. Этот способ восстановления деталей отличается от наплавки под флюсом тем, что в качестве защитной среды используется углекислый газ.
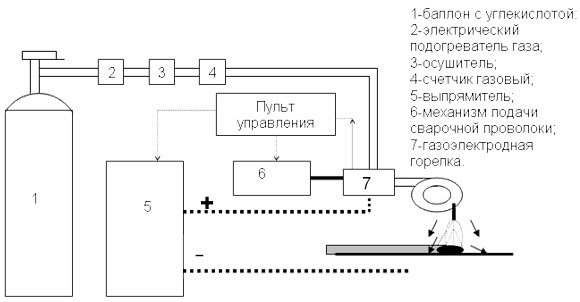
Сущность способа сварки и наплавки в среде углекислого газа заключается в том, что элек- тродная проволока из кассеты непрерывно подается в зону сварки. Ток к электродной проволоке подводится через мундштук и наконечник, расположенные внутри газоэлектрической горелки. При наплавке металл электрода и детали перемешиваются. В зону горения дуги под давлением 0,05…0,2 МПа по трубке подается углекислый газ, который, вытесняя воздух, защищает расплавленный металл от вредного воздействия кислорода и азота (рис. 106).

Рис. 106. Схема наплавки в среде углекислого газа:
1 – мундштук; 2 – электродная прово- лока; 3 – горелка; 4 – наконечник; 5 – сопло горелки; 6 – электрическая дуга; 7 – сварочная ванна; 8 – наплавленный металл; 9 – наплавляемая деталь
Достоинства способа:
§ меньший нагрев деталей;
§ возможность наплавки при любом пространственном положении детали;
§ более высокая производительность по площади покрытия (на 20…30 %);
§ возможность наплавки деталей диаметром менее 40 мм;
§ отсутствие трудоемкой операции по отделению шлаковой корки. Недостатки способа:
§ повышенное разбрызгивание металла (5…10 %);
§ необходимость применения легированной проволоки для получения наплавленно- го металла с требуемыми свойствами;
§ открытое световое излучение дуги.
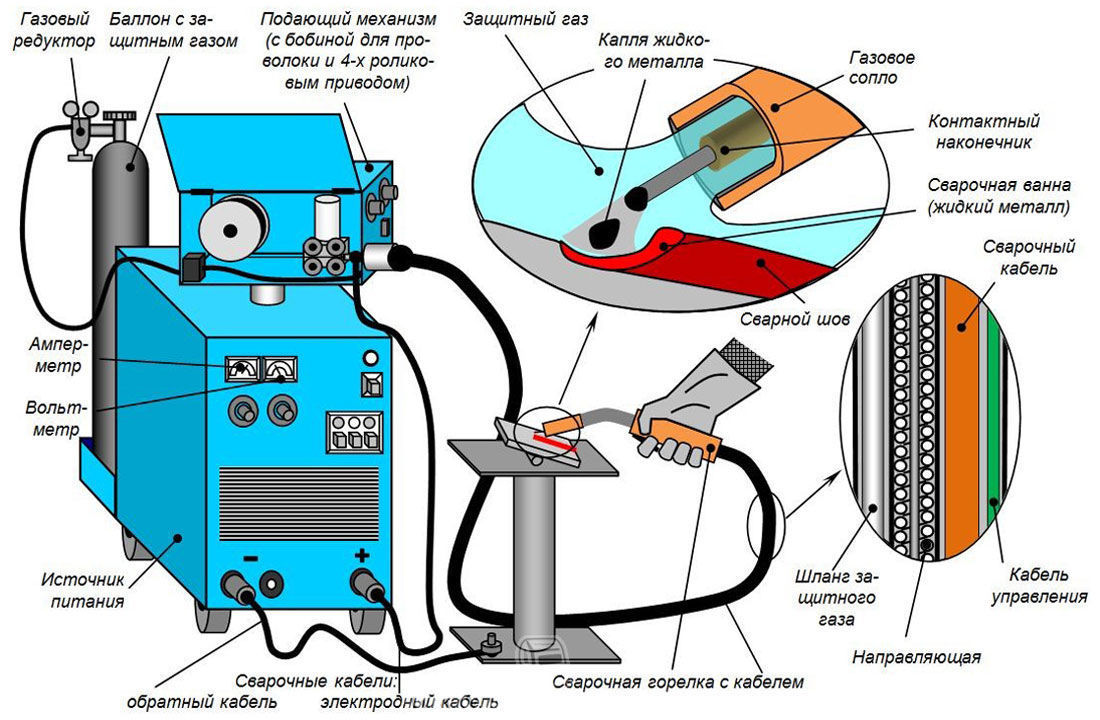
Ручная сварка в среде СО. Общая схема
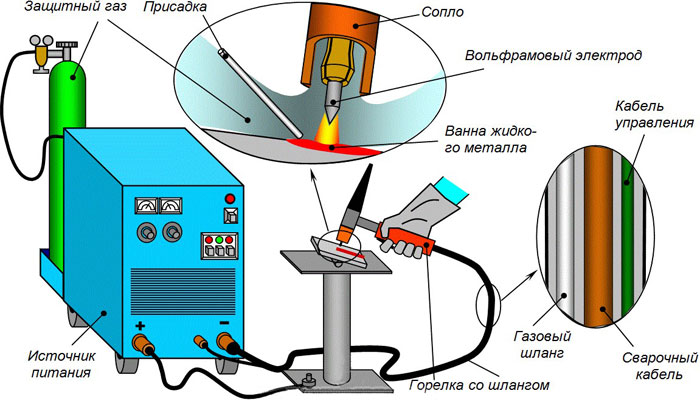
Сварка неплавящимся электродом (вольфрамовым) в среде аргона;
Аргонная сварка – это современная сварка с применением неплавящегося электрода из вольфрама, в среде инертного газа. Такая сварка ограждает металл от взаимодействия с кислородной средой, вызывающей его окисление и азотирование. В виде защиты чаще всего при работе применяется инертный газ аргон, но возможно использование азота, гелия и различных газовых смесей. В TIG сварке, Ar (аргон) имеет повсеместное применение, а вот He аргон (гелий) используют в редких случаях, для решения определённых производственных задач.
Этот способ наплавки широко используется для восстановления алюми- ниевых сплавов и титана. Сущность способа – электрическая дуга горит между неплавящимся электродом и деталью а присадочный материал вводится в виде проволоки (прутоок). Наплавленный металл получается плотным, без пор и раковин.
Преимущества способа:
§ высокая производительность процесса (в 3–4 раза выше, чем при газовой сварке);
§ высокая механическая прочность сварного шва;
§ небольшая зона термического влияния;
§ снижение потерь энергии дуги на световое излучение, так как аргон задерживает ультрафиолетовые лучи.
Недостатки способа:
высокая стоимость процесса (в 3 раза выше, чем при газовой сварке).
Вибродуговая сварка, наплавка
Этот способ сварки, наплавки является разновидностью дуговой наплавки металлическим электродом. Процесс наплавки осуществляется при вибрации электрода с подачей охлаждающей жидкости на наплавленную поверхность.
Вибратор создает колебания конца электрода, обеспечивая размыкание и замыкание сварочной цепи. При периодическом замыкании электродной проволоки и детали происходит перенос металла с электрода на деталь. Вибрация электрода во время наплавки обеспечивает стабильность процесса за счет частых возбуждений дуговых разрядов и способствует подаче электродной проволоки небольшими порциями, благодаря чему улучшается формирование наплавленных валиков.

Схема вибродуговой наплавки:
1 – наплавляемое изделие; 2 – сопло для подачи охлаждающей изделие жидкости; 3 – сопло для подачи жидкости в зону сварки; 4 – электродная проволока; 5 – подающие ролики; 6 – электромагнитный вибратор; 7 – пружина.
ШИРОКОСЛОЙНАЯ НАПЛАВКА
— способы автоматической наплавки, позволяющие получать увеличенную ширину валика, что обычно достигается применением ленточных электродов, одновременным использованием нескольких проволочных электродов, подключаемых к общему зажиму источника тока (встречается понятие Многоэлектродная сварка) и расположенных в виде гребенки, а также приданием электроду в процессе наложения валика поперечных перемещений.
Проще - Это наплавка слоя металла на тела вращения, осуществляемая за один оборот детали с поперечным колебанием электрода. Процесс наплавки осуществляется отдельными участками с целью исключения коробления детали.