Окислительное изнашивание происходит в том случае, когда на соприкасающихся поверхностях образуются пленки оксидов, которые в процессе трения разрушаются и вновь образуются; продукты износа состоят из оксидов. От других видов коррозионно-механического изнашивания оно отличается отсутствием агрессивной среды, протекает при нормальных и повышенных температурах при трении без смазочного материала или при недостаточном его количестве. Интенсивность изнашивания может быть весьма значительной, но поверхность трения сохраняет малую шероховатость. Это объясняется тем, что оксиды препятствуют схватыванию поверхностей. При обычных температурах окисление поверхностей активизируется пластической деформацией. Поэтому одним из методов борьбы с окислительным изнашиванием является создание поверхностей с высокой твердостью.
Для окислительного изнашивания необходимо, чтобы промежуток времени между последовательными разрушениями пленки был достаточен для образования пленки относительно большой толщины. Естественно, что в случае циклического разрушения оксидов высокой твердости, изнашивание будет носить характер абразивного.
Окислительному изнашиванию подвергаются калибры, детали шарнирно-болтовых соединений тяг и рычагов механизмов управления, шарнирно-болтовые соединения подвесных устройств, работающих без смазочного материала, металлические колеса фрикционных передач и чашечки вариаторов, а также некоторые детали в парах трения качения.
Повышение температуры способствует росту оксидных пленок, а вибрация – их разрушения. С интенсивным окислительным изнашиванием приходится встречаться в деталях крепления коллекторов авиационных двигателей внутреннего сгорания. Применение коррозионно-стойкой стали в подобных случаях не дает желаемого результата, так как аустенитные стали быстро окисляются в процессе трения и, кроме того, они склонны к схватыванию.
При длительном неподвижном контакте сопряженных деталей в окислительной среде (воздухе, водяном паре и т.д.) может произойти их соединение вследствие сращивания оксидных пленок в зазоре. Такое схватывание наблюдается в предохранительных клапанах, запорной арматуре и в резьбовых соединениях.
Механизм соединения сопряженных металлических тел при окислении следующий. Независимо от точности и плотности взаимного прилегания поверхностей, между ними имеются зазоры, во много раз превосходящие размер молекул окислителя. Проникая в эти зазоры, молекулы окислителя адсорбируются на оксидных пленках, затем вступают в химическое соединение с металлом поверхностных слоев. Образование оксидных пленок и встречный их рост завершается соединением кристаллических решеток пленок на тех или иных участках (Рис. 8.2).Число таких участков увеличивается с течением времени. При высоких температурах процесс ускоряется. Для соединения сопряженных металлических деталей, помимо окислительной среды, необходимо, чтобы объем оксидной пленки превышал объем металла, из которого она образовалась. Образовавшийся общий оксидный слой имеет высокое сопротивление сжатию; сопротивление отрыву доходит до 25% от сопротивления сжатию.
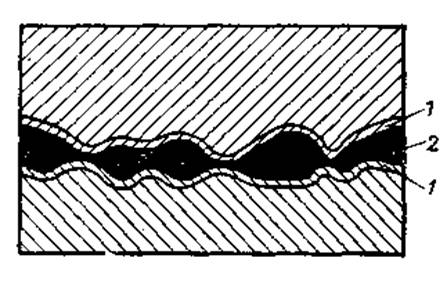
1 – начальные оксидные пленки; 2 – оксидная соединительная пленка
Рис. 8.2 – Схема соединения деталей при образовании общего оксидного слоя в зазоре
Разборка резьбовых соединений котлотурбинного, газотурбинного и другого оборудования, работающего при высоких температурах, часто сопровождается изломом болтов и шпилек. Для поворота гайки требуется приложить большой крутящий момент, чтобы разрушить оксидный слой в зазорах резьбовых соединений. Уже при первом страгивании гайки твердые частицы оксидов железа своим абразивным воздействием повреждают поверхность резьбы. При дальнейшем повороте гайки повреждения усиливаются, и может наступить заедание и полное заклинивание деталей.
Легко вывинтить болты и шпильки, изготовленные из материала, коэффициент линейного расширения которого, выше, чем у материала гайки. Но этим нельзя пользоваться в муфтовых, резьбовых и фланцевых соединениях из-за возможной потери плотности соединения. Для предохранения резьбовых соединений от заклинивания и заедания применяют специальные смазочные материалы (дисульфидмолибденовые, графитовые, сернортутные); рекомендуется также окрашивать крепежные детали после сборки.