СПРАВОЧНАЯ ИНФОРМАЦИЯ
для выполнения практической работы
«ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ПОВЕРХНОСТИ ДЕТАЛИ
ДО И ПОСЛЕ ВОССТАНОВЛЕНИЯ»
по дисциплине «Технология и оборудование восстановления деталей машин»
Таблица 1. Значения допусков (мкм) по СТ СЭВ 145-75 для номинальных размеров до 500 мм.
Для размеров до 1 мм квалитеты от 14 до 17 не применяются.
Интервалы Квалитет
Размеров, мм
01 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
До 3 0,3 0,5 0,8 1,2 2 3 4 6 10 14 25 40 60 100 140 250 400 600 1000
Свыше 3 до 6 0,4 0,6 1 1,5 2,5 4 5 8 12 18 30 48 75 120 180 300 480 750 1200
Свыше 6 до 10 0,4 0,6 1 1,5 2,5 4 6 9 15 22 36 58 90 150 220 360 580 900 1500
Свыше 10 до 18 0,5 0,8 1,2 2 3 5 8 11 18 27 43 70 110 180 270 430 700 1100 1800
Свыше 18 до 30 0,6 1 1,5 2,5 4 6 9 13 21 33 52 84 130 210 330 520 840 1300 2100
Свыше 30 до 50 0,6 1 1,5 2,5 4 7 11 16 25 39 62 100 160 250 390 620 1000 1600 2500
Свыше 50 до 80 0,8 1,2 2 3 5 8 13 19 30 46 74 120 190 300 460 740 1200 1900 3000
Свыше 80 до 120 1 1,5 2,5 4 6 10 15 22 35 54 87 140 220 350 540 870 1400 2200 3500
Свыше 120 до 180 1,2 2 3,5 5 8 12 18 25 40 63 100 160 250 400 630 1000 1600 2500 4000
Свыше 180 до 250 2 3 4,5 7 10 14 20 29 46 72 115 185 290 460 720 1150 1850 2900 4600
Свыше 250 до 315 2,5 4 6 8 12 16 23 32 52 81 130 210 320 520 810 1300 2100 3200 5200
Свыше 315 до 400 3 5 7 9 13 18 25 36 57 89 140 230 360 570 890 1400 2300 3600 5700
Свыше 400 до 500 4 6 8 10 15 20 27 40 63 97 155 250 400 630 970 1550 2500 4000 6300
Таблица 2. Шероховатость поверхности и квалитеты
при различных видах обработки деталей
| Вид обработки | Rz, мкм | Квалитет |
| Резка газовая: ручная машинная | 50 – 25 50 – 12,5 | – 17 – 15 |
| Отрезка: приводной пилой резцом фрезой абразивом | 50 – 25 100 –25 50 – 25 6,3 – 3,2 | 17 – 15 17 – 14 17 – 14 15 – 12 |
| Строгание: черновое чистовое тонкое | 25 – 12,5 6,3 – 3,2 1,6 – 0,8 | 14 – 12 13 – 11; 10 10 – 8; 7 |
| Долбление: черновое чистовое | 50 – 25 12,5 – 3,2 | 15; 14 13;12 |
| Фрезерование цилиндрической фрезой: черновое чистовое тонкое | 50 – 25 6,3 – 3,2 1,6 – 0,8 | 14 – 12; 11 11; 10 9 – 8; 7 |
| Фрезерование торцевой фрезой: черновое чистовое тонкое | 12,5 – 6,3 6,3 – 3,2 1,6 – 0,8 | 14 – 12; 11 11; 10 9 – 8; 7 |
| Фрезерование концевой фрезой: черновое чистовое | 25 – 6,3 6,3 – 1,6 | 14 – 12 |
| Обтачивание при продольной подаче: обдирочное получистовое чистовое тонкое (алмазное) | 100 – 25 12,5 – 6,3 3,2 – 1,6 0,80 – 0,40 | 17 – 15 14 – 12 9 – 7 |
| Обтачивание при поперечной подаче: обдирочное получистовое чистовое тонкое | 100 – 25 12,5 – 6,3 3,2 1,6 – 0,80 | 16 – 17 15 – 14 13 – 11 11 – 8 |
| Сверление до 15 мм: без кондуктора по кондуктору | 12,5 – 6,3 12,5 – 6,3 | 14 – 12 14 – 12 |
| Сверление св. 15 мм: без кондуктора по кондуктору | 25 – 12,5 25 – 12,5 | 14 – 12 |
| Зенкерование: черновое чистовое | 25 – 12,5 6,3 – 3,2 | 15 – 12 11 – 10 |
| Растачивание: черновое получистовое чистовое тонкое (алмазное) | 100 – 50 25 – 12,5 3,2 – 1,6 0,80 – 0,40 | 17 – 15 14 – 12 9 – 8 |
| Развертывание: получистовое чистовое тонкое | 12,5 – 6,3 3,2 – 1,6 0,80 – 0,40 | 10 – 9; 8 7 – 8 7 – 6 |
| Протягивание: получистовое чистовое отделочное | 6,3 3,2 – 0,80 0,40 – 0,20 | 9 – 8 8 – 7 |
| Зенкование под углом | 6,3 – 3,2 | — |
| Шабрение: грубое тонкое | 6,3 – 1,6 0,80 – 0,10 | 9 – 8 |
| Опиловка | 25 – 1,6 | 11 – 8 |
| Зачистка шлифовальной лентой (после резца и фрезы) | 1,6 – 0,20 | 11 – 8 |
| Шлифование круглое: получистовое чистовое тонкое | 6,3 – 3,2 1,6 – 0,80 0,40 – 0,20 | 11 – 8 8 – 6 |
| Шлифование плоское: получистовое чистовое тонкое | 6,3 – 3,2 1,6 – 0,80 0,40 – 0,20 (0,050) | 11 – 8 8 – 6 7 – 6 |
| Прошивка: чистовая тонкая | 1,6 – 0,40 1,6 (0,050) | 9 – 7 7 – 6 |
| Калибрование отверстий шариком или оправкой: после сверления после растачивания после развертывания | 1,6 – 0,40 1,6 – 0,40 1,6 – 0,050 | 9 – 8 |
| Обкатывание и раскатывание роликами или шариками при исходном значении Ra=12;5,..., 3,2 мкм | 1,6 – 0,40 | 9 – 6 |
| Наклепывание шариками при исходном значении Rz=3,2…0,8 мкм | 0,80 – 0,20 | — |
| Наплавка: ручная дуговая под слоем флюса в среде углекислого газа вибродуговая | 630 – 800 800 – 1000 800 – 1000 | 15 – 16 16 – 17 16 – 17 |
Таблица 3. Величина дефектного слоя при нанесении металл различными способами в процессе восстановления деталей [1, с.256]
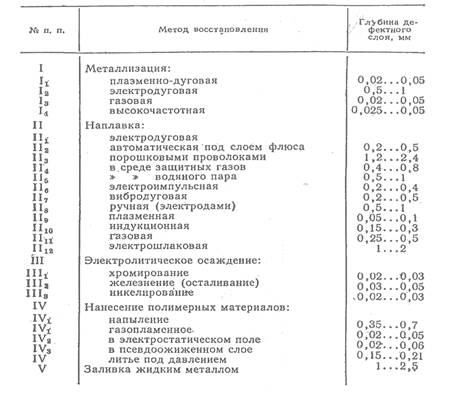
Таблица 4. Удельная кривизна ∆к (мкм) на 1 мм длины заготовки [3, с.102]
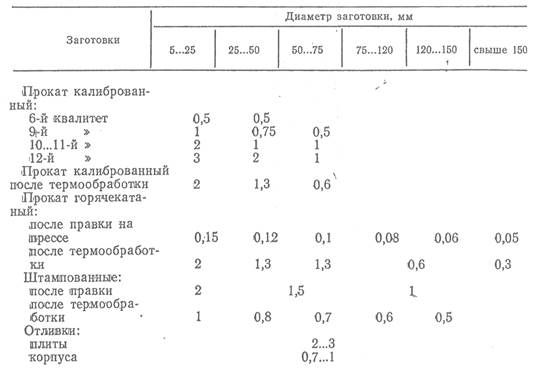
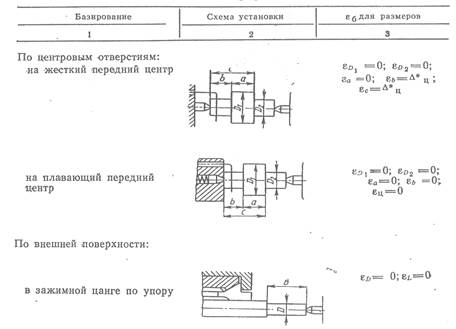
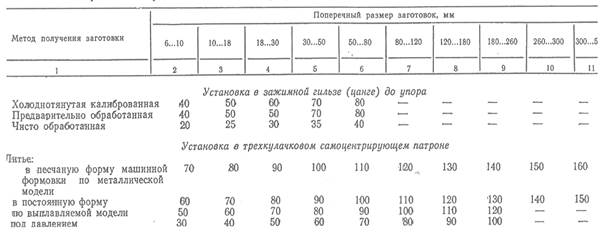
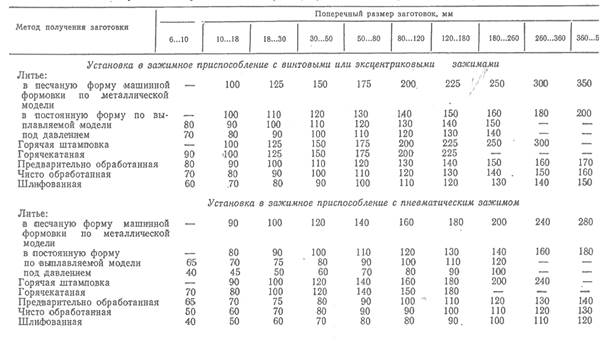
Таблица 5. Погрешности базирования заготовок при обработке в приспособлениях [3, с.106]
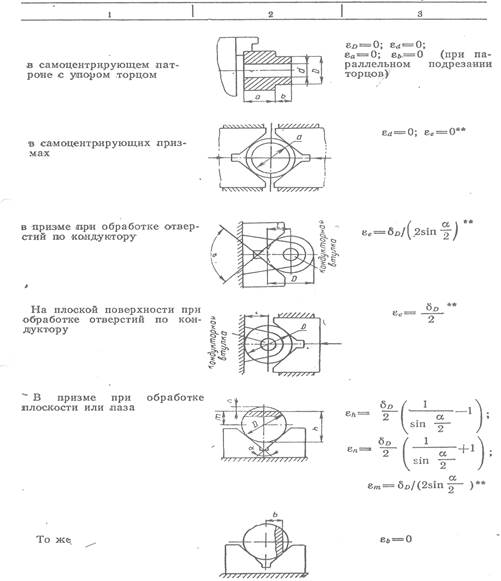
Продолжение таблицы 5
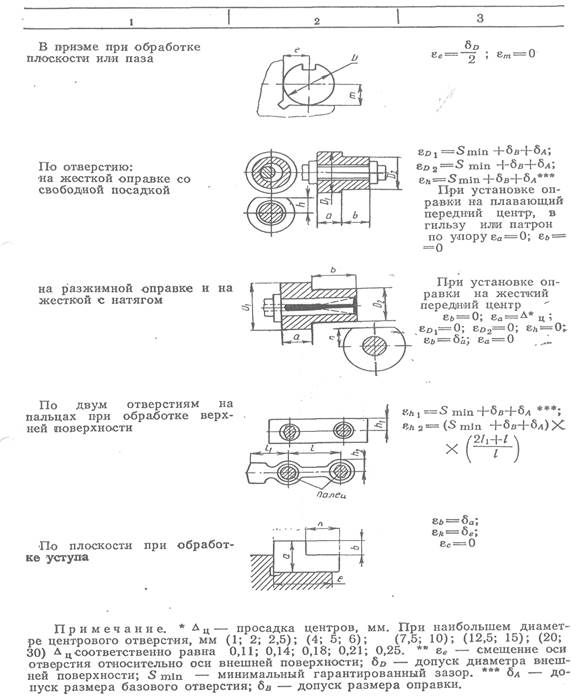
Таблица 6. Погрешности закрепления заготовок εз при установке в радиальном направлении для обработки в станках, мкм [3, с.110]
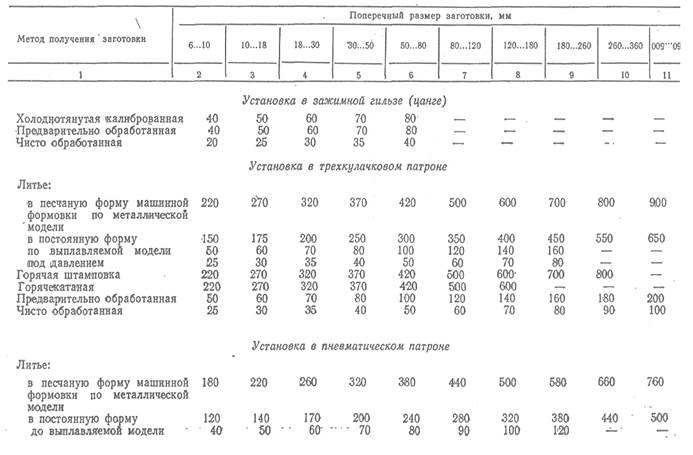
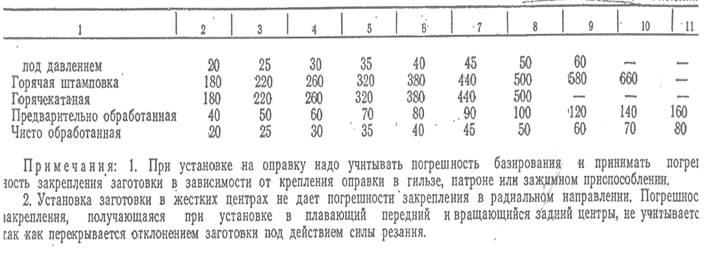
Таблица 7. Параметры шероховатости и глубины поврежденного слоя, достигаемые после механической обработки [3, с.99]
Таблица 8. Погрешности закрепления заготовок εз при установке в радиальном направлении для обработки в станках, мкм [3, с.110]
Продолжение таблицы 8 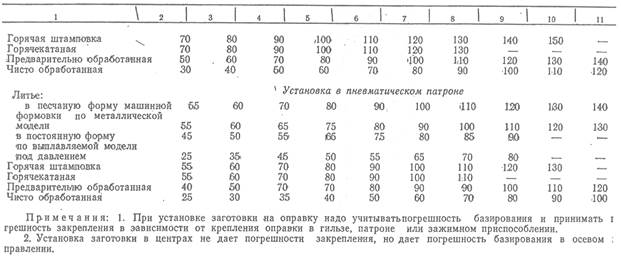
Таблица 9. Погрешности закрепления заготовок εз на опорные штифты приспособлений, мкм [3, с.111]
Исходные данные для выполнения работы
| № варианта | Поверхность (форма и размеры) | Длина восстанавливаемого элемента, мм | Величина износа, мм | Способ восстановления | Последующая обработка | Способ базирования |
| Пример | Вал Ø 
| 0,50 | Наплавка под слоем флюса | Нормализация Точение Закалка ТВЧ Шлифование Шлифование | В центрах -«- -«- | |
Отверстие Ø 
| 0,20 | Наплавка вибродуговая | Нормализация Зенкерование или растачивание Развертывание | В самоцентрирующемся патроне -»- | ||
Вал Ø 
| 0,50 | Наплавка вибродуговая | Нормализация Точение Закалка ТВЧ Шлифование Шлифование | В центрах -«- -«- | ||
Вал Ø 
| 0,80 | Наплавка под слоем флюса | Нормализация Точение Закалка ТВЧ Шлифование Шлифование | В центрах -«- -«- | ||
Вал Ø 
| 0,20 | Наплавка вибродуговая | Нормализация Точение Закалка ТВЧ Шлифование Шлифование | В центрах -«- -«- | ||
Вал Ø 
| 0,60 | Наплавка вибродуговая | Нормализация Точение Закалка ТВЧ Шлифование Шлифование | В самоцентрирующемся патроне «- -«- | ||
Вал Ø 
| 0,75 | Наплавка в среде углекислого газа | Нормализация Точение Закалка ТВЧ Шлифование Шлифование | В зажимной цанге -«- -«- | ||
Вал Ø 
| 0,40 | Наплавка ручная дуговая | Нормализация Точение Закалка ТВЧ Шлифование Шлифование | В центрах -«- -«- | ||
Отверстие Ø 
| 0,30 | Наплавка вибродуговая | Нормализация Зенкерование или растачивание Развертывание | В самоцентрирующемся патроне -»- |
Пример
Определить размеры поверхности Ø вилки скользящей до и после восстановления. Способ восстановления – автоматическая наплавка под слоем флюса.
Последующая обработка: точение, термическая обработка (ТВЧ), черновое шлифование, чистовое шлифование.
Базы – центровые отверстия.
Величина износа Δ и = 0,5 мм, длина детали l д -= 80 мм.
Толщина наращиваемого h сл:
где Δ и – величина износа детали; Т – допуск размера поверхности, подготовленной к восстановлению (подготовка поверхности – точение с точностью IT11), Σ z i – минимальные припуски на последующую обработку, мм.

 Из табл. 1 Ø50, квалитет IT11 Т = 0,16 мм.
Из табл. 1 Ø50, квалитет IT11 Т = 0,16 мм.
Далее
Σ z i = z т + z шл1 + z шл2 ,
где z т – припуск на сторону на операции точения, мм; z шл1 – припуск на сторону на операции чернового шлифования; z шл2 – припуск на сторону на операции чистового шлифования.
Значение z i определяют по формуле

где Rz i-1– высота микронеровностей поверхности профиля, полученная на предыдущем переходе, мм; h i-1– толщина дефектного поверхностного слоя, полученного на предыдущем переходе, мм; ρ i-1 – суммарные пространственные отклонения расположения поверхности, полученные на предыдущем переходе, мм; для механической обработки принято ρ i= 0,05· ρ i-1 (ρ i– суммарные пространственные отклонения расположения поверхности, получаемые на текущем переходе); ε i– погрешность установки заготовки на выполненом переходе, мм.
Расчет минимальных припусков
Минимальный припуск на операции точения

где Rz напл – высота неровностей профиля поверхности после наплавки;

 из табл. 2 наплавка под слоем флюса IT5–16, Rz напл = 630–800 мкм,
из табл. 2 наплавка под слоем флюса IT5–16, Rz напл = 630–800 мкм,
принимаем Rz напл = 0,8 мм.
h напл – толщина дефектного поверхностного слоя после наплавки;

 из табл. 3 наплавка под слоем флюса h напл = 0,2–0,5 мм,
из табл. 3 наплавка под слоем флюса h напл = 0,2–0,5 мм,
принимаем h напл = 0,4 мм;
ρ i-1 – суммарные пространственные отклонения расположения поверхности
ρ напл= ρ к.о = Δ к· l д,
где ρ к.о – общая кривизна элемента детали, мм; Δ к – удельная кривизна детали, мкм/мм; l д– длина детали.
 Из табл. 4 прокат после ТО (нормализация) Δ к = 1,3 мкм/мм удельная кривизна детали;
Из табл. 4 прокат после ТО (нормализация) Δ к = 1,3 мкм/мм удельная кривизна детали;
l д= 80 мм
ρ напл= 1,3 · 80 = 104 мкм, принимаем ρ напл = 0,15 мм.
Погрешность установки детали на выполняемом переходе
где ε б – погрешность базирования, мм; из табл. 5 базирование в центрах ε б.т = 0;
ε з– погрешность закрепления, мм;

 Из табл. 6 базирование в центрах ε з.т = 0.
Из табл. 6 базирование в центрах ε з.т = 0.
Отсюда ε т = 0.
Тогда следует

z т= 1,35 мм.
Минимальный припуск на операции чернового шлифования
 ,
,
где Rz т – высота неровностей профиля поверхности после точения;

 из табл. 7 черновая обработка лезвийным инструментом заготовок Rz т = 0,05 мм.
из табл. 7 черновая обработка лезвийным инструментом заготовок Rz т = 0,05 мм.
h т – толщина дефектного поверхностного слоя после точения;

 из табл. 7 черновая обработка лезвийным инструментом h т = 0,05 мм;
из табл. 7 черновая обработка лезвийным инструментом h т = 0,05 мм;
 – суммарные пространственные отклонения расположения поверхности после токарной и термической обработок;
– суммарные пространственные отклонения расположения поверхности после токарной и термической обработок;
ρ т – суммарные пространственные отклонения расположения поверхности после токарной обработки, мм; учитывая ρ i= 0,05· ρ i-1, получаем ρ т = 0,05· ρ напл; ρ т = 0,05·0,15 = 0,0075 мм;
ρ т.о– суммарные пространственные отклонения расположения поверхности после термической обработки, мм;
ρ т.о= Δ к· l д;

 Из табл. 4 прокат после ТО (закалка) Δ к = 1,3 мкм/мм;
Из табл. 4 прокат после ТО (закалка) Δ к = 1,3 мкм/мм;
ρ т.о= 1,3 · 80 = 104 мкм, принимаем ρ т.о = 0,15 мм.
Тогда

Принимаем ρ об = 0,15 мм.
Погрешность установки детали на операции чернового шлифования
из табл. 5 базирование в центрах ε б.шл1 = 0;
из табл. 6 базирование в центрах ε з.шл1 = 0.
Отсюда ε шл1 = 0.
Тогда

z шл1= 0,25 мм.
Минимальный припуск на операции чистового шлифования
 ,
,
где Rz шл1 – высота неровностей профиля поверхности после чернового щлифования;

 из табл. 7 шлифование предварительное Rz шл1 = 0,01 мм.
из табл. 7 шлифование предварительное Rz шл1 = 0,01 мм.
h т – толщина дефектного поверхностного слоя после чернового шлифования;

 из табл. 7 шлифование предварительное h шл1 = 0,02 мм;
из табл. 7 шлифование предварительное h шл1 = 0,02 мм;
 – суммарные пространственные отклонения расположения поверхности после токарной и термической обработок;
– суммарные пространственные отклонения расположения поверхности после токарной и термической обработок;
ρ шл1 – суммарные пространственные отклонения расположения поверхности после чернового шлифования, мм; учитывая ρ i= 0,05· ρ i-1, получаем ρ шл1 = 0,05· ρ т или ρ шл1 = 0,05·0,15 = 0,0075 мм; Принимаем ρ шл1 ≈ 0,008 мм
Погрешность установки детали на операции чистового шлифования

 из табл. 5 базирование в центрах ε б.шл2 = 0;
из табл. 5 базирование в центрах ε б.шл2 = 0;
 из табл. 6
из табл. 6  базирование в центрах ε з.шл2 = 0.
базирование в центрах ε з.шл2 = 0.
Отсюда ε шл2 = 0.
Тогда

z шл2= 0,04 мм.
Суммарный минимальный припуск на сторону на последующую после наплавки механическую обработку
 |
Σ z i = z т + z шл1 + z шл2 = 1,35 + 0,25 + 0,04 = 1,64 мм.
Σ z i = 1,64 мм.
Минимальная толщина наплавленного слоя
h сл = Δ и+ T + Σz i = 0,5 + 0,16 + 1,64 = 2,30 мм.
Принимается h сл.пр = 2,50 мм.
Расчет номинальных размеров поверхности до и после наплавки
Номинальный размер поверхности заготовки перед восстановлением
А = А н – 2 t пн ,
где А н – номинальный размер новой детали, мм; t пн – толщина покрытия, необходимая для обеспечения нормальной работы детали, мм.
Принимаем t пн = 0,5 мм.
При А н = 50 мм получаем
А = 50 – 2·0,5 = 49 мм.
Из табл. 1 IT11 Ø50 мм Δт = 0,16 мм,
тогда имеем размер детали перед восстановлением

Номинальный размер поверхности Ø  после наплавки
после наплавки
А в = А + 2 h сл.пр = 49 + 2·2,5 = 54 мм
 из табл. 2 наплавка IT15;
из табл. 2 наплавка IT15;
 из табл. 1 Ø54 IT15 Δнапл = 1,2 мм.
из табл. 1 Ø54 IT15 Δнапл = 1,2 мм.
Тогда размер детали после восстановления составит

Расчет минимального размера для каждого из технологических переходов:
для чистового шлифования по формуле – А min,шл2 = А н – Δ ниж, где Δ ниж – нижний предел допуска на размер;
для остальных технологических переходов – Аmin,i = Amin,i-1 + 2· z min,i-1.
Тогда имеем:
чистовое шлифование – А min,шл2 = 50,00 – 0,050 = 49,95
черновое шлифование – А min,шл1 = 49,95 + 2·0,04 = 50,03
точение – А min,т = 50,03 + 2·0,25 = 50,53
наплавка – А min,напл = 50,53 + 2·1,35 = 53,23
Выбор величины допуска на размер для каждого из технологических переходов
 Для наплавки из табл. 2 квалитет IT15;
Для наплавки из табл. 2 квалитет IT15;
из табл. 1 Ø53,23, IT15 Δнапл = 1,20 мм.
Для точения из табл. 2 квалитет IT12;
 из табл. 1 Ø50,53 IT12 Δт = 0,30 мм.
из табл. 1 Ø50,53 IT12 Δт = 0,30 мм.
 Для чернового шлифования из табл. 2 квалитет IT9;
Для чернового шлифования из табл. 2 квалитет IT9;
 из табл. 1 Ø50,03, IT9 Δшл1 = 0,074 мм.
из табл. 1 Ø50,03, IT9 Δшл1 = 0,074 мм.
 Для чистового шлифования из табл. 2 квалитет IT7 (задан на чертеже);
Для чистового шлифования из табл. 2 квалитет IT7 (задан на чертеже);
из табл. 1 Ø50 IT7 Δшл2 = 0,025 мм.
Результаты расчета представлены в таблице.
Таблица
Технологический переход обработки
Ø
| Элементы припуска, мм | 2· z min, мм | Минимальный расчетный размер A min,i, мм | Допуск, мм | |||
| Rz | h | ρ | ε | ||||
| Наплавка | 0,8 | 0,4 | 0,15 | 2·2,5 | 53,23 | 1,20 | |
| Точение | 0,05 | 0,05 | 0,008 | 2·1,35 | 50,53 | 0,30 | |
| Термообработка | – | – | 0,15 | – | – | – | – |
| Шлифование черновое | 0,01 | 0,02 | 0,008 | 2·0,25 | 50,03 | 0,074 | |
| Шлифование чистовое | 2·0,04 | 49,95 | 0,025 |