Способы исправления деформированных узлов
В том случае, когда величина деформаций выходит за пределы допустимой, необходимо выправлять элементы или изделия механическим, термическим или термомеханичееким способом.
Для механической правки применяют домкраты, винтовые прессы, молоты и другие устройства, создающие ударную или статическую нагрузку, которая прилагается со стороны наибольшего выгиба изделия (рис. 8). Данный способ правки довольно трудоемкий. Неправильное его выполнение может привести к образованию трещин и разрывов в сварных швах, а иногда и в основном металле.
Деформированные изделия из тонколистового металла выправляют прокатыванием их между валками (рис. 9), предварительно установив накладки на сварные швы. В процессе прокатки сварной шов растягивается, в нем возникают пластические деформации снимающие напряжения и вызванные ими коробления. Для выправления деформированных изделий из толстолистовой стали применяют послойную проковку сварных швов.
Термическая правка заключается в нагреве небольших участков металла деформированной конструкции при помощи сварочных горелок. Нагрев ведут до перехода металла на выпуклой стороне деформированного изделия в пластическое состояние. В процессе охлаждения нагретых участков возникают напряжения, выправляющие изделия.
При правке сварной тавровой балки выпуклую ее часть нагревают полосами шириной 20--30 мм, сходящимися под углом примерно 30° (рис. 10, а). Таким же образом для выправления швеллерной балки нагревают обе полки и, кроме того, полосами шириной около 30--40 мм -- ее стенку (рис. 10, б). При общем выпучивании рамы, сваренной из швеллеров, полосы нагрева располагают в середине пролетов так, как показано на рис. 10, в.
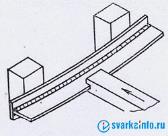
Рис. 8. Схема исправления сварной тавровой балки путем приложения статической нагрузки
Рис. 9. Схема исправления деформированных изделий из тонколистового металла а - листы после сварки до прокатки, б - схема процесса прокатки, 1 - сварной шов, 2 - накладка, 3 - прокатные валки
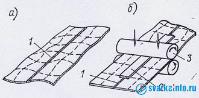
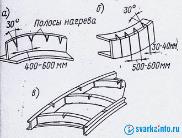
Рис. 10. Расположение участков нагрева при термической правке. а - тавровой балки, б - балки швеллерного сечения, в - рамы из швеллеров
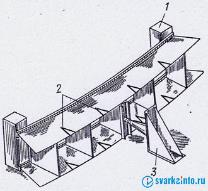
Рис. 11. Термомеханическая правка сварного фундамента с применением домкрата (цифрами показана последовательность мест нагрева) 1 - опоры, 2 - места нагрева, 3 - домкрат
Температура нагрева поверхности стальных изделий составляет в °С:
При толщине металла до 6 мм: 300-500 То же, 7-12 мм: 500-650 13-20: 650-800Б свыше 20: 800-850
Чтобы определить время окончания нагрева, пользуются таблицами температур, соответствующих различным цветам при нагреве (табл. 1) и цветам побежалости (табл. 2).
Таблица 2.1. Цвета стали при различных температурах нагрева
| Цвета стали | Температура, °С | Цвета стали | Температура, °С |
| Темно-коричневый Коричнево-красный Темно-красный Темно-вишнево-красный Вишнево-красный Светло-вишнево-красный | o 550--580 o 580--650 o 650--730 o 730--770 o 770--800 o 800--830 | Светло-красный Оранжевый Темно-желтый Светло-желтый Ярко-белый | o 830--900 o 900--1050 o 1050--1150 o 1150--1250 o 1250--1300 |
Таблица 2.2. Цвета побежалости стали при различных температурах нагрева
| Цвет побежалости стали | Температура, "С | Цвет побежалости стали | Температура, "С |
| Светло-желтый Темно-желтый Коричнево-желтый Красно-коричневый Пурпурно-красный | o 220 o 240 o 265 o 275 | Фиолетовый Васильково-синий Светло-синий Серый | o 285 o 295 o 315 o 330 |
Более точно температуру нагрева контролируют оптическими или радиационными пирометрами.
Термомеханическая правка сочетает местный нагрев с приложением статической нагрузки, изгибающей деформированный элемент (в нужном направлении. Данный способ применяется для исправления сравнительно жестких узлов (рис. 11).
Все способы правки следует вести в приспособлениях, позволяющих контролировать размеры выпрямляемых элементов и их прогибы.
В большинстве случаев дефекты сварки, а также деформации сварных конструкций можно исправить описанными выше способами. В противном случае изделие бракуют и составляют акт по форме, принятой в данной организации. Сварочные деформации устраняют механической или термической правкой.
Механическая правка заключается в создании локальных пластических деформаций в элементах конструкции. Для правки применяют прессы, домкраты, правильные вальцы, ручной слесарный или кузнечный инструмент и др.
Термическая правка достигается за счет создания пластических деформаций в зонах сжатия. Нагрев осуществляют газовой горелкой или электрической дугой. Стальные изделия рекомендуется нагревать до 300..650 9С, в отдельных случаях температуру нагрева доводят до 800.. 900 °С. При правке деформированную поверхность всегда нагревают со стороны выпуклой части (горба). Ширина зоны нагрева за один проход не должна превышать двух толщин исправляемого листа. Термическая правка может быть дополнена механической.
Рассмотрим процесс правки плоской заготовки, имеющей линейную деформацию (рис. 14.7, а). При механической правке заготовку устанавливают на плиту и ударами через гладилку подвергают пластическому деформированию ее сжатый участок до тех пор, пока заготовка не примет требуемую форму. Термическая правка этой заготовки сводится к местному нагреву нескольких участков на противоположной стороне шва.
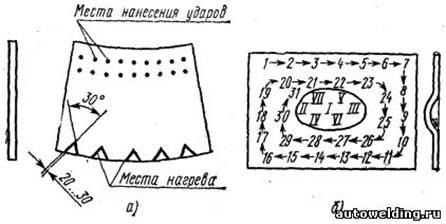
Рис. 14.7. Схемы правки плоской заготовки с серповидным прогибом (а) и выпучиной (б):
1...31 — места нанесения ударов; I... VII — зоны нагрева