются на несколько типов. Выделяются:
· нахлесточное соединение,
· шов с примыканием краев в точке соединения,
· шов с прикладыванием одного конца к ровной плоскости, также подобный тип соединения называется тавровым,
· соединение с разделкой кромок и без нее.
Угловой сварочный шов классифицируется в зависимости от того, как производится его укладка. Исход из этого критерия выделяются: сплошные и прерывистые соединения. Также выделяются разновидности швов по длине: короткие (до 250 мм), средние (они образуются от точки сопряжении поверхностей обоих металлических изделий до краев свариваемой детали, величина такого соединения варьируется в промежутке от 250 до 1000 мм). Длинные угловые швы создаются протяженностью в 1000 мм и более.
Для того, чтобы шов при сварке получился максимально прочным и качественным, нужно быть готовым к тому, что в процессе выполнения работы можно столкнуться с рядом дефектов. Рассмотрим основные из них:
· Подрезы. В процессе создания углового соединения, под воздействием электрической дуги, на поверхности металлических изделий образуются углубления. Если речь идет о сварочной работе, осуществляемой в нижнем положении, то задерживая электрод можно наплавлять присадочный материал на поврежденный участок. Но угловое соединение выполняется намного сложнее и придется потрудиться, чтобы «загнать» частицы раскаленного металла на боковую стенку. В связи с этим, обычно сварной угловой шов имеет выемки только с одного бока.
· Образование не проваренных отрезков шва. Из-за недостаточного опыта, многие сварщики, выполняющие технику углового шва, для того чтобы заполнить место соединения, начинают слишком сильно двигать концом электрода по сторонам. Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается.
· Выбран неверный катет углового шва. Чтобы сварка углового шва получилась качественной, важно научиться выбирать правильные параметры напряжения и вести электрод с нужной скоростью, не превышая ее. Если ток будет недостаточным, а электроды будут проходить с маленькой скоростью, то катет будет слишком выпуклым, а значит основной металл плохо проплавится. Чрезмерная сила тока и высокая скорость ведения электрода приведут к образованию вогнутой формы катета.
· Неправильный угол. Сварочные соединения обычно имеют определенную форму относительно градуса угла. Нюанс состоит в том, чтобы выдержать точные размеры. Если приставная пластина будет проходить, наклонившись к одному боку, то она попросту испортит качество конструкции.
· Еще одним негативный момент может возникнуть в случае неравномерного распределения наплавляемого металла по сторонам соединения. В связи с тем, что под воздействием высоких температур и силой тяжести от электрода и кромок, расплавленное железо направляется вниз, то основная часть шва оказывается на нижней пластине. Верхняя кромка может только слегка проплавиться и в итоге такой шов может сразу деформироваться, а то и вовсе распасться при нагрузке.
Помимо вышеописанных дефектов выделяются еще и некоторые недочеты, которые могут возникнуть в процессе выполнения работы: лунки, пустоты, кратеры, трещины, свищи, образование твердых посторонних включений.
Процесс угловой сварки характеризуется рядом отличительных особенностей. Рассмотрим наиболее приемлемые способы, при помощи которых осуществляется сварка угловых соединений.
Если плоскость шва расположена внизу, то сваривать детали лучше по способу «лодочки». Такой метод позволит получить максимально качественный шов, и он хорошо подходит для новичков в выполнении сварочных работ. Изделие ставится в V-образную форму, напоминающую лодку, отсюда и название метода.
Для получения качественного и прочного углового сварного шва, нужно четко придерживаться последовательности действий. Для создания углового соединения подойдет любой сварочный аппарат. Не забывайте о мерах предосторожности и выполняйте сварочные работы в защитном костюме и маске.
2.2 Расчет сварных соединений
Сварные соединений образуются путем местного нагревания деталей в зоне их соединении. При нагреве устанавливаются межатомные связи между свариваемыми частями.
Нахлёсточные соединения выполняют угловыми швами с различной формой сечения. Основные характеристики углового шва: катет шва — К и высота шва h. Для нормального шва 
Расчет на прочность сварных соединений. Основным критерием работоспособности швов сварных соединений является прочность. Исходным условием проектирования соединений является равнопрочность шва и соединяемых деталей.
Нахлесточные соединения угловыми швами. Угловые швы рассчитывают на срез по опасному сечению т — т, совпадающему с биссектрисой прямого угла. Расчетная высота опасного сечения h = 0,7 К — для ручной сварки (сечение сечению т — т); h = К — для автоматической.
Условие прочности шва на срез:
где  и
и  — расчетное и допускаемое напряжения среза для шва, МПа; - расчетная длина шва, мм.
— расчетное и допускаемое напряжения среза для шва, МПа; - расчетная длина шва, мм.
В соединении лобовыми швами  , фланговыми —
, фланговыми —  . В комбинированном шве
. В комбинированном шве 
Соединения выполняют угловым швом. В зависимости от напряжения шва относительно направления шва относительно направления действующих сил угловые швы называют лобовыми (см. рис. 2, а), фланговыми (см. рис. 2. б), косыми (см. рис. 2. в) и комбинированными (см. рис. 2, г).
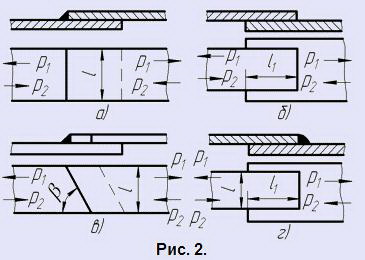
Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 60К, где К - длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность.
Минимальный катет углового шва Кmin принимают равным 3 мм, если толщина металла S> = 3 мм.
Допускаемая сила для соединения
где, [τср] - допускаемое напряжение для сварного шва на срез;
К - катет шва;
L - весь периметр угловых швов;
- для лобовых швов L = l; для фланговых L = 2 l 1;
- для косых L = l /sinβ;
- для комбинированных L = 2 l 1 + l.