Технология сварки титана и его сплавов.
Составить конспект по плану:
Особенности сварки титана и сплавов на его основе
Способы сварки титана и его сплавов
Подготовительные операции
Технология и режимы сварки
Ручная дуговая сварка
Автоматическая сварка
Недостатки
Титан —отличается уникальным сочетанием свойств: легкость, прочность, коррозионная стойкость. Кроме того, титан не отторгается тканями человеческого организма. Из титана изготавливают детали самолетов и подводных лодок, элитные велосипеды и протезы. Однако обработка титана, а особенно — его сварка сопряжена с определенными трудностями. Для их преодоления ученые и инженеры разработали и успешно применяют специальные способы сварки титана и его сплавов.
Особенности сварки титана и сплавов на его основе
Титан и его сплавы обладают температурой плавления от 1468 до 1830 °С. Металл обладает высокой жаропрочностью (до 500 °С) и высокой коррозионной стойкостью. Эти сплавы можно закалять, если добавить в качестве легирующих присадок хром, марганец или ванадий. При этом пластичность материала падает.
Однако при нагреве до 400 °С поверхностные слои металла становятся химически активными и стремятся прореагировать с доступными окислителями, прежде всего — кислородом и азотом воздуха. Кроме того, при нагреве свыше 800 °С сплавы проявляют склонность к росту зернистости и пористости. Сварка титана должна происходить в условиях отсутствия газов — окислителей.
Способы сварки титана и его сплавов
Учитывая физико-химические свойства, титан и титановые сплавы сваривают только электродуговой сваркой.
Основные способы сварки титана:
· в газовой среде, с бескислородным флюсовым порошком АН-11;
· электрошлаковый для толстых листов, под флюсом АН-Т2;
· контактный в атмосфере защитных газов.
В ходе работы требуется защищать от окислителей не только рабочую зону, но и оборотную сторону соединения. Поэтому технология сварки титана предусматривает работу в изолированном объеме, заполненном газовой смесью на основе аргона. Дополнительную защиту осуществляют, используя подкладки или сваривая детали встык.
Подготовительные операции
Для получения прочного и долговечного шва необходимо подготовить свариваемые поверхности. Прежде всего, следует удалить пленку из окислов. Для этого детали тщательно зачищают и обезжиривают с двух сторон на расстояние в 20 см от линии шва. Проводить очистку и обезжиривание следует в защитных перчатках, предотвращающих попадание потожировых пятен с рук.
Далее поверхности в течение 10 минут обрабатывают травильным составом — 35 частей соляной кислоты, 65 частей воды и 50 граммов фторида натрия. Раствор нагревают до 60-70 °С.
Следом наступает очередь механической обработки — шлифовки металлическими щетками и наждачкой №12 до полного удаления заусенцев и трещинок. Аналогично следует обработать и присадочную проволоку. Теперь можно приступать непосредственно к сварке титана и его сплавов.
Технология и режимы сварки
Ручную сварку титана и его сплавов проводят электродами из вольфрама постоянным током обратной полярности. В ходе работ применяют оснастку и дополнительные приспособления, обеспечивающие защиту рабочей зоны и нагретой области, прилегающей к шву, и значительных отрезком остывающего шовного материала. Это специальные удлиненные насадки с соплами для подачи инертных газов, козырьки, перфорированные подкладные пластины с подачей газа и т.д. При соединении трубопроводов трубы заполняют защитным газом изнутри.
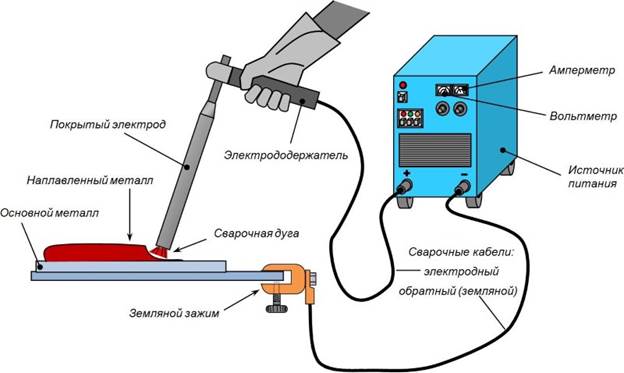
Ручная дуговая сварка
Ручная аргонодуговая сварка чаще всего применяется при изготовлении уникальных изделий или в мелкосерийном производстве, а также при выполнении работ высокой сложности, на которые не получается запрограммировать автомат.
Ручная дуговая сварка
При толщине листа до 3 мм зазор следует выставлять от полмиллиметра до полутора, и сваривать можно без добавления присадочной проволоки. При использовании 1,5-миллиметрового электрода и 2-миллиетровой присадочной проволоки сварочный ток для листов толщиной 2 миллиметра выбирают около 100 ампер, а для листов в 3-4 мм — ток увеличивают до 140 ампер.
Электрод ведут прямо, без колебаний, а наклонен он должен быть вперед по ходу шва. Если используется присадочная проволока, то она должна подаваться непрерывно, а электрод ставится перпендикулярно к заготовке.
После завершения шва и отключения электродуги требуется подавать защитные газы еще как минимум полторы — две минуты, чтобы дать возможность последнему участку шва и околошовной зоны остыть до 400 °С. Такая защита препятствует образованию окислов. Окислившийся шов легко отличим по цвету:
· высококачественный шов — желтый (соломенный);
· окислившийся – серо- черный, с переходом в синеву.
Автоматическая сварка
Автоматическая сварка проводится электродами из вольфрама с применением постоянного тока.
Если используется неплавкий электрод, то рекомендуется применять прямую полярность. Рекомендованный диаметр сопел горелки, подающих защитный газ, должен быть в пределах 12-15 мм.
Розжиг и гашение дуги выполняют не на самой детали, а на расположенных рядом с началом шва планках. Это связано с тем, что в начале и конце работы дуги в ходе переходных процессов возможны броски напряжения, могущие вызвать проплавление основной детали.
Режимы аргонодуговой сварки титана
При сварке титана аргоном работают с металлом толщиной от 0,8 до 3 миллиметров.
Параметры сварки зависят от толщины листа:
· Диаметр электрода 1 -3 мм;
· напряжение 80-130 вольт;
· сила тока 45-220 А;
· скорость ведения электрода 18-22 метров в час;
· расход газа в горелке 6-12 литров в минуту;
· расход в подкладной пластине 3-4 литра в минуту.
.
Возможные дефекты при сварке
Одним из наиболее часто встречающихся дефектов является повышенная пористость шва. Он возникает за счет поглощения шовным материалом пузырьков водорода, попадающего в сварочную ванну. Чтобы избежать пористости, следует:
· тщательно зачистить и обезжирить рабочие поверхности;
· обеспечить достаточную защиту сварочной ванны и зоны остывающего металла.
Распространено также образование окисного слоя, переходящего от линии шва к сплошному металлу заготовок. Избежать этого позволяет поддержание защитного газового облака до остывания шва до температуры 400 °С.