Не брать в руки рабочие инструменты без команды преподавателя или лаборанта.
Рабочие движения должны быть плавными, без толчков и рывков.
Не создавать толчею возле рабочих мест у плавильной печи и слесарного верстака.
Не прикасаться руками к горячим предметам и к корпусу плавильной печи.
Не прикасаться руками к электропроводам.
Брать плавильную ёмкость только щипцами.
Трогать отливку только после полного остывания (через 30 секунд после освобождения от формы).
После выполнения работы
Аккуратно положить рабочий инструмент на верстак.
Снять халат и сдать его преподавателю или лаборанту.
Сдать изготовленную отливку преподавателю или лаборанту.
Вымыть руки с мылом.
6.6 Практическое занятие №8:
Семинар «Технологии изготовления заготовок»
(2 часа)
На семинаре обсуждаются следующие вопросы.
1 Литьё. Определения.
2 Литьё в песчаные формы.
3 Литьё в кокиль.
4 Литьё под давлением.
5 Литьё по выплавляемым моделям.
6 Литьё оболочковое.
7 Литьё центробежное.
8 Прокатка.
9 Свободная ковка.
10 Штамповка.
11 Волочение.
12 Прессование.
13 Определения и технология порошковой металлургии.
14 Достоинства технологии порошковой металлургии.
15 Недостатки порошкового материала.
16 Определения термической обработки металлов.
17 Отжиг.
18 Нормализация.
19 Закалка.
20 Отпуск.
Ход обсуждения: преподаватель задаёт студентам вопрос: желающие отвечают. Если нет желающих, преподаватель спрашивает по списку. Для зачёта по семинару необходимо ответить на два вопроса не менее.
Точение
1) Определения
Точение – способ обработки круглых заготовок резанием, обеспечивающий изготовление всех видов поверхностей вращения путём снятия слоя материала с зажатой в патрон токарного станка заготовки режущим инструментом – резцом на токарном станке, осуществляющем вращение заготовки и одновременное врезание резца продольным или поперечным относительно оси вращения движением подачи.
Резец – состоитиз призматической державки и заострённой головки с режущими кромками и одной прямой вершиной (проходной резец) или двумя: прямой и боковой (правой или левой) вершинами (проходной резец с отогнутой головкой). Материал режущей части – пластина из быстрорежущих инструментальных сталей (Р18, Р6М5 – для качественного точения), твёрдых сплавов (Т15К6, ТТ7К12, ВК2 - ВК8 – для высокопроизводительного точного точения), синтетических сверхтвёрдых материалов (алмаз, эльбор-Р – для тонкого точения); державка – из конструкционной стали (20, Ст4). Мелкие резцы целиком изготовлены из быстрорежущей стали.

Рисунок 6.7.1 – Внешний вид токарного станка
Токарный станок – состоит из продольной станины, на правой стороне которой расположена передняя бабка (металлическая коробка), содержащая комплект зубчатых механических передач, обеспечивающих различную частоту вращения шпинделя с зажимным патроном, на левой – задняя бабка, служащая для закрепления и осевого перемещения при точении поджимающего длинную заготовку вращающегося центра или сверла для изготовления центрального отверстия в заготовке, а между ними расположен с возможностью продольного перемещения суппорт с резцовой головкой, имеющей также возможность сообщения резцу поперечного перемещения. Различные модели токарных станков позволяют обрабатывать поверхности вращения различной формы, точности и шероховатости.
2)Классификации параметров процесса точения
Классификацияповерхностей вращения по форме: цилиндрические наружная и внутренняя, конические наружная и внутренняя, резьбовые наружная и внутренняя; фасонная, торцевая, канавочная.

Рисунок 6.7.2 – Схема продольного точения: 1 – зажимной самоцентрирующий патрон; 2 – обрабатываемая заготовка; 3 – резец; 4 – задний центр для поджима заготовки к патрону; В1 – главное движение – вращение заготовки; П2 –продольная подача резца
Классификация видов точения по технологическим возможностям: черновое, получистовое, чистовое, тонкое.
К черновому относят: обдирку, отрезание, подрезание торцев – это предварительная обработка резанием – неточная и грубая: 12-13 квалитеты и Rz 80.
Получистовое точение позволяет получить 9-11 квалитеты точности и шероховатость поверхности Rz 20...40 мкм.
Чистовое обтачивание и растачивание обеспечивает обработку по 8-10 квалитетам точности и шероховатость поверхности Rа 2,5 мкм.
Тонкое точение позволяет получать 6-7 квалитеты точности и шероховатость Ra 0,63...1,25 мкм.
Фрезерование
1) Определения
Фрезерование – способ обработки заготовок резанием, обеспечивающий изготовление всех видов прямых и фасонных поверхностей (кроме круглых) путём снятия слоя материала с заготовки режущим инструментом – фрезой на фрезерном станке, осуществляющем вращение фрезы и одновременное её врезание в заготовку движением вертикальной, продольной или поперечной подач заготовки.
Фреза ( концевая, торцевая, пальцевая) – состоитиз цилиндрического или конического корпуса (хвостовика) и нескольких прямых или винтовых зубьев с режущими кромками, расположенными вдоль оси. Каждый зуб фрезы по очереди врезается в заготовку и срезает определённый слой материала. Материал режущей части зубьев – пластины из быстрорежущих инструментальных сталей (Р18, Р6М5 – для качественного фрезерования), режущих твёрдых сплавов (Т15К6, ТТ7К12, ВК2-ВК8 – для высокопроизводительного фрезерования), синтетических сверхтвёрдых материалов (алмаз, эльбор-Р – для тонкого фрезерования); корпус – из конструкционной стали (20, Ст4). Мелкие фрезы целиком изготовлены из быстрорежущей стали или твёрдых сплавов.
Фреза (цилиндрическая) – представляет собой горизонтальный цилиндр, содержащий центральное отверстие со шпоночным пазом и режущие зубья, расположенные равномерно вокруг оси по цилиндрической поверхности.
Фрезерный станок – состоит из вертикальной колонны на массивном основании, в верхней части которой расположена шпиндельная головка, обеспечивающая различную частоту вращения вертикального (на других моделях станков - горизонтального) шпинделя с фрезой, под ними – стол, служащий для закрепления заготовки. Различные модели фрезерных станков позволяют обрабатывать поверхности различной формы, точности и шероховатости.
2) Классификации видов фрезерования
По технологическим возможностям (черновое, чистовое, тонкое);
По направлению: встречное – зубья фрезы вращаются навстречу продольной подаче (смотри рисунок 6.8) и попутное – зубья фрезы вращаются в направлении подачи.
По расположению оси вращения фрезы:
горизонтальное (цилиндрической фрезой);
вертикальное (концевой, торцевой, пальцевой фрезами).
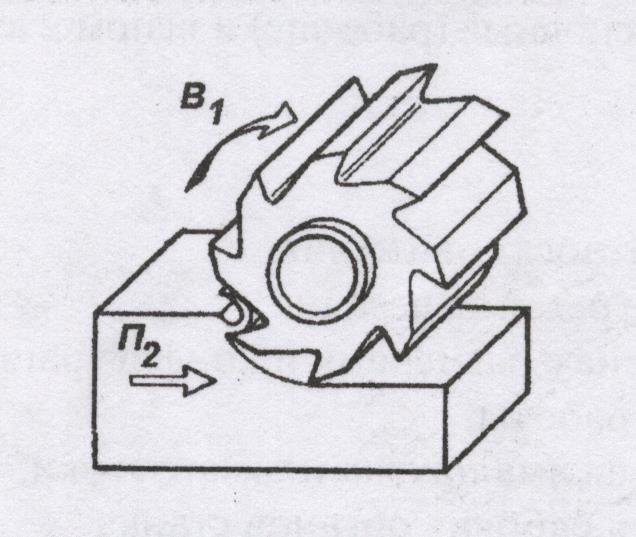
Рисунок 6.8 – Схема фрезерования призматической заготовки цилиндрической фрезой: В1 – главное движение – вращение фрезы; П2 – продольная подача заготовки
К черновому относят: фрезерование по корке и с большой глубиной резания, отрезание, подрезку торцев – это предварительная обработка резанием – неточная и грубая: 12-13 квалитеты и Rz 80.
Чистовое обеспечивает обработку по 9-11 квалитетам точности и шероховатость поверхности Rz 20...40 мкм.
Тонкое фрезерование позволяет получать 6-8 квалитеты точности и шероховатость Ra 0,32...1,25 мкм.