РЕЗЬБА И РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Учебное пособие
СОДЕРЖАНИЕ
ВВЕДЕНИЕ. 3
1 ОСНОВНЫЕ СВЕДЕНИЯ О РЕЗЬБАХ.. 4
2 ПАРАМЕТРЫРЕЗЬБЫ.. 6
3 ЭЛЕМЕНТЫРЕЗЬБЫ.. 7
4 ВИДЫРЕЗЬБ. 8
4.1 Метрическая резьба. 8
4.2 Трубная цилиндрическая резьба. 10
4.3 Трубная коническая резьба. 11
4.4 Трапецеидальная резьба. 12
4.5 Упорная резьба. 13
4.6 Прямоугольная резьба. 15
5 ИЗОБРАЖЕНИЕ И ОБОЗНАЧЕНИЕ РЕЗЬБЫНА ЧЕРТЕЖАХ.. 15
6 СТАНДАРТНЫЕ РЕЗЬБОВЫЕ КРЕПЕЖНЫЕ ДЕТАЛИ И ИХ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ.. 17
6.1 Болты.. 18
6.2 Гайки. 23
6.3 Шайбы.. 27
6.4 Винты.. 30
6.5 Шпильки. 33
7 РЕЗЬБОВЫЕ СОЕДИНЕНИЯ.. 36
7.1 Соединение болтом. 36
7.2 Соединение винтовое. 38
7.3 Соединение шпилечное. 40
8 ПРАКТИЧЕСКОЕ ЗАДАНИЕ «РЕЗЬБОВЫЕ СОЕДИНЕНИЯ». 42
ВВЕДЕНИЕ
При создании и обслуживании современной техники невозможно обойтись только неразъёмными соединениями. Необходимость разборки механизмов при ремонте и обслуживании (замена масла, контроль износа и пр.) обусловливает применение таких неподвижных соединений, которые могли бы нормально выполнять заданные функции после неоднократной разборки и сборки. Одной из разновидностей таких соединений являются резьбовые соединения.
Резьбовые соединения, осуществляемые резьбовыми крепежными деталями (болтами, винтами, шпильками) или путем непосредственного свинчивания деталей с резьбой, представляют собой наиболее распространенную категорию разъемных соединений. В машиностроении около 80 % деталей либо имеют резьбовые поверхности, либо их крепление осуществляется с помощью резьбовых изделий.
Основными достоинствами резьбовых соединений являются сравнительно легкая сборка-разборка и высокий уровень взаимозаменяемости изделий.
К недостаткам резьбовых соединений можно отнести усложнение конструкции и технологии (обработка резьбовых поверхностей требует применения специального оборудования и инструмента, усложняется контроль деталей).
ОСНОВНЫЕ СВЕДЕНИЯ О РЕЗЬБАХ
Резьба — поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Резьбы классифицируются по следующим признакам (рисунок 1):
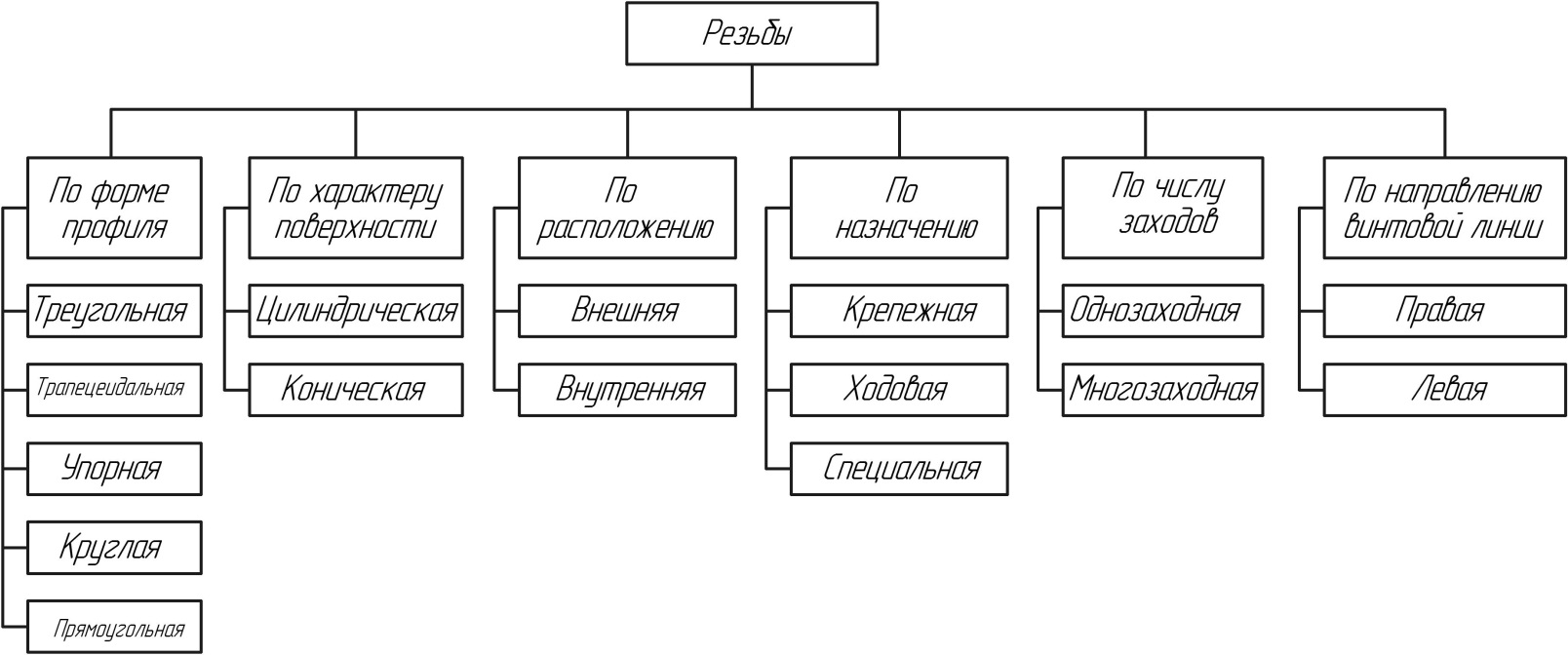
Рисунок 1
1. В зависимости от формы профиля различают резьбы треугольного, прямоугольного, трапецеидального, круглого и других профилей (рисунок 2).
| Упорная |
| Прямоугольная |
| Круглая |
| Трапецеидальная |
| Треугольная |

Рисунок 2
2.
| а) |
| б) |

 В зависимости от формы поверхности, на которой нарезана резьба, они подразделяются на цилиндрические (рисунок 3, а) и конические (рисунок 3, б).
В зависимости от формы поверхности, на которой нарезана резьба, они подразделяются на цилиндрические (рисунок 3, а) и конические (рисунок 3, б).
| Рисунок 3 |
3. В зависимости от расположения резьбы на поверхности стержня – внешние (рисунок 4, а) и внутренние (рисунок 4, б).


| б) |
| Рисунок 4 |
| а) |
4. По назначению резьбы подразделяются на крепежные, ходовые и специальные.
Крепежные резьбы служат для получения разъемных соединений деталей. Крепежная резьба, как правило, имеет треугольный профиль, однозаходная, с небольшим углом подъема винтовой линии.
Ходовые резьбы довольно часто выполняются многозаходными и служат для преобразования вращательного движения в поступательное и наоборот.
К специальным резьбам относят:
· резьбы, имеющие стандартный профиль, но отличающиеся от стандартизованной резьбы диаметром или шагом;
· резьбы с нестандартным профилем, например, прямоугольным, квадратным.
5. По числу заходов различают однозаходную (рисунок 5, а) и многозаходную (рисунок 5, б) резьбу.
| б) |
| а) |
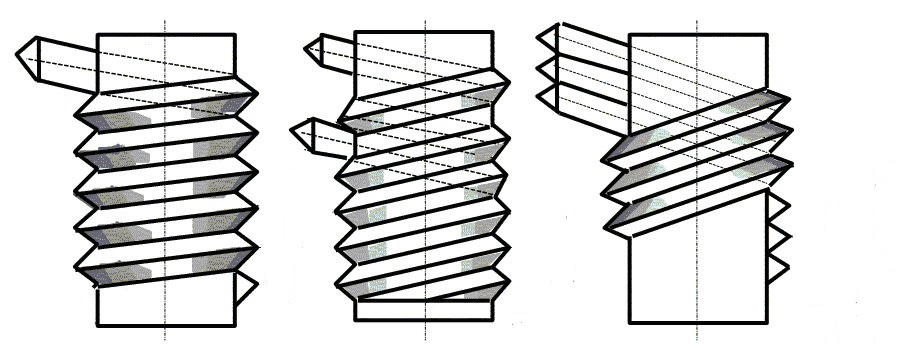
Рисунок 5
6. По направлению винтовой лини резьба бывает правая и левая (рисунок 6).

Рисунок 6
В зависимости от условий и характера производства выполнение резьбы может осуществляться различными способами и инструментами. Для изготовления большинства стандартных резьб наиболее широко применяется нарезание резьбы плашками и метчиками.
Плашки (рисунок 7, а) применяются для нарезания наружной резьбы на заранее подготовленной заготовке детали, диаметр которой определяется диаметром и шагом нарезаемой резьбы.
Метчик (рисунок 7, б) применяется для нарезания внутренней резьбы в заранее просверленном отверстии, диаметр которого также выбирается зависимости от шага и диаметра нарезаемой резьбы.

| а) |
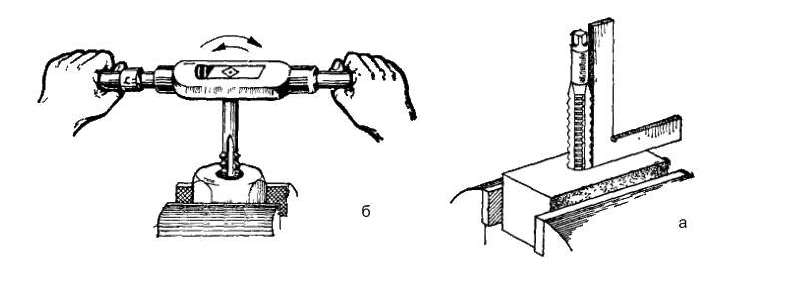
| б) |
| Рисунок 7 |
ПАРАМЕТРЫРЕЗЬБЫ
К основным параметрам резьб относятся:
- наружный диаметр наружной резьбы d (рисунок 8,а)
Этот диаметр для большинства резьб принимают за номинальный диаметр резьбы, используемый при её обозначении;
- внутренний диаметр наружной резьбы d1 (рисунок 8, a);
- наружный диаметр внутренней резьбы D (рисунок 8, б);
- внутренний диаметр внутренней резьбы D1 (рисунок 8, б);
- средний диаметр резьбы d2, D2 – э то средний диаметр идеального резьбового элемента, который соединяется с реальной резьбой (рисунок 9).
| а) |
| Рисунок 8 |
| б) |

- шаг резьбы Р – расстояние между соседними одноименными боковыми сторонами профиля резьбы, измеренное в направлении, параллельном ее оси (рисунок 9);

Рисунок 9
ЭЛЕМЕНТЫРЕЗЬБЫ
К технологическим элементам резьбы относятся сбеги, недорезы, проточки и фаски (рисунок 10).
Сбег резьбы - это участок в зоне перехода резьбы к гладкой части детали, на котором резьба имеет неполный профиль.
Недовод резьбы — величина ненарезанной части поверхности детали между концом сбега и опорной поверхностью детали.
Недорез резьбы — участок поверхности детали, включающий сбег резьбы и недовод.
Фаска — поверхность, образованная скосом торцевой кромки материала. Используется в технологических, технических, а также в декоративных и эргономических целях.
Проточка — участок поверхности детали, предназначенный для устранения недореза резьбы за счет уменьшения диаметра стержня для наружной резьбы и увеличения диаметра отверстия для внутренней резьбы, обеспечивающий выход резьбообразующего инструмента.



| Рисунок 10 |
ВИДЫРЕЗЬБ
Метрическая резьба
Метрическая резьба – это основной тип крепежной резьбы. Профиль данной резьбы выглядит как равносторонний треугольник с углом 60º при вершине (Рисунок 11).
Основные размеры метрической резьбы устанавливает ГОСТ 24705-2004. Номинальный профиль и размеры его элементов устанавливает ГОСТ 9150-2002.
| Рисунок 11 |
 Метрическая резьба характеризуется двумя основными параметрами: номинальным диаметром и шагом. По ГОСТ 8724–2002 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов (таблица 1). Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию.
Метрическая резьба характеризуется двумя основными параметрами: номинальным диаметром и шагом. По ГОСТ 8724–2002 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов (таблица 1). Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию.
В обозначении метрической резьбы крупный шаг не указывается, а мелкий шаг указывается обязательно.
Таблица 1 – Диаметры и шаги метрической резьбы (выдержка из ГОСТ 8724-2002)
| Шаг резьбы Р | Номинальный диаметр резьбы d=D | |||||||||||
| Крупный | 1,25 | 1,5 | 1,75 | 2.5 | 2,5 | 2,5 | 3,5 | |||||
| Мелкий | 0,75 0,5 | 0,75 0,5 | 1,25 0,75 0,5 | 1,5 1,25 0,75 0,5 | 1,5 1,25 0,75 0,5 | 1,5 1,25 0,75 0,5 | 1,5 0,7 0,5 | 1,5 0,75 0,5 | 1,5 0,75 0,5 | 1,5 0,75 | 1,5 0,75 | 1,5 0,75 |
Поле допуска резьбы, устанавливает величину зазоров между наружной
резьбой и внутренней резьбой
| Рис.11 |
Обозначение поля допуска диаметра резьбы состоит из цифры, обозначающей степень точности, и буквы, обозначающей основного отклонение. Например: 4h; 5h6h; 6H.
Таблица 2 – Поля допусков наружной и внутренней резьбы
| Деталь | Класс точности | Поле допуска при длине свинчивания | ||
| S-короткая | N-нормальная | L-длинная | ||
| Наружная резьба (болт) | Точный | (3h4h) | 4h, (4g) | (5h4h) |
| Средний | 5h6h, (5h6h) | 6h, 6g, 6f, 6e, (6d) | (7e6e), 7g6g, (7h6h) | |
| Грубый | - | (8e), 8g | (9e8e), (9g8g) | |
| Внутренняя резьба (гайка) | Точный | 4H | 5H | 6H |
| Средний | 5H | 6H, 6G | (7G), 7H | |
| Грубый | - | 7H, (7G) | (8G), 8H |
По степени предпочтительности выбора поля допусков в таблице 2 подразделяются следующим образом:
· поля допусков, указанные в рамках, отобраны для коммерческих крепежных изделий;
· поля допусков, набранные жирным шрифтом, предназначены для выбора в первую очередь;
· поля допусков, набранные светлым шрифтом, предназначены для выбора во вторую очередь;
· поля допусков, указанные в скобках, предназначены для выбора в третью очередь.
Метрическая резьба с крупным шагом обозначается буквой М и размером наружного диаметра, например: М16, М42, М64.
Метрическая резьба с мелким шагом обозначается буквой М, размером наружного диаметра и шагом резьбы, например: М16х0,5; М42х2; М64х3.
Многозаходная метрическая резьба обозначается буквой М, номинальным диаметром, числовым значением хода и в скобках буквой Р с числовым значением шага, например: трехзаходная резьба номинальным диаметром 42 мм, с шагом 1 мм и ходом 3 мм обозначается – М42х3(Р1).
Для обозначения левой резьбы после условного обозначения ставят буквы LH, например: М16LH, М42х2LH, М42х3(Р1)LH.