Литьё в песчаные формы
На рисунке изображена в двух проекциях песчаная форма.

На обеих проекциях одинаковыми цифрами обозначены одни и те же элементы её конструкции:
1 – опоки
2 – стенки формы (формовочная смесь)
3 – стержень (стержневая смесь)
4 – полость формы
5 – литниковая система
Опоки (1) – несущие элементы конструкции формы (вместилище формы). Стенки формы (2) и стержень (3) выполнены из огнеупорных материалов. Между стенками формы и стержнем имеется свободное пространство – полость формы (4). Полость формы через литниковую систему (5) может быть заполнена расплавленным металлом (жидким литейным сплавом). Бесформенная масса расплавленного металла, попав в полость формы, приобретает очертания будущей отливки. Перед началом заливки форма имеет температуру близкую к температуре окружающей среды. Поэтому расплавленный металл, попав в форму, охлаждается и кристаллизуется. Получается отливка. После того, как отливка остынет в форме, форму разрушают и отливку, таким образом, извлекают из неё. Вот коротко суть технологии литья в песчаные формы (да и литья вообще).
Формовочные материалы
Формовочные материалы – материалы, из которых изготовляется форма. К ним относятся:
· Формовочные смеси
· Стержневые смеси
· Вспомогательные материалы
Формовочная смесь – материал, из которого изготовляют стенки формы. В зависимости от размеров будущей отливки, степени сложности её очертаний, толщины её стенок, литейного сплава, типа производства (единичное, серийное, массовое) выбирают способ изготовления формы и формовочную смесь. В различных ситуациях требования к формовочным смесям различные, но всегда формовочная смесь должна обеспечить два самых важных качества стенок формы: огнеупорность и прочность. Поэтому в формовочной смеси главные составляющие огнеупорная и связующее.
Огнеупорной составляющей формовочных смесей почти всегда является кварцевый песок (SiO2) – не дорогой, не дефицитный природный материал. До температуры ∼+1700∘C кварцевые песчинки остаются твёрдыми и прочными, химически инертными. Но наличие в песке примесей посторонних веществ снижает его огнеупорность. Поэтому литейщики применяют песок с минимальным (до 0,5…1%) количеством примесей. И ещё: песчинки в природном песке сильно различаются по размерам. Для обеспечения хорошей равномерной прочности и газопроницаемости стенок формы требуется, чтобы песчинки в песке были более-менее одинаковы по размерам. Поэтому песок, взятый из песчаного карьера, проходит предварительную подготовку: его сушат и просеивают – разделяют на фракции. Каждая фракция состоит из песчинок, прошедших через сито с ячейками определённой величины и задержавшихся на сите с ячейками чуть меньшей величины. В идеале было бы использовать для формовочной смеси какую-то одну фракцию песка (например песчинки, прошедшие через сито с ячейками мм0,16мм и задержавшимися на сите с ячейками 0,1мм). Но тогда из всего добытого песка будет использоваться малая его часть. Поэтому к выбранной основной фракции подмешивают в значительных количествах песчинки соседних фракций.
Огнеупорность кварцевого песка (∼+1700∘C) вполне достаточна, чтобы из формовочных смесей, приготовленных на его основе, делать песчаные формы для отливок из чугуна, стали и большинства цветных сплавов. При литье тугоплавких цветных сплавов в качестве огнеупорной составляющей формовочных смесей используют т. н. цирконовый песок (ZrO2). Температура плавления его песчинок ∼+2900∘C.
Связующие формовочных смесей разнообразны. Именно разнообразие связующих создаёт многообразие формовочных смесей. Исторически первым связующим в формовочных смесях была глина. Написать формулу глины, как была написана формула песка, не удастся. Глина представляет собой сложный комплекс, основные компоненты которого – ОSiО2(30…70%), Al2O3(10…40%) и НОН2О(5…10%). Кроме того в разных глинах в различных сочетаниях и пропорциях могут присутствовать: TiO2, Fe2O3, FeO, MnO, MgO, K2O, Na2O. Химический состав глины определяет её физические (технологические) свойства: огнеупорность и клейкость.
Сухая глина представляет собой тонкий сыпучий порошок с размерами частиц меньше мм0,01мм (пыль) и клейкостью не обладает. Клейкость появляется, когда частицы глины смочены водой. Это не кристаллогидратная вода, что входит в химический состав глины, а вода, смачивающая глинистые частицы, тонкой плёнкой охватывающая их поверхности. Как вода, смочившая частицы глины, придаёт глине клейкость? За счёт сил поверхностного натяжения. Поясним.

На рисунке изображены две частицы глины, охваченные вместе тонкой плёнкой воды. Плёнка воды стремится до минимума сократить площадь своей поверхности. Так в данном случае проявляется её поверхностное натяжение. В результате частицы глины оказываются плотно прижатыми друг к другу. В макроскопическом масштабе это будет выглядеть как клейкость глины.
Простейшая по составу формовочная смесь состоит из кварцевого песка, глины и воды. Если взять песка 85…88%, глины ∼5% и воды 6…8%, то получится смесь, имеющая σв=0,2…0,3кг/см^2. Прочность, конечно, маленькая, но вполне достаточная, чтобы из такой смеси можно было изготовить стенки форм для отливок массой до 200…300кг. Формы заливают сырые, не высушивают после изготовления. Небольшая прочность формовочной смеси компенсируется значительной (сотни мм) толщиной стенок форм. Для изготовления более крупных (более массивных) отливок, требуются более прочные формы. Их изготовляют из формовочных смесей с большим (до 15%) содержанием глины. После изготовления форм из влажной формовочной смеси, их высушивают. В результате получаются формы, стенки которых имеют значительную прочность (=2…3кг/см). В таких формах получают отливки массой тонны и десятки тонн.
Как уже было отмечено, связующие формовочных смесей могут быть разные. Глину частично или полностью можно заменить жидким стеклом (силикатным клеем). Иногда в качестве связующего формовочных смесей используют цемент и другие вяжущие вещества. Сравнительно новое связующее – эпоксидная смола. Современный вариант формовочной смеси, использующий, как связующее, эпоксидную смолу: песок 97,6%, эпоксидная смола 2%, отвердитель эпоксидной смолы 0,4%.
Помимо основных компонентов (кварцевый песок + связующее) формовочные смеси могут содержать в небольших количествах разные добавки (древесная мука, молотый графит, сульфитно-спиртовая барда, конский навоз и мн. др.), обеспечивающие и улучшающие их свойства. Рассмотрение этих подробностей не входит в нашу задачу.
Стержневая смесь – материал, из которого изготовляют стержни. Стержни контактируют с тем же самым жидким металлом, что и стенки формы. Но стержни нельзя изготовлять из той же самой, что и стенки формы, огнеупорной смеси. Недостаток прочности формовочной смеси можно компенсировать увеличением толщины стенки формы. А недостаток прочности стержневой смеси не может быть скомпенсирован увеличением толщины стержня. Поэтому стержневая смесь должна быть более прочной. Тепло – и газоотвод стенкой формы осуществляется, в конечном счёте, наружу, в окружающую среду. Для стержня само понятие наружу отсутствует. Тепло- и газоотвод в толщу стержня весьма ограничен – невелика толщина стержня. Поэтому материал стержня должен быть термически прочным и при нагреве выделять не много газов. Стержень со всех сторон окружён жидким металлом, поэтому на него действует значительная выталкивающая сила. Получается, что стержень и термически, и механически нагружен сильнее, чем стенка формы.
Тонкий слой стенки формы, контактирующий с жидким металлом, может спечься (необратимо затвердеть, керамизироваться) и припечься (пригореть) к наружной поверхности отливки. Это, конечно, плохо, но это преодолимо, устранимо средствами литейной технологии. А если спечётся (керамизируется) и припечётся (пригорит) к внутренней поверхности отливки материал стержня, то это ”катастрофа” – стержень невозможно будет удалить из внутренней полости отливки.
Огнеупорная составляющая стержневой смеси – кварцевый песок. Связующие применяют разные. Все они должны прочно скреплять песчинки стержня, пока стержень не нагреется теплом закристаллизовавшейся и охлаждающейся вокруг него отливки. После нагрева стержня до температуры в несколько сотен градусов, идеальное связующее должно перестать связывать песчинки, стержень должен рассыпаться.
Для примера приведём такую стержневую смесь: кварцевый песок – 99%, олифа – 1%. Приготовление смеси состоит в тщательном перемешивании песка и олифы – олифа должна тонкими плёнками покрыть все песчинки. При формовании стержня жидкие плёнки олифы склеят песчинки. В процессе сушки олифа полимеризуется и стержень приобретает прочность, достаточную для выполнения своей функции. Стержень выдержит заливку формы, создаст в будущей отливке полость (отверстие, углубление). Далее, поглощая тепло расплавленного металла, стержень нагреется и олифа, скрепляющая песчинки, сгорит. Стержень рассыплется на отдельные песчинки. Но это произойдёт уже после того, как отливка закристаллизуется. Газов при сгорании олифы выделится не много (олифы мало), проблемы с их выведением из формы не будет. Рассыпавшийся стержень не будет препятствовать усадке отливки при её охлаждении. Горелый песок легко удалится из внутренней полости отливки при её извлечении из формы.
Вспомогательные формовочные материалы разнообразны. Их очень много. Для примера приведём два: припыл и краску. Припыл – тонкий огнеупорный порошок. Им присыпают (припыливают) поверхности песчаной формы, контактирующие с жидким металлом. Припыл наносят на влажную песчано-глинистую поверхность, мелкие огнеупорные частицы прилипают к ней. Термостойкость (огнеупорность) поверхности повышается. Если в форму будут заливать чугун, то припыл – молотый графит, если будут заливать сталь, то припыл – молотый кварц.
Литейная краска – суспензия (взвесь) припыла в воде. Краску используют вместо припыла, когда надо защитить сухую (не липкую) поверхность формы или стержня. Краску набрызгивают пульверизатором (распылителем) на сухую горячую поверхность и огнеупорные частицы припекаются к ней.
Модельно–опочная оснастка
Модельно-опочная оснастка – приспособления и инструменты, с помощью которых изготовляют формы. Формы очень разные по размерам, сложности конструкций. Разнообразны способы их изготовления. Небольшие по размерам и не самые сложные по очертаниям отливки производят в песчаных формах, состоящих из двух половин. Изготовление таких форм – формовка – часто осуществляется вручную. Вот для этого, типичного для литейного производства случая, и рассмотрим минимальный набор модельно-опочной оснастки.
Модель – приспособление, с помощью которого в формовочной смеси получают оттиск, соответствующий наружным очертаниям отливки. Ранее была показана конструкция довольно простой песчаной литейной формы. В этой форме будет отлита вот такая отливка.

Модель этой отливки выглядит так.

Видно, что модель копирует только наружные очертания отливки. У отливки есть отверстие (внутренняя полость). В модели нет отверстия. Отверстие в отливке будет формироваться стержнем. В модели это учтено наличием выступающих частей – знаков. Знаки, в процессе изготовления песчаной формы, сформируют углубления для крепёжных концов стержня, которые также называются знаками. Линейные размеры модели больше линейных размеров отливки на величину линейной усадки сплава, из которого будет изготовляться отливка.
Отливка – единое целое, один кусок материала. Конструкция модели более или менее сложная, в зависимости от сложности наружных очертаний отливки. Дело в том, что в процессе изготовления формы модель заформовывается в формовочную смесь. Затем её надо извлечь из формовочной смеси, не повредив оттиска, который по модели получен. Если наружные очертания отливки просты, то модель может быть заформована и извлечена из формы целиком. Если наружные очертания отливки сложнее, то модель делают из двух половин (двух частей). Именно такой является модель нашей отливки. Её половины стыкуются по плоской поверхности (плоскости разъёма) и соединяются двумя шипами нижней половины, входящими в отверстия верхней половины.

Модели ещё более сложных отливок состоят более чем из двух частей. Конструкции нескольких моделей представлены на рисунке.

Деревянная модель с горизонтальной плоскостью разъёма. 1 - верхняя половина модели, 2 - знаковые части, 3 - нижняя половина модели.

Деревянная модель. 1 - знаковые части, 2 - отъёмная часть

Деревянная модель

Последовательность изготовления деревянной модели
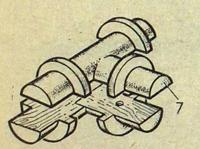
Деревянная модель. 7 - знаковая часть
Стержневой ящик – приспособление, в котором из стержневой смеси изготовляется стержень. Для изготовления нашего стержня

потребуется такой стержневой ящик (конструкция показана предельно упрощенно).

Он состоит из двух половин, стыкующихся по вертикальной плоскости разъёма и имеет внутреннюю полость, очертания и размеры которой соответствуют очертаниям и размерам стержня. Ясно, что при заполнении полости ящика стержневой смесью и уплотнении её, бесформенная масса сформуется в стержень. Разняв половины ящика по плоскости разъёма, из него можно извлечь стержень. Остаётся только его высушить (заполимеризовать связующее) и стержень готов. Конструкции нескольких стержневых ящиков показаны на рисунке.






Нижняя половина деревянного стержневого ящика с горизонтальной плоскостью разъёма
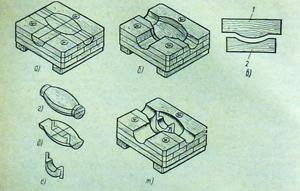
Последовательность изготовления деревянного стержневого ящика
В единичном производстве модели и стержневые ящики изготовляют из древесины (сосна, реже ольха, липа, дуб, бук) – удобного для обработки, но не стойкого в контакте с влажной песчаной смесью материала. Для защиты поверхностей деревянных моделей и стержневых ящиков от влажного песка их окрашивают. В серийном и массовом производстве модели и стержневые ящики делают иногда из пластмассы, часто из металлических сплавов (чугун, силумин).
Есть отливки, для изготовления которых не нужны стержни. В комплектах модельно-опочной оснастки таких отливок не будет стержневых ящиков. Если для изготовления сложной отливки требуется несколько разных стержней, то в её модельный комплект будет входить соответствующий набор стержневых ящиков.
Опока – приспособление, служащее для удержания формовочной смеси в процессе её уплотнения (в процессе изготовления литейной формы) и при заливке формы расплавленным металлом. Опока состоит, как правило, из двух половин (верхней и нижней), скрепляемых между собой. Далее половины опоки будем называть верхней опокой и нижней опокой. Опока – вместилище литейной формы, несущий элемент её конструкции. Опока обеспечивает прочность, жёсткость, устойчивость литейной формы.
В известной нам литейной форме (с её изображения началось изложение литья в песчаные формы) верхняя и нижняя опоки показаны как металлические рамки, гладкие снаружи и внутри. Так может быть, когда опоки маленькие, когда их размеры не превышают мм200…300мм. В этом случае опоку можно взять, зажав её по торцам ладонями. Уплотнённая формовочная смесь держится в опоке за счёт сил трения. Более крупные опоки устроены сложнее. Для удержания конструкции формы внутри опоки, имеется внутренний буртик (рант) или решётчатое днище. По наружным поверхностям опоки имеют конструктивные элементы для центрирования и скрепления верхней и нижней половин; ручки, цапфы для перемещения опок. Конструкции нескольких опок показаны на рисунке.







Модельная (подмодельная) плита – приспособление, служащее для закрепления частей модели и элементов литниковой системы в процессе изготовления формы (в процессе формовки). Модельная плита формует плоскость разъёма формы. В простейшем случае модельная плита представляет собой плоскую металлическую пластину прямоугольной формы и достаточно больших размеров. Такой модельной плитой пользоваться неудобно. Для удобства манипулирования плитой по её боковой поверхности должны располагаться захватные конструктивные элементы: ручки, цапфы и т.п. Для установки плита должна иметь ножки. На верхней (рабочей) поверхности плита должна иметь сетку координатных отверстий. По этим отверстиям отсчитывают расстояния на поверхности плиты, их используют для закрепления частей модели и элементов литниковой системы в процессе формовки. Конструкции нескольких модельных плит представлены на рисунке.
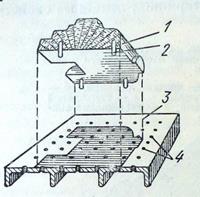




Некоторые модельные плиты показаны как приспособления с плоской рабочей поверхностью, свободной от к.л. оснастки. Такие плиты применяют в единичном и серийном производстве отливок. Для изготовления формы на них надо установить элементы модельного комплекта. Другие модельные плиты имеют на рабочей поверхности уже установленные элементы модельного комплекта, составляющие с модельной плитой единое целое. Такие модельные плиты применяют в крупносерийном и массовом производстве отливок.
Ещё к модельно-опочной оснастке относятся модели частей литниковой системы, контрольные шаблоны, сушила, душники и мн. др.