Методические указания к лабораторному занятию по теория резаниям
(для студентов специальности 5В071200 – Машиностроение)
Алматы 2012
Цель обучения: Ознакомление студентов с методами определения усадки стружки, выявление зависимости усадки стружки от скорости резания и переднего угла инструмента; знакомство с типами стружек, полученных при резании стали.
Методические рекомендации токарно-винторезный станок; заготовка; резец; штангенциркуль; линейка металлическая; гибкие нити; плоскогубцы.
До начала работы следует замерить углы резца при помощи угломера.
Изменение усадки стружки изучается при свободном резании в зависимости от изменения скорости резания и переднего угла резца. Для этого производится точение стальной заготовки с продольным пазом, в котором (для уменьшения удара) зачеканена медная проволока (рис.4.4)
Перед началом проведения опытов тщательно закрепляют заготовку и инструмент на станке.
Рекомендуемая литература:
1 Грановский Г.И., Грановский В.Г. Резание металлов. Учебник для машиностроит. и приборостроит. спец. вузов. –М.: Высш.школа, 1985.
2 Бобров В.Ф. Основы теории резания металлов. -М: Машиностроение, 1975.
3 Технология обработки конструкционных материалов. [Учебник для машиностроительных специальностей вузов. / П.Г.Петруха, А.И.Марков, П.Д. Беспахотный и др. ]; Под ред. П.Г.Петрухи. –М.: Высшая школа., 1991.
4 Коженкова Т.И., Фельдштейн Е.Э. Лабораторные работы по резанию металлов: [Учебное пособие по специальности 2501 «Технология машиностроения, металлорежущие станки и инструметы»]. -Минск: Высшая школа, 1985.
Лабораторная работа 4
Влияние скорости резания и подачи на усадку стружки
Цель работы. Ознакомление студентов с методами определения усадки стружки, выявление зависимости усадки стружки от скорости резания и переднего угла инструмента; знакомство с типами стружек, полученных при резании стали.
Вопросы для самоконтроля. 1. Элементы режима резания, их определение. 2. Что называется шириной и толщиной поперечного сечения среза? 3. В чем различие свободного и несвободного, прямоугольного и косоугольного резания? 4. Типы стружек у условия их образования. 5. Процесс образования стружки скалывания, сливной стружки, стружки-надлома. 6. Что представляет собой явление усадки и каковы его причины? 7. Что такое коэффициент усадки и что он характеризует? 8. Сущность методов определения коэффициента усадки. 9. Как влияет на коэффициент усадки изменение скорости резания, толщины среза, переднего угла инструмента, применение смазывающе-охлаждающей жидкости, физико-механические свойства обрабатываемого материала? 10. Влияние нароста на процесс резания. 11. Влияние условий резания на наростообразование.
К р а т к и е т е о р е т и ч е с к и е с в е д е н и я
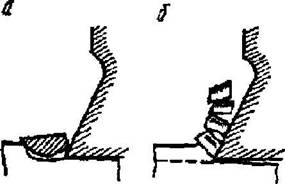
Какой бы вид деформации ни производился, деформируемое тело получает сложное напряженное состояние. Оно имеет место и в процессе резания металла. Внешняя картина процесса резания заключается в следующем: резец, действуя передней плоскостью на срезаемый слой, деформирует его, вследствие этого возникают упругие, затем — пластические деформации, после чего при определенных условиях деформированный элемент слоя отделяется от остальной массы металла. При дальнейшем движении резца описанный процесс будет последовательно повторяться.
В зависимости от свойств обрабатываемого металла, параметров резания, геометрии инструмента и свойств смазывающе-охлаждающих жидкостей вид получающихся стружек будет различным.
Классификация стружек, получаемых, при резании, была дана еще в 1870г. И.А.Тиме.
Если срезаемые элементы слоя остаются не связанными между собой, то стружку, в случае обработки пластичных металлов, можно назвать элементной (Рисунок 48).
Если элементы срезаемого слоя остаются соединенными между собой, образуя сплошную ленту с гладкой наружной стороной, примыкающей к передней поверхности резца, и с внутренней стороной, имеющей ярко выраженные зазубрины или "суставы", то такая стружка называется стружкой скалывания, или суставчатой.
Если же стружка не имеет заметных зазубрин ("суставов"), то ее называют сливной.
|

|

|
а - надлома; б ~ элементная; в - ступенчатая; г ~ сливная Рисунок 48. Виды стружек
При обработке хрупких металлов (чугун, бронза) получаются отдельные элементы, не связанные между собой и имеющие в отличие от ранее перечисленных видов стружки шероховатую поверхность, примыкающую к передней поверхности резца. Этот тип стружки И. А. Тиме назвал стружкой надлома, или стружкой отрыва.
При обработке одного и того же металла можно получить все перечисленные виды стружек, так как пластичность и хрупкость являются не свойствами вещества, а лишь его состоянием. Это подтверждается экспериментальными исследованиями, которые показывают, что в процессе стружкообразования все металлы претерпевают пластическую деформацию и что даже при резании чугуна можно получить стружку, в которой элементы не разделены и которая имеет гладкую сторону, прилегающую к резцу.
Вид образовавшейся стружки (ее форма и цвет) дает представление о тех деформациях, которые имели место при резании металлов, и позволяет судить о качественной стороне протекания процесса резания.
В процессе резания металл сильно деформирован и разогрет, причем температура и степень деформации металла стружки в разных точках зоны резания и подрезцового слоя различны. Поэтому в процессе резания мы имеем дело с металлом, который отличается от того, характеристику которого мы получаем в условиях статических испытаний при малой скорости деформации и комнатной температуре (НВ, σв, ψ θ т. д.). Для характеристики свойств металла в процессе резания, например, при выводе теоретических формул для подсчета сил резания, необходимы коэффициенты, характеризующие свойства металла, которые мы обычно не знаем, и их надо получить при проведении специальных опытов. Одной из таких характеристик является коэффициент усадки стружки. Этот коэффициент фиксирует изменения размеров срезаемого слоя при переходе его в стружку и зависит от деформации срезаемого слоя и трения.
При срезании металла в результате пластического сжатия и сдвигов, происходящих в зернах металла срезаемого слоя, увеличивается толщина стружки по сравнению с толщиной срезаемого слоя. Так как объем металла после деформации практически равен объему до деформации, а ширина стружки изменяется незначительно, то длина стружки становится короче длины срезаемого слоя (пути резца). Это явление называется усадкой стружки, а отношение длины срезаемого слоя к длине стружки — коэффициентом усадки (укорочения) стружки:
K l = l  / l
/ l 
где К  ; — коэффициент укорочения; l срсл — длина срезаемого слоя; l стр — длина стружки.
; — коэффициент укорочения; l срсл — длина срезаемого слоя; l стр — длина стружки.
Так как объем стружки и срезаемого слоя одинаков, то коэффициент укорочения равен коэффициенту утолщения стружки, т. е. отношение длин равно отношению площади поперечного сечения стружки к площади поперечного сечения срезаемого слоя:
W  = W
= W 
l  · f
· f  = l
= l  · f
· f 
l  · ab = l
· ab = l  · a
· a  b
b 
K l = l  / l
/ l  = f / f
= f / f  = a b / ab
= a b / ab
где Wср.сл— объем срезаемого слоя; Wстр — объем стружки; l ср.сл — поперечное сечение срезаемого слоя; l стр — поперечное сечение стружки; aстр,bстр — толщина и ширина стружки; a, b — толщина и ширина срезаемого слоя.
Так как ширина срезаемого слоя изменяется незначительно, то ее изменением можно пренебречь. С небольшой погрешностью коэффициент усадки (утолщения) определяют как отношение
Кa = aстр / а.
Усадка, являясь результатом работы, которая произведена в срезаемом слое при переходе его в стружку, отражает происходящие в связи с этим изменения и те усилия, в результате приложения которых возникли изменения. Значит, коэффициент усадки стружки характеризует пластическую деформацию при резании металлов. По усадке стружки можно судить о характере и интенсивности протекания процесса резания. Коэффициент усадки зависит от физико-механических свойств обрабатываемого материала, скорости резания, толщины и ширины срезаемого слоя, геометрии инструмента и свойств смазывающе-охлаждающей жидкости.
Коэффициент усадки стружки можно определить несколькими методами, из которых наиболее распространены следующие.
1. По длине стружки.
Для нахождения коэффициента усадки измеряют длину стружки по гладкому контуру гибкой нитью (тонкой проволочкой) посередине ее ширины. Потом нить прикладывают к масштабной линейке и измеряют ее длину.
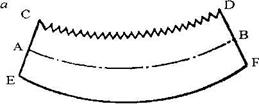
В. Д. Кузнецов предложил определять длину нейтральной линии (Рисунок 49,а) полученной стружки по формуле
l стр = (EF+CD)/2 = АВ.
Удобно измерять длину стружки измерительной линейкой по проекции стружки, увеличенной проектором или эпидиаскопом (Рисунок 49,б):
Длину пути резца измеряют:
при строгании — линейкой или штангенциркулем;
при точении прорезают вдоль заготовки неглубокие пазы, в них (для уменьшения удара) зачеканивают медную или алюминиевую проволоку. Тогда длина пути резца будет равна длине дуги между пазами (Рисунок 50):
l ср.сл=ПД*Х/360,
где х — угол между пазами, град.
2. По толщине стружки.
|

|

|
а - по методу Д.В.Кузнецова; Рисунок 50. Заготовка с пазами
б - по проекции стружки
Рисунок 49. Схемы для определения коэффициента
усадки стружки
При достаточно гладкой стружке можно, зная толщину срезаемого слоя, измерить толщину стружки при помощи микрометра со специальными насадками.
Измерения производятся в 4...5 точках по ширине и длине стружки, и подсчитывается среднее арифметическое значение. Кроме того, толщину стружки можно измерить с помощью микроскопа.
3. Весовой метод.
Если получают непрерывную стружку в пределах достаточно большой длины срезаемого слоя, применяют весовой метод. Стружку делят на кусочки длиной 10...20 мм и взвешивают. Если вес стружки в мг обозначить через Q, а плотность в мг/м через р, то
Q = acbcLcp = abLp.
Коэффициент усадки стружки определяем исходя из равенств
При точении ab = St, поэтому  K
K  =
= 
Каждый из перечисленных способов имеет свою область применения.