Реферат
Тема: «Размерная электрохимическая обработка металлов»
Выполнили студенты: гр.З-4351
Беззубенко А.А.
Захаров П.В.
Марачковский А.Г.
Проверил доцент:
Арляпов А.Ю.
Томск 2010 г.
Содержание
Введение-------------------------------------------------------------------------------------3
1.Основы процессов ЭХО----------------------------------------------------------------4
2. Разновидности процессов ЭХО------------------------------------------------------6
3. Электролиты----------------------------------------------------------------------------12
4.Технологические характеристики---------------------------------------------------13
5.Общая характеристика оборудования для ЭХО----------------------------------17
6. Особенности участков ЭХО----------------------------------------------------------19
7. Влияние ЭХО на работающих и на окружающую среду-----------------------19
Введение.
Важнейшим условием повышения эффективности общественного производства и улучшения качества продукции является ускорение темпов научно-технического прогресса, что достигается, в частности, техническим перевооружением производства и широким внедрением прогрессивной техники и технологии.
Первостепенная роль в решении этих задач принадлежит машиностроению – отрасли промышленности, производящей машины, оборудование, приборы, а также предметы культурно-бытового назначения. При этом к продукции машиностроения предъявляются высокие эксплуатационные и технико-экономические характеристики, особое внимание уделяется улучшению качества выпускаемых машин, оборудования, приборов, повышению их технического уровня, производительности, надежности и безопасности в эксплуатации.
Для достижения высоких эксплуатационных и технико-экономических характеристик необходимо совершенствовать технологию, повышать качество обработки деталей, применять новые конструкционные материалы, совершенствовать и разрабатывать новые технологические методы обработки.
К числу современных технологических процессов, сокращающих трудоемкость обработки металлических материалов, относится электрохимическая обработка (ЭХО) заготовок и деталей в токопроводящем растворе (электролите).
В настоящее время область практического применения ЭХО распространяется от простых операций по отрезке заготовок из труднообрабатываемых сталей и сплавов вплоть до операций по формообразованию сложнопрофильных деталей, например турбинных лопаток.
Созданы и успешно эксплуатируются станки для электрохимического формообразования профиля пера лопаток турбин и компрессоров, отрезки заготовок, заточки режущих инструментов, формообразования отверстий, пазов и щелей и для других технологических операций; разрабатываются и осваиваются новые и совершенствуются существующие технологические процессы и оборудование; повышаются технико-экономические и эксплуатационные характеристики станков и установок для ЭХО.
Основы процессов ЭХО.
Явление анодного растворения. Электрохимическая обработка металлов основана на способности их растворяться в результате окислительных реакций, происходящих в среде электропроводного раствора – электролита – под действием на него постоянного электрического тока. Такой химический процесс растворения металлов называют электролизом. Электролиз протекает при наличии источника питания, электролита и двух металлических проводников, называемых электродами, каждый из которых находится в электролитической ванне с электролитом.
В электролите свободными электрическими зарядами являются ионы, образующиеся при растворении, например, в воде солей, кислот или щелочей. Молекулы таких веществ, взаимодействуя с молекулами растворителя – воды, распадаются (диссоциируют) на положительно и отрицательно заряженные ионы. При этом движение ионов в электролите неупорядоченное. Под действием электрического поля, создаваемого источником питания, между электродом, соединенным с положительным полюсом и называемым анодом, и электродом – катодом, соединенным с отрицательным полюсом, возникает направленное движение ионов – отрицательно заряженные ионы (анионы) движутся к аноду, а положительно заряженные ионы (катионы) – к катоду. В электролите, таким образом, возникает электрический ток, представляющий упорядоченное движение положительно и отрицательно заряженных ионов.

Рисунок 1. 1 – электрод-анод; 2 – электролит; 3 – электрод-катод; 4 – источник питания.
Схема движения ионов в наиболее часто применяемом для ЭХО электролите – водном растворе хлористого натрия NaCl – приведена на рисунке 1. при растворении хлористого натрия в воде его молекула распадается на катион натрия Na+ и анион хлора Cl–. Вода Н2О при этом также частично диссоциирует на катионы водорода Н+ и анионы гидроксила ОН–. При подаче на электроды напряжения от источника питания анионы гидроксила и катионы водорода вместе с анионами хлора и катионами натрия вынуждены под действием сил электрического поля перемещаться соответственно к катоду и аноду. Атомы поверхностного слоя электрода-анода 1, получая от движущихся к нему анионов хлора и гидроксила дополнительные отрицательные заряды, превращаются в положительные ионы железа. Последние под действием сложных катодных и анодных реакций взаимодействуют с ионами гидроксила и образуют гидрат окиси железа Fe(OH)3, который в виде нерастворимого химического соединения выпадает в осадок. Таким образом, происходит электрохимическое анодное растворение железа. Одновременно с этим на катоде выделяется водород, выходящий из электролита в виде пузырьков. Реакции, протекающие на катоде, как правило, не разрушают его, т.е. катод при ЭХО не изнашивается.
Параметры анодного растворения. Электролиз протекает в межэлектродном промежутке, под которым принято понимать пространство между поверхностями катода и анода. Следовательно, электрохимическое анодное растворение происходит без непосредственного механического контакта поверхностей катода и анода.
В соответствии с первым законом Фарадея объем V растворенного металла при электролизе прямо пропорционален объемному электрохимическому эквиваленту k данного металла, сила тока I и времени t:

Объемный электрохимический эквивалент k металла зависит от его валентности и атомной массы.
На практике объем растворенного металла не всегда соответствует величине, рассчитанной по этому уравнению. Так, объем растворенного металла существенно зависит от плотности тока на аноде, определяемой отношением силы тока I к площади S анода:
При определенном сочетании параметров процесса – плотности тока, вида обрабатываемого металла, состава и скорости обновления электролита в межэлектродном промежутке – объем V растворенного металла относительно расчетного его значения может уменьшаться, а в некоторых случаях процесс анодного растворения полностью прекращается. Это объясняется образованием на поверхностях анода труднорастворимых окисных пленок, часто называемых пассивными.
При наличии в электролите достаточного количества активирующих анионов, например анионов хлора Cl–, происходит вытеснение из окисной пленки кислорода и разрушение ее без дополнительных затрат электрической энергии. В таких процессах, называемых активными, электрическая энергия расходуется непосредственно на электрохимическое растворение металла анода. Если в электролите недостает активирующих анионов, то на электрохимическое анодное растворение этих пленок затрачивается дополнительная электрическая энергия. При этом эффективность процессов ЭХО существенно снижается. Такой процесс электрохимического анодного растворения металла называют пассивным.
Активное анодное растворение отличается от пассивного особенностями реакций, происходящих на аноде. Активное растворение характеризуется хорошей растворимостью металла анода, так как при этом побочные реакции, кроме основной – анодного растворения, не протекают. Активное растворение металла происходит, например, при электрохимическом травлении. При пассивном растворении часть электрической энергии расходуется на побочные реакции, обеспечивающие удаление с поверхностей анода труднорастворимых окисных пленок. Пассивное растворение металла происходит, например, при электрохимическом полировании.
Повышение плотности тока i относительно оптимального ее значения может привести при определенных условиях к образованию окисных пленок сложного состава, которые не растворяются при электролизе. При этом наступает полная пассивация, т.е. переход поверхностного слоя металла из активного состояния в пассивное, при котором процесс анодного растворения прекращается. Подобные пленки удаляют с поверхностей анода механически, например абразивной обработкой.
Эффективность процессов ЭХО оценивают так называемым коэффициентом выхода металла по току:
Vф
η = —,
V
где Vф – фактический объем растворенного металла при пропускании определенного количества электричества, см3; V – расчетный объем металла, который должен раствориться при пропускании того же количества электричества, см3.
С учетом коэффициента η уравнение, характеризующее объем растворенного металла, приобретает следующий вид:
Vф = kIt, см3.
Vф, как правило, всегда меньше расчетного V, т.е. η <1. Значение этого коэффициента η отражает характер анодного растворения: активное и пассивное. При активном растворении коэффициент выхода металла по току составляет обычно 0,5-1,0; при пассивном растворении η <0,5.
Разновидности процессов ЭХО.
Размерная электрохимическая обработка. Этот процесс ЭХО служит для придания заготовке нужной формы и размеров. В отличие от рассмотренных процессов ЭХО, выполняемых в необновляемом или в незначительно обновляемом электролите, размерная электрохимическая обработка происходит при непрерывном и интенсивном обновлении электролита, прокачиваемого под давлением через межэлектродный промежуток. Принудительное удаление электролита из рабочей зоны позволяет вести формообразование обрабатываемых поверхностей с меньшими, чем при электрохимическом травлении и полировании, величинами межэлектродного промежутка. При этом на участках обрабатываемой поверхности с минимальным значением а мин межэлектродного промежутка (рис.2.1, а) плотность тока значительно выше, чем на участках с большим его значением а макс, т.к. при а мин электрическое сопротивление рабочей среды (электролита) меньше, чем при а макс. Соответственно этому анодное растворение металла на участках с минимальным значением межэлектродного промежутка будет протекать в начальной стадии обработки более интенсивно, чем на участках с большими значениями межэлектродного промежутка.
Таким образом, особенностью размерной электрохимической обработки является неодинаковая скорость растворения металла обрабатываемой заготовки на участках с различными значениями межэлектродного промежутка. В связи с этим на все участки обрабатываемой заготовки, включая и участки с максимальным межэлектродным промежутком, назначают в зависимости от скорости растворения определенные припуски на обработку.
Схема размерной электрохимической обработки с одним перемещающимся электродом-инструментом изображена на рис.2.1.
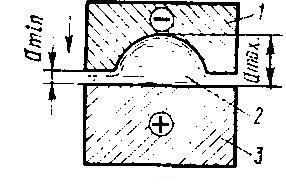
Рисунок 2.1. Схема размерной электрохимической обработки с одним перемещающимся электродом-инструментом:
1 − электрод-инструмент; 2 − электролит; 3 − заготовка-анод.
Электрод-инструмент (рис 2.1), рабочий профиль которого имеет форму, соответствующую форме окончательно обработанной детали или ее части, перемещается с определенной скоростью к неподвижно установленной заготовке-аноду в направлении, показанном стрелками. По мере растворения металла заготовки в основном на участках с минимальными значениями межэлектродного промежутка и перемещения на соответствующую величину электрода-инструмента обрабатываемая поверхность принимает форму обрабатывающей поверхности электрода-инструмента.
Существуют технологические схемы размерной ЭХО с двумя подвижными электродами-инструментами, которые располагают по обе стороны заготовки (рис. 2.2). При этом формообразование обрабатываемой поверхности производится одновременно с двух сторон заготовки, жестко закрепленной в определенном положении.
При электрохимическом формообразовании применяют также один, реже два неподвижных электрода. В этом случае по мере растворения металла заготовки увеличивается межэлектродный промежуток и соответственно уменьшается плотность электрического тока, что снижает производительность и точность электрохимической обработки. Такие технологические схемы ЭХО применяют для снятия небольшого (до 0,5-1,0 мм) слоя металла.
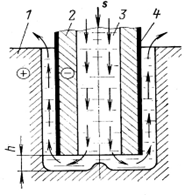
Рисунок 2.2. Типовые схемы размерной электрохимической обработки:
1 – обрабатываемая деталь; 2 – профильный инструмент-электрод (катод); 3 – электролит; 4 – изолятор.
При электрохимической обработке отверстий и полостей используют подвижный электрод-инструмент или подвижную заготовку. Формообразование цилиндрических поверхностей по этой схеме может сопровождаться вращением электрода-инструмента или заготовки; в отдельных случаях применяют одновременное встречное вращение заготовки и электрода-инструмента. Если при этом в качестве вращающегося электрода-инструмента используют токопроводящие алмазоносные пустотелые инструменты, то такой процесс ЭХО называют электроалмазным сверлением.
Электрохимическое травление. Этот процесс ЭХО предназначен для удаления с обрабатываемой поверхности окисных пленок, образующихся при предварительной термической или химической обработке заготовок или деталей. В зависимости от толщины окисной пленки и ее химического состава применяют несколько способов электрохимического травления.
Для удаления тонких окисных пленок, порядка нескольких микрометров, используют анодное травление. При этом заготовка подключается к положительному полюсу источника питания.
В результате электролиза окисная пленка высшей валентности (Fe2O3) переходит в пленку низшей валентности (FeО), которая, растворяясь в электролите, удаляется с поверхности детали или заготовки.
Для отслоения относительно толстых окисных пленок (до 0,3-0,5 мм) применяют катодное травление. В этом случае заготовку подключают к отрицательному полюсу источника питания. При электролизе в местах разрывов (трещин) окисной пленки выделяются пузырьки водорода, которые отрывают («взрыхляют») пленку от основного металла заготовки, очищая тем самым ее поверхность.
Наибольший эффект при удалении толстых окисных пленок достигается поочередным подключением обрабатываемой детали к положительному и отрицательному полюсам источника питания, т.е. изменением полярности детали и электрода во времени. В течение первых 5 мин происходит катодное «взрыхление» окисной пленки, а в течение последующих 5 мин − анодное растворение ее остатков в электролите.
В отдельных случаях, например при травлении деталей с малыми сечениями, применяют так называемое биполярное травление. В этом случае деталь размещают между двумя электродами, один из которых подключен к положительному, а второй − к отрицательному полюсам источника питания. При прохождении электрического тока в среде электролита от электрода-анода к электроду-катоду возникает падение напряжения на участках между электродами и деталью. В результате этого деталь заряжается отрицательно относительно электрода-анода и положительно относительно электрода-катода. При этом окисная пленка с правой плоскости детали удаляется по принципу анодного травления.
Электрохимическое полирование. Этот процесс ЭХО применяют для сглаживания микронеровностей на поверхностях деталей, образующихся, например, при механической обработке металлов резанием.
Деталь присоединяют к положительному, а электрод-инструмент − к отрицательному полюсам источника питания. При подаче напряжения на электроды начинается процесс растворения металла детали, являющейся анодом. Растворение металла протекает главным образом на выступах микронеровностей, так как толщина окисной пленки на них меньше, чем на впадинах, кроме того, плотность тока на вершинах микронеровностей более высокая. В результате избирательного растворения, т.е. большей скорости растворения выступов, микронеровности сглаживаются, и поверхность детали приобретает характерный металлический блеск.
При электрохимическом полировании существенные дефекты (забоины, царапины и т.д.) с поверхностей деталей не удаляются. В отличие от травления при электрохимическом полировании деталь подключают только к положительному полюсу источника питания, а электрод-инструмент − к отрицательному.
Разновидностью этого процесса ЭХО является электрохимическое полирование в абразивонесущем электролите. В этом случае анодное растворение микронеровностей сочетается с механическим удалением окисной пленки абразивными зернами, не связанными друг с другом какой-либо связкой.
При таком способе полирования (анодно-механическом) брусок из дерева, пластмассы или другого диэлектрического материала, линейно перемещаясь относительно обрабатываемой поверхности, прижимает абразивные зерна к полируемой детали и перемешивает их. В результате этого одновременно с анодным растворением микронеровностей происходит механическое истирание их абразивными зернами.
Электрохимическое хонингование и суперфиниширование. При этих процессах ЭХО механическое разрушение окисной пленки на обрабатываемой поверхности осуществляется абразивными зернами, находящимися не в свободном, а в связанном состоянии, т.е. абразивными брусками. Бруски закрепляют на металлической оправке-катоде специальными устройствами.
Электрохимическое галтование. Этот процесс ЭХО предназначен в основном для скругления острых кромок деталей и удаления с них заусенцев. Обработку деталей выполняют в неинтенсивно обновляемом электролите с одновременным механическим воздействием на обрабатываемые поверхности твердых тел (фарфоровых шаров, кусков абразивных кругов и т.п.).
Полость барабана, являющегося катодом, заполнена электролитом, абразивным материалом и обрабатываемыми деталями. В центре барабана расположен металлический стержень-анод. При относительно медленном вращении барабана на перемещающиеся в нем детали одновременно воздействуют абразивный материал и электролит, через который проходит электрический ток. При этом анодное растворение металла деталей протекает по рассмотренной ранее биполярной схеме. Обрабатываемые детали при перемещении в барабане электрически контактируют через электролит то со стенками барабана-катода, то со стержнем-анодом, и соответственно получают то положительную при соединении с анодом, то отрицательную при соединении с катодом полярность. Кроме того, по мере удаления деталей от анода или катода изменяется анодная плотность тока, что обусловливает активное или пассивное растворение металла. В связи с тем, что абразивный материал более интенсивно воздействует на выступающие части (заусенцы, острые кромки) деталей, удаление окисных пленок, а следовательно, и растворение металла на этих участках протекают быстрее, чем на других обрабатываемых поверхностях деталей. Регулируя время и параметры анодного растворения, добиваются удаления заусенцев и притупления острых кромок на деталях без изменения их формы и размеров.
Несколько по другой схеме происходит электрохимическое галтование полостей литых крупных заготовок. В этом случае в полость заготовки, являющейся анодом, вводят один или несколько металлических катодов, а межэлектродный промежуток заполняют на 20-30% его объема абразивонесущим электролитом. При медленном вращении катода и анода относительно друг друга происходит электрохимическое галтование, т.е. частичное или полное удаление литейных пороков.
Электроабразивная и электроалмазная обработка. Эти процессы ЭХО основаны на сочетании анодного растворения и механического воздействия инструмента на обрабатываемую заготовку. В качестве инструмента применяют абразивные круги, проводящие электрический ток. На практике наиболее часто применяют электроабразивное и электроалмазное шлифование, а также электроалмазное затачивание резцов и других режущих инструментов.
Электроабразивное (или электроалмазное) шлифование выполняют следующим образом. На периферию вращающегося абразивного круга-катода через сопло подают электролит. Часть его под действием центробежных сил отбрасывается, а часть увлекается в зону резания, т.е. в межэлектродный промежуток, соответствующий величине «вылета» абразивных зерен. Анодное растворение и абразивное резание зернами отбрасываемого металла происходит только в зоне непосредственного контакта режущей части инструмента с обрабатываемой поверхностью заготовки. Съем металла со всей обрабатывающей площади производится при перемещении заготовки относительно инструмента, соответствующем движению заготовки при механическом шлифовании.
В отличие от приведенного процесса ЭХО электроалмазное затачивание производят одновременно по всей обрабатываемой поверхности при механическом контакте ее с торцовой поверхностью круга.
Анодно-механическая обработка. Этот процесс ЭХО основан на сочетании электротермических и электрохимических процессов при одновременном механическом воздействии инструмента-катода на обрабатываемую поверхность. Электротермические процессы заключаются в том, что при кратковременном электрическом контакте микровыступов обрабатываемого участка заготовки с рабочей частью инструмента-катода происходит разрушение окисной пленки и образование так называемых каналов проводимости тока вследствие ионизации межэлектродного промежутка. По этим каналам при соответствующем напряжении на электродах (17-20 В) проходит электрическая энергия в виде импульсных и дуговых разрядов. В результате высокой концентрации энергии на относительно небольших участках обрабатываемой поверхности повышается температура поверхностного слоя заготовки; при этом металл заготовки плавится, частично испаряется и в виде расплавленных частиц переходит в электролит. Разрушение (эрозия) металла под действием электротермических процессов продолжается до тех пор, пока не будет удален весь металл, находящийся на расстоянии, при котором возможен электрический пробой межэлектродного промежутка.
В этом случае под действием электротермических явлений разрушается в зоне обработки не только заготовка, но и электрод-инструмент. При анодно-механическом формообразовании в качестве электролита используют водный раствор силиката натрия Na2SiO3, или жидкое стекло. При прохождении через этот раствор электрического тока катионы натрия Na+ на катоде вступают в реакцию с водой, образуя щелочь NaОН и водород Н2. Одновременно с этим двуокись кремния SiO3 распадается на окись кремния SiO2 и кислород, в результате чего на аноде образуется силикатная пленка (окись кремния), обладающая высоким электрическим сопротивлением. При напряжении на электродах ниже 15 В силикатная пленка разрушается перемещающимся относительно обрабатываемой поверхности инструментом, что активизирует последующее анодное растворение. Одновременно перемещающийся инструмент удаляет и продукты растворения из зоны обработки. При повышении напряжения на электродах до 17-20 В происходят электрический пробой межэлектродного пространства и эрозионное разрушение металла заготовки; при этом процесс анодно-механической обработки ускоряется в десятки раз.
Электроэрозионно-химическая размерная обработка. Этот процесс ЭХО основан на совмещении размерной электрохимической обработки с электроэрозионным разрушением металла. Одна из особенностей электроэрозионно-химического процесса заключается в том, что напряжение U, подводимое к электродам от источника питания, изменяется во времени t, т.е. имеет импульсную форму. При этом максимальное напряжение Uим электрического пробоя подбирают равным напряжению электрического пробоя Uпр электролита в зависимости от величины а пр межэлектродного промежутка.
Электроэрозионно-химическую обработку называют также электрофизико-химической. Такой термин объективно отражает сущность этого процесса, т.к. здесь совмещены электрофизические (эрозия) и электрохимические (анодное растворение) процессы формообразования.
Электролиты.
Все рассмотренные процессы ЭХО протекают при наличии электролитов − химических растворов, обладающих электролитической или ионной проводимостью, т.е. способностью пропускать электрический ток под действием электрического напряжения за счет движения ионов. Этим же свойством обладает вода, спирт и другие жидкости. Электропроводность электролитов значительно меньше электропроводности металлов, у которых носителями тока являются свободные электроны. С повышением температуры при нагреве электропроводность, являющаяся величиной, обратной электрическому сопротивлению, уменьшается у металлов и увеличивается у электролитов.
Различают слабые и сильные электролиты. Первые лишь частично диссоциируют на ионы, причем с ростом концентрации компонентов степень диссоциации и электропроводность их значительно уменьшаются. Сильные электролиты, наоборот, полностью распадаются на ионы, несмотря на значительные концентрации компонентов, при этом существенно повышается их электропроводность. К сильным электролитам относят почти все растворы солей и кислот, а к слабым, например, растворы оснований.
Металлы различных марок активно растворяются только в электролитах определенного состава. Однако на технологические характеристики процессов ЭХО (производительность, точность и качество обработки) влияет не только состав электролита, но и концентрация входящих в него компонентов, его температура, водородный показатель рН, характеризующий концентрацию ионов водорода в электролите, или «кислотность», а также скорость прокачки его в межэлектродном промежутке.
Таблица 1.