Дефекты сварных швов
Каждый производственный процесс предполагает определенные отклонения от требований технический норм. Если такие отклонения выходят за пределы установленных допусков для конкретного изделия — это брак, дефект, который должен быть устранен. Если устранение дефекта невозможно, изделие не может быть принято к эксплуатации. В сварочном производстве изделием является правильно сваренное изделие, узел, конструкция.
Дефекты сварных швов и соединений, выполненных сваркой плавлением, возникают из-за нарушения требований нормативных документов к подготовке, сборке и сварке соединяемых узлов, механической и термической обработке сварных швов и самой конструкции, к сварочным материалам.
Дефекты сварных соединений могут классифицироваться по различным признакам: форме, размеру, размещению в сварном шве, причинам образования, степени опасности и т. д. Наиболее известной является классификация дефектов, рекомендованная межгосударственным стандартом ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначения и определения». Согласно этому стандарту дефекты сварных соединений подразделяются на шесть групп:
- трещины;
- полости, поры, свищи, усадочные раковины, кратеры;
- твердые включения;
- несплавления и непровары;
- нарушения формы шва – подрезы, усадочные канавки, превышения выпуклости, превышения проплава, наплавы, смещения, натеки, прожоги и др.;
- прочие дефекты.
Каждому типу дефекта соответствует цифровое обозначение, а также возможно буквенное обозначение, рекомендованное международным институтом сварки (МИС).
Трещиной по ГОСТ 30242-97 называется несплошность, вызванная местным разрывом шва или околошовной зоны, который может возникнуть в результате охлаждения или действия нагрузок.
В зависимости от ориентации трещины делятся на:
- продольные (ориентированные параллельно оси сварного шва) – цифровое обозначение 101, буквенное обозначение Ea;
- поперечные (ориентированные поперек оси сварного шва) – 102, Eb;
- радиальные (радиально расходящиеся из одной точки) – 103, E.
Они могут быть расположены в металле сварного шва, в зоне термического влияния, в основном металле.
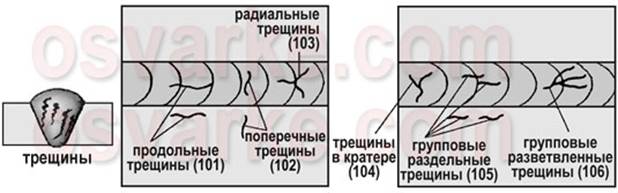
Также выделяют следующие виды трещин:
- размещенные в кратере сварного шва – 104, Ec;
- групповые раздельные – 105, E;
- групповые разветвленные – 106, E;
- микротрещины (1001), обнаруживаемые физическими методами не менее чем при 50-тикратном увеличении.
Газовая полость (по ГОСТ 30242-97) – это полость произвольной формы, не имеющая углов, образованная газами, задержанными в расплавленном металле.
Порой (газовой порой, 2011) называется газовая полость обычно сферической формы. Буквенное обозначение газовой поры, используемое МИС, – Aa.
Поры могут подразделяться на
- равномерно распределенные по сварному шву – 2012;
- расположенные скоплением – 2013;
- расположенные цепочкой – 2014.

Свищи (2016, Ab) – продолговатые трубчатые полости, вызванные выделением газа.

К полостям также относятся усадочные раковины (202, R) и кратеры (2024, K). Усадочная раковина (по ГОСТ 30242-97) – это полость, которая образуется вследствие усадки при затвердевании.
Кратером называется незаваренная усадочная раковина в конце валика сварного шва.

Твердые включения (300) – это твердые инородные вещества металлического или неметаллического происхождения, оставшиеся в металле сварного шва. Виды твердых включений:
- шлаковые включения (301, Ba) - неметаллические включения размером несколько миллиметров. Формы включений могут быть самые разные. Обычно такие включения располагаются на границе соединения основного металла с наплавленным;
- флюсовые включения (302, G);
- оксидные включения (303, J);
- металлические включения (304, H) – вольфрамовые, медные, из другого металла.
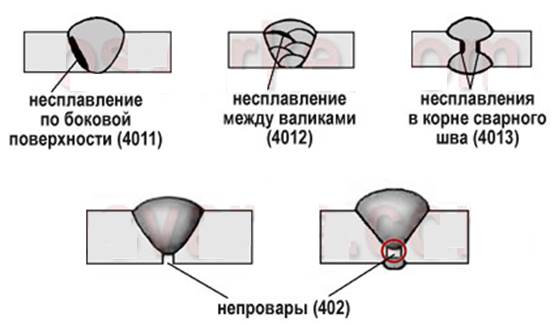
Несплавлением (401) называется отсутствие соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва.
Типы несплавлений:
- по боковой поверхности (4011);
- между валиками (4012);
- в корне сварного шва (4013).
Непровар (402, D) или неполный провар – это несплавление основного металла на участке или по всей длине шва, появляющееся из-за неспособности расплавленного металла проникнуть в корень соединения (заполнить зазор между деталями).
Нарушение формы сварного шва (500) – это отклонение формы наружных поверхностей шва или геометрии соединения от заданного значения. К нарушениям формы шва по ГОСТ 30242-97 относятся:
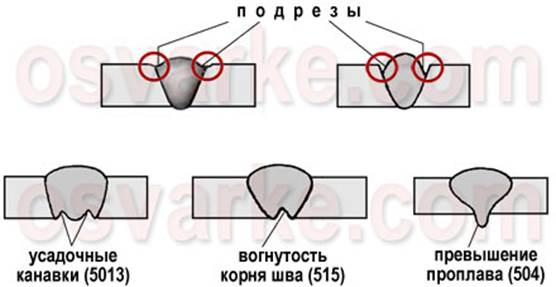
- подрезы (5011 и 5012; F);
- усадочные канавки (5013);
- превышения выпуклости стыкового (502) и углового (503) швов;
- превышение проплава (504);
- неправильный профиль шва (505);
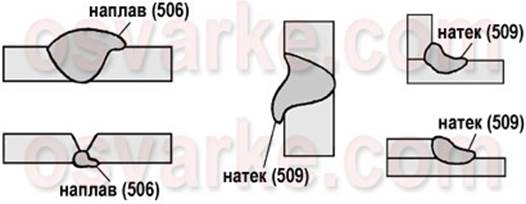
- наплав (506);
- линейное (507) и угловое (508) смещения свариваемых элементов;
- натек (509);
- прожог (510);
- не полностью заполненная разделка кромок (511);
- неравномерная ширина шва (513);
- неровная поверхность (514);
- вогнутость корня сварного шва (515)
- и др.
Подрезы – это продольные углубления на наружной поверхности валика шва. Подрезы со стороны корня одностороннего шва из-за усадки вдоль границы называются усадочными канавками.
Превышение проплава – избыток наплавленного металла на обратной стороне стыкового сварного шва.
Вогнутость корня шва – неглубокая канавка со стороны корня шва, возникшая из-за усадки.
Смещение между свариваемыми элементами при их параллельном расположении на разном уровне называется линейным смещением, а при расположении кромок элементов под углом – угловым смещением. Чрезмерной асимметрией углового шва называется значительное превышение размеров одного катета над другим.

Наплав – это избыток наплавленного металла шва, натекший на поверхность основного металла.
Натек – это металл шва, не имеющий сплавления с соединяемой поверхностью и образовавшийся в результате перераспределения наплавленного металла шва под действием силы тяжести. Натеки часто возникают при сварке угловых швов или стыковых швов в горизонтальном положении.
Прожог – вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия. При неправильном профиле шва угол между поверхностью основного металла и плоскостью, касательной к поверхности шва, меньше нормального значения.
Все дефекты, не включенные в группы 1–5 (ГОСТ 30242-97), относятся к прочим дефектам (600):
- местное повреждение металла из-за случайного зажигания дуги (601);
- брызги металла (602);
- поверхностные задиры (603) – повреждения поверхности из-за удаления временно приваренного приспособления;
- утонение металла (606)
- и др.
Устранение дефектов сварки.
Все дефекты сварного шва подлежат обязательному устранению, а если это невозможно, сварное изделие бракуется. В конструкциях из стали допускается устранение дефектов плазменно-дуговой или воздушно-дуговой строжкой с последующей обработкой поверхности абразивами. Можно устранять наружные дефекты шлифовкой. Если производится заварка выборок в швах, подлежащих обязательной термической обработке (из легированных и хромистых сталей), то приступать к исправлению дефектов следует только после отпуска сварного соединения (при 450—650°С).
При удалении дефектных мест целесообразно соблюдать определенные условия. Длина удаляемого участка должна быть равна длине дефектного места плюс 10— 20 мм с каждой стороны, а ширина разделки выборки должна быть такой, чтобы ширина шва после заварки не превышала его двойной ширины до заварки. Форма и размеры подготовленных под заварку выборок должны обеспечивать возможность надежного провара в любом месте. Поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев. При заварке дефектного участка должно быть обеспечено перекрытие прилегающих участков основного металла. После заварки участок необходимо зачистить до полного удаления раковин и рыхлости в кратере, выполнить на нем плавные переходы к основному металлу.
Удаление заглубленных наружных и внутренних дефектов (дефектных участков) в соединениях из алюминия, титана и их сплавов следует производить только механическим способом — вышлифовкой абразивным инструментом или резанием, а также вырубкой с последующей зашлифовкой.
Подрезы принято устранять наплавкой ниточного шва по всей длине дефекта. Однако это ведет к повышению расхода сварочных материалов. В таких случаях целесообразно применять оплавление подреза аргонодуговыми горелками, что позволяет «сгладить» дефекты без дополнительной наплавки.
Наплывы и неравномерности формы шва исправляют механической обработкой дефекта по всей длине.
Кратеры швов заваривают.
Прожоги в швах наблюдаются редко, их зачищают и заваривают.
Заварку дефектного участка производят одним из способов сварки плавлением (ручной дуговой, дуговой в среде инертных газов и др.).
Исправленные швы сварных соединений должны быть повторно проконтролированы в соответствии с требованиями, предъявляемыми к качеству изделия. Если при этом вновь будут обнаружены дефекты, то производят их повторное исправление с соблюдением необходимых требований. Число исправлений одного и того же дефектного участка, как правило, не превышает трех раз.