Экзаменационная работа
Тема: “Капитальный ремонт электродвигателей”
Выполнил учащийся 2 технической группы
Савицкий Артём Алексиевич
Проверил преподаватель:
Валюкевич Збигнев Витольдович
г.п Вороново 2021
Оглавление
Введение стр.1
Требование и организация ремонта стр.2
Схема технологического процесса ремонта электрических машин
С тр.5
Осмотр разборка, дефектация и подготовка электрических машин к ремонту
С тр.7
Ремонт и изготовление обмоток стр. 12
Механический ремонт деталей и узлов электрических машин
Стр. 15
Испытание электрических машин с тр.18
Меры безопасности при выполни ремонтных работ с тр.22
Литература С тр.23
Введение
Прогресс в развитии электромашиностроения зависит от успехов в области теории электрических машин. Глубокое понимание процессов электромеханического преобразования энергии необходимо не только инженерам-электромеханикам, создающим и эксплуатирующим электрические машины, но и многим специалистам, деятельность которых связана с электромеханикой.
Электрические машины применяются во всех отраслях промышленности, на транспорте, в сельском хозяйстве и быту. Почти вся электрическая энергия вырабатывается электрическими генераторами, а две трети ее преобразуется электрическими двигателями в механическую энергию. От правильного выбора и использования электрических машин во многом зависит технический уровень изделий многих отраслей промышленности.
Электротехническая промышленность выпускает в год миллионы электрических машин для всех отраслей народного хозяйства. И конечно же от специалистов в области электромеханики требуются глубокие знания обслуживания и ремонта электрических машин, а также их правильной эксплуатации. Без электрических машин не может развиваться ни одна комплексная научная программа. Электрические машины работают в космосе и глубоко под землей, в океане и активной зоне атомных реакторов, в животноводческих помещениях и медицинских кабинетах. Без преувеличения можно сказать, что электромеханика определяет технический прогресс в большинстве основных отраслей промышленности.
Особая роль отводится электрическим машинам в космической, авиационной и морской технике. Электрические машины, работающие на передвижных установках, выпускаются в больших количествах. Эти машины должны иметь минимальные габариты при высоких энергетических показателях и высокую надежность. Отдельную область электромеханики составляют электрические машины систем автоматического управления, где электрические машины используются в качестве датчиков скорости, положения, угла и являются основными элементами сложнейших навигационных систем.
Требование и организация ремонта
Планирование ремонтов электродвигателей ведется в соответствии с требованиями «Правил технической эксплуатации электрических станций и сетей» (ПТЭ) по системе планово-предупредительных ремонтов (ППР).
Планово-предупредительный ремонт включает в себя комплекс мероприятий: техническое обслуживание и надзор во время работы; периодическое проведение текущих и капитальных ремонтов; проведение профилактических испытаний в соответствии с требованиями «Норм испытания электрооборудования».
Периодичность и сроки проведения ремонтов электродвигателей увязываются с ремонтом приводимых агрегатов. Это способствует снижению трудозатрат на центровку агрегата с двигателем, подготовку рабочего места оперативным персоналом и т. д. Периодичность ремонтов устанавливается графиком, утвержденным главным инженером предприятия.
При планировании сроков капитальных и текущих ремонтов учитывается техническое состояние электродвигателей, определяемое в процессе эксплуатации (состояние подшипников, нагрев активных частей и т. п.). Ежегодные графики ремонтов составляются электроцехом предприятия, эксплуатирующего электродвигатель, и согласовываются с подрядной организацией, выполняющей ремонт электродвигателей.
В соответствии с графиком ремонта ведется подготовительная работа, которая включает в себя: составление графика работ с указанием перечня приспособлений, необходимых для ремонта электродвигателей и сроков их изготовления или доставки на ремонтную площадку; заготовку необходимых материалов и запчастей; подготовку противопожарных мероприятий и мероприятий по технике безопасности; разработку и согласование со смежными цехами проекта организации специальных работ. Эти работы выполняются персоналом эксплуатирующей и подрядной организаций.
До вывода электродвигателей в ремонт все вышеперечисленные подготовительные работы должны быть закончены, ремонтный персонал должен быть укомплектован в бригады, ознакомлен с объемом предстоящих работ и конструктивными особенностями электродвигателей. До начала работ руководитель ремонта должен ознакомиться с отчетной документацией о ранее выполненных на этих электродвигателях ремонтах, обращая особое внимание на результаты предыдущего ремонта, на время, отработанное подшипниками после их замены и смены смазки, на значение воздушных зазоров и зазоров в подшипниках, на результаты испытаний. Должны быть также учтены замечания о работе электродвигателей (перегрев обмотки, активной стали, вибрационное состояние, температура подшипников).
Организация рабочих мест для ремонта двигателей.
Наиболее прогрессивной формой ремонтного обслуживания электродвигателей является централизованный ремонт в условиях мастерских, производственных ремонтных предприятий (ПРП), оснащенных необходимым оборудованием и оснасткой для выполнения всех трудоемких разборно-сборочных и ремонтных операций.
Любой вид типового ремонта, для выполнения которого необходимо отсоединение электродвигателя от фундамента и агрегата, целесообразно выполнять в условиях специальной мастерской. Для доставки электродвигателей в мастерскую должны использоваться соответствующие транспортные средства, а грузоподъемные механизмы мастерской должны обеспечить их разгрузку.
Для выполнения любого вида ремонта прогрессивными методами, обеспечивающими высокую производительность труда и качество ремонта, мастерская должна оборудоваться энергетическими разводками (сжатый воздух, водопровод, электропитание на различных напряжениях) и иметь в своем составе: камеру для пневмогидравлической очистки электродвигателей, установку для мойки деталей, покрасочную и сушильную камеры, стапели для разборки электродвигателей с вертикальным валом, кантователи для статоров, подставки для статоров, подставки для установки и проворота роторов, станок для балансировки роторов, станок для изготовления пазовых клиньев, сверлильный и заточный станки, комплект съемников (гидравлических и винтовых), комплект приспособлений для извлечения секций обмоток статоров электродвигателей, стеллажи для размещения узлов и деталей при разборке электродвигателей и верстаки для ремонта узлов и деталей электродвигателей.
При выполнении в мастерской восстановительного ремонта электродвигателей кроме вышеперечисленного оборудования в ее состав должны входить: камера для отжига всыпных обмоток, установка для извлечения всыпных обмоток, намоточные станки, пропиточная ванна и установка для заливки подшипников скольжения.
Изготовление резервных катушек для статорных обмоток электродвигателей высокого напряжения с микалентной и другой изоляциями целесообразно производить на крупных базах, имеющих оборудование для компаундирования, что способствует обеспечению высокого качества и увеличению ресурса работы.
При отсутствии мастерских для централизованного ремонта электродвигателей могут быть организованы ремонтные площадки.
Под «ремонтной площадкой» подразумевается свободная площадь, предназначенная для перегрузочных операций и размещения при капитальном ремонте сборочных единиц и деталей оборудования, ремонтных приспособлений и оснастки, а также для выполнения ремонтных операций, которые по условиям технологии необходимо производить вблизи ремонтируемого оборудования. Ремонтные площадки должны оборудоваться энергетическими разводками и находиться в зоне действия грузоподъемного средства.
Под энергетическими разводками подразумеваются разводки кислорода, ацетилена, сжатого воздуха давлением (4—6)10® Па и технической воды давлением 4Х ХЮ5 Па, а также стационарная электросеть напряжением 380/220 В для обеспечения электросварочных работ, подключения электроинструмента через преобразователь частоты напряжением 36 В (220 Гц) и переносных ламп через трансформатор 220/12 В.
Ремонтная площадка должна иметь общее и местное электроосвещение.
Схема технологического процесса ремонта электрических машин
Схема технологического процесса ремонта короткозамкнутых электродвигателей.
Эти документы составлены в виде таблиц, в которых перечислены номера и содержание всех технологических операций, технические условия и указания по проведению ремонта, приводятся сведения об оборудовании, приспособлениях и инструменте, необходимом для ремонта. Технологические карты дополняются схемами, разрезами, рисунками.
В ремонтном производстве составляется различная техническая документация, на разных заводах и в отдельных ведомствах она неодинакова, хотя по содержанию отдельные документы близки, а часть их даже на одних и тех же заводах дублируется. Так, «Главэлектроремонт» МЭТП рекомендует своим предприятиям заполнять после дефектации машин дефектовочную записку и ведомость дефектов.
В содержание записки входят паспортные данные машины до ремонта и пожелания заказчика по их изменению. В ней содержатся все размеры сердечников статора и ротора и обмоточные данные статора и ротора (тип обмотки, число пазов, марка провода, число витков в катушке, число параллельных проводников в витке, число катушек в группе, фазе, шаг обмотки, число параллельных ветвей, сопряжение фаз, расход провода в килограммах, вылет лобовых частей, класс нагревостойкости).
В ведомость дефектов записывают все необходимые операции по всей машине, например, станина — заварить трещины, отремонтировать замковые поверхности, приварить лапы, отремонтировать крепежные детали и рым-болт и т. д.
К каждой ремонтируемой машине прилагается технологическая карта, в которой приведены сведения о заказчике, техническая характеристика машины с ее паспортными данными, значение сопротивления фаз, сечение выводных концов и класс изоляции, габарит сердечника статора и число пазов, сведения об обмоточных данных до ремонта и по расчету, сведения о механической части — ее состоянии, сведения о контроле обмоток и стендовых испытаниях.
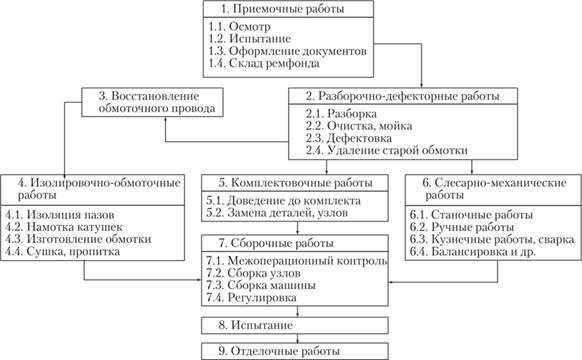
Схема №1
Осмотр разборка дефектация подготовка электрических машин к ремонту
Электрические машины, поступившие в ремонт, тщательно осматривают, а при необходимости испытывают и разбирают с целью полного выявления причин, характера и масштабов повреждения. Осмотр машины, ознакомление с объемом и характером предыдущих ремонтов и эксплуатационными журналами, а также проведение испытаний позволяют оценить состояние всех сборочных единиц и деталей машины и определить объемы и сроки ремонта, Составить техническую документацию по ремонту, изготовить или заказать ремонтные приспособления и запасные части, произвести другие необходимые работы по организационной, и технической подготовке ремонта.
Машины повреждаются чаще всего из-за недопустимо длительной работы без ремонта, плохого эксплуатационного обслуживания или нарушения режима работы, на который они рассчитаны. Повреждения электрических машин бывают механические и. электрические.
К механическим повреждениям относят: выплавку баббита в подшипниках скольжения; разрушение сепаратора, кольца, шарика или ролика в подшипниках качения; деформацию или поломку вала ротора (якоря); образование глубоких выработок («дорожек») на поверхности коллекторов и контактных колец; ослабление крепления полюсов или сердечника статора к станине, разрыв или сползание проволочных бандажей роторов (якорей);, ослабление прессовки сердечника ротора (якоря) и др.
Электрическими повреждениями являются пробой изоляции на корпус, обрыв проводников в обмотке, замыкание между витками обмотки, нарушение контактов и разрушение соединений, выполненных пайкой или сваркой, недопустимое снижение сопротивления изоляции вследствие ее старения, разрушения или увлажнения и др.
Электрослесарь по ремонту электрических машин должен хорошо знать характерные признаки, а также способы выявления и устранения различных повреждений и неисправностей, возникающих в этих машинах.
Краткий перечень наиболее распространенных неисправностей и возможных причин их возникновения в электрических машинах приведен в табл. 4.
Асинхронные машины с короткозамкнутым ротором
Электродвигатель не развивает номинальной частоты вращения и гудит
Одностороннее притяжение ротора вследствие износа подшипников, перекоса подшипниковых щитов или изгиба вала
Электродвигатель гудит, ротор вращается медленно, ток во всех трех фазах различен и даже, на холостом ходу превышает номинальный
Обрыв одного или нескольких стержней обмотки ротора;
неправильное соединение начала и конца фазы обмотки статора (фаза «перевернута»)
Ротор не вращается или вращается медленно, двигатель сильно гудит и нагревается
Обрыв фазы обмотки статора
Электродвигатель перегревается при номинальных нагрузках
Витковое замыкание в обмотке статора;
ухудшение условий вентиляции вследствие загрязнения, вентиляционных каналов
Недопустимо низкое сопротивление изоляции обмотки статора электродвигателя
Увлажнение или сильное загрязнение изоляции обмотки;
старение или повреждение изоляции
Электродвигатель вибрирует во время работы и после отключения при частоте вращения ротора, близкой к номинальной
Электродвигатель сильно вибрирует, но вибрация прекращается после отключения его от сети, двигатель сильно гудит, ток в фазах неодинаков, один из участков обмотки статора быстро нагревается
Короткое замыкание в обмотке статора электродвигател
Асинхронные машины с фазным ротором
Электродвигатель не развивает номинальной частоты вращения
Одностороннее притяжение ротора вследствие износа подшипников перекоса подшипниковых щитов или изгиба вала;
нарушение контакта в двух или трех фазах пускового реостата;
нарушение электрической цепи между пусковым реостатом и обмоткой ротора электродвигателя
У электродвигателя медленно увеличивается частота вращения; ротор электродвигателя сильно нагревается даже при небольшой нагрузке
, Замыкание части обмотки ротора на заземленный корпус электродвигателя;
нарушение изоляции между контактными кольцами и валом ротора
Электродвигатель не развивает частоты вращения под нагрузкой, гудит, ток статора «пульсирует»ё
Нарушение контакта в местах пайки обмотки ротора, соединениях ее с контактными кольцами или в соединительных проводах
Плохая притертость или загрязненность щеток;
заедание щеток в обоймах щеткодержателей;
недостаточное нажатие щеток на контактные кольца
биение контактных колец; нарушение контакта в цепи щеток
Искрообразование под щетками
Перекос щеткодержателей; неполное прилегание поверхностей щеток к коллектору;
повышенное давление пружины на щетку;
смещение щеток с нейтрали
Недопустимое искрение, сопровождающееся треском с проскакиванием искр из-под щеток, образование на коллекторе подгара (почернения)
Неправильное положение щеток относительно нейтрали, выступание отдельных пластин коллектора;
биение коллектора в результате эксцентричности;.
выступание миканитовой изоляции из коллектора
Пробой изоляции электромагнитной системы машины на корпус
Механическое повреждение или старение изоляции катушек
Образование электрического соединения пластин коллектора вследствие замыканий медной пылью или заусенцами медных пластин
Проседание вала якоря в результате износа подшипников скольжения или прогиба вала
Неправильное включение реостата в цепь машины с параллельным возбуждением, вследствие чего снизилось напряжение, подводимое к обмотке возбуждения машины
Неисправности и повреждения электрических машин не всегда удается обнаружить путем внешнего осмотра, так как некоторые из них (витковые замыкания в обмотках статоров, пробой изоляции на корпус, замыкания пластин коллектора, нарушение пайки в обмотках и другие) носят скрытый характер и могут быть определены только после соответствующих измерений и испытаний.
В число предремонтных операций по выявлению неисправностей электрических машин входят: измерение сопротивления изоляции обмоток (для определения степени ее увлажнения), испытание электрической прочности изоляции, проверка на холостом ходу машины целости подшипников, величины осевого разбега ротора (якоря), правильности прилегания (притертости) щеток к коллектору и контактным кольцам, величины вибрации, определение величины зазоров между вращающимися и неподвижными частями машины, а также проверка состояния крепежных деталей, плотности посадки подшипниковых щитов на заточках станины и отсутствия повреждений (трещин, сколов) у отдельных деталей машины.
Состояние изоляции обмоток ремонтируемой электрической машины проверяют мегаомметром М-1101, или МС-08.
Мегаомметр М-1101 состоит из генератора с приводным механизмом и логометрического устройства. Генератор прибора является источником постоянного тока и состоит из магнитопровода статора с пластинчатыми полюсами и ротора, представляющего собой восьмиполюсный постоянный магнит.
Постоянство напряжения на зажимах прибора поддерживается центробежным регулятором с грузами. При повышенной скорости вращения ручки прибора грузы под действием центробежных сил расходятся и, выдвигая ротор из статора, уменьшают магнитное сцепление обмотки и индуктируемое в ней напряжение.
Логометрическое устройство состоит из неподвижной части (постоянный магнит, магнитопроводы, полюсные наконечники) и подвижной (рабочая и противодействующая рамки). Эти рамки жестко скреплены под углом 90°., Токи, проходя по обеим катушкам и взаимодействуя с магнитным полем, создают вращающие моменты, направленные в противоположные стороны. Угол поворота подвижной части зависит от отношений токов в катушках и не зависит от приложенного напряжения.
При измерении сопротивления цепи, присоединенной к зажимам прибора, его подвижная часть поворачивается на определенный угол, а закрепленная на ее оси стрелка указывает на шкале прибора, отградуированной в килоомах и мегаомах, сопротивление. Нормальная частота вращения ручки прибора 120 об/мин. Изменение частоты ее вращения. от 100 до 140 об/мин практически не влияет на точность измерений.
Проверку мегаомметром состояния изоляции обмоток и цепей тока производят в такой последовательности. Убеждаются в отсутствии напряжения в проверяемой обмотке и присоединенных к ней цепях. Проверяют исправность мегаомметра; устанавливают его горизонтально, присоединяют провода к зажимам ич замкнув их накоротко, вращают ручку мегаомметра *. При замкнутых концах проводов стрелка на шкале прибора должна находиться на нуле, а при разомкнутых — на знаке, обозначающем бесконечность. Убедившись в исправности прибора, касаются концами проводов, присоединенных к его зажимам, одного из выводов обмотки и не соединенной с ней металлической части машины. О состоянии изоляции судят по показаниям прибора. Отсчет показаний по шкале производят после того, как стрелка прибора займет устойчивое положение.
* Описание относится к мегаомметру М-1101. При измерении сопротивления изоляции мегаомметром MG-2 его присоединяют к электической сети напряжением 127 или 220 В.
Универсальным прибором является мегаомметр. МС-05, имеющий устройство для переключений на напряжения 500, 1000 и 2500 В.
Работа по предремонтному выявлению неисправностей и повреждений электрических машин называется дефектировкой.
Дефектировку осуществляют внешним осмотром, частичной или полной разборкой электрической машины.
Дефектировка, произведенная путем внешнего осмотра и испытаний электрической машины, не всегда позволяет точно определить характер и размеры ее повреждений, а следовательно, и объем предстоящих ремонтных работ. Более полное представление о состоянии и требуемом ремонте электрической машины дает дефектировка, выполняемая после ее разборки.
О всех обнаруженных после разборки машины неисправностях и повреждениях делают соответствующие записи, в дефектировочной карте, на основании которых составляют маршрутную карту ремонта с указанием работ, подлежащих выполнению по каждой ремонтной единице или по отдельным сборочным единицам ремонтируемой машины.
Ремонт и изготовление обмоток
Ремонт обмоток статоров проводят в случаях с трения изоляции, замыкания между проводами разных фаз и между витками одной фазы, замыкания обмотки на корпус, а также при обрывах или плохих контактах в паяных соединениях обмоток или секций. Объем ремонта зависит от общего состояния статора и характера неисправности. После определения неисправности статора выполняют частичный ремонт с заменой отдельных катушек обмотки или проводят полную перемотку.
В статорах асинхронных двигателей мощностью до 5 кВт единой серии применяются однослойные всыпные обмотки. Достоинства этих обмоток заключаются в том, что в каждом полузакрытом пазу укладывают провода одной катушки, укладка катушек в пазы является простой операцией, а коэффициент заполнения паза проводами очень высок. В статорах электрических машин мощностью 5—100 кВт применяют двухслойные всыпные обмотки при полузакрытой форме паза. Для асинхронных двигателей мощностью выше 100 кВт обмотки выполняют с катушками из прямоугольного провода. Статоры машин на напряжение выше 660 В обмотки наматывают проводами прямоугольного сечения.
Способы изготовления и укладки в пазы статоров различны для обмоток из круглого или прямоугольного сечения проводов. Катушки из круглого провода наматывают на специальные шаблоны. Ручная намотка катушек требует больших затрат времени и труда. Чаще применяют механизированную намотку катушек на станках со специальными шарнирными шаблонами (рис. 103), с помощью которых можно наматывать катушки различных размеров. Эти же шаблоны позволяют наматывать последовательно все катушки, предназначенные на одну катушечную группу или на всю фазу.
Обмотки изготавливают из проводов марки ПЭЛБО (провод, эмалированный масляным лаком и покрытый одним слоем нитей из хлопчатобумажной пряжи), ПЭЛ (провод, эмалированный лаком на масляной основе), ПБД (провод, изолированный двумя слоями нитей из хлопчатобумажной пряжи), ПЭЛЛО (провод, изолированный масляным лаком и одним слоем лавсановых нитей).
Намотав катушечные группы, их перевязывают лентой и приступают к укладке в пазы. Для изоляции обмоток от корпуса в пазах используют пазовые гильзы, которые представляют собой однослойную или многослойную U-образную скобку из материала, подобранного в зависимости от класса изоляции. Так, для класса изоляции А применяют электрокартон и лакоткань, для нагревостойкой обмотки — гибкий миканит или стекломиканит.
Изготовление изоляции и укладка мягкой всыпной обмотки асинхронного электродвигателя
Блок-схема алгоритма и технологическая карта ремонта всыпной обмотки асинхронного электродвигателя приведена ниже
Нарезать комплект полос изоляционного материала по размерам обмоточных данных. Загнуть на отрезанных полосах манжету с двух сторон. Изготовить комплект пазовых гильз.
Очистить пазы статора от пыли и грязи. Вложить пазовую изоляцию на всю длину во все пазы.
Нарезать комплект полос изоляционного материала и по размерам подготовить прокладки. Изготовить комплект прокладок для лобовых частей обмоток.
Вложить в паз две пластины для защиты изоляции проводов от повреждения при их укладке. Ввести в расточку статора катушечную группу; расправить руками провода и вложить их в пазы Удалить из паза пластины Распределить равномерно провода в пазу фибровой палочкой. Вложить в паз междуслойную изоляционную прокладку. Осадить молоточком (топориком) уложенную катушку на дно паза При двухслойной обмотке — уложить вторую катушку в паз.
Использовать готовые клинья из пластических материалов (пленки ПТЭФ и др.) или изготовить деревянные. Отрезать по размерам обмоточных данных деревянные заготовки. Определить их относительную влажность и высушить до относительной влажности 8 %. Пропитать деревянные клинья в олифе и высушить.
Обрезать острогубцами выступающие с торцов статора концы клиньев, оставив с каждой стороны концы по 5 — 7 мм Обрезать выступающие части изоляционных прокладок.
Вложить изоляционные прокладки в лобовые части обмоток между смежными катушками двух уложенных рядом групп разных фаз.
Отогнуть на 15—18° лобовые части катушек обмотки ударами молотка в сторону внешнего диаметра статора Проследить за плавным изгибом проводов катушки в местах выхода их из паза.
Порядок изготовления изоляции и укладки проводов обмотки может быть и другим. Например, изготовление пазовых гильз, междуслойных прокладок, изготовление деревянных клиньев может производиться до укладки обмоток, а затем порядок работ остается по настоящей схеме.
В технологии изготовления обмотки допущены некоторые обобщения по деталям.
Катушки двухслойной обмотки укладывают (рис. 104) в пазы сердечника группами так, как они были намотаны на шаблоне. Катушки укладывают в следующей последовательности. Провода распределяют в один слой и вкладывают те стороны катушек, которые прилегают к пазу. Другие стороны катушек вкладывают после того, как будут вложены нижние стороны катушек всех пазов, охватываемые шагом обмотки. Следующие катушки укладывают одновременно нижними и верхними сторонами с прокладкой в пазах между верхними и нижними сторонами катушек изоляционных прокладок из электрокартона, согнутых в виде скобы. Между лобовыми частями обмоток прокладывают изоляционные прокладки из лакоткани или листов картона с наклеенными на них кусками-лакоткани.
После укладки обмотки в пазы края пазовых гильз загибают и забивают в пазы деревянные или текстолитовые клинья. Для предохранения клиньев 1 от поломки и защиты лобовой части обмотки применяют приспособление (рис. 105), состоящее из согнутой листовой стали обоймы 2, в которую свободно вставляют стальной стержень 3, имеющий форму и размер клина.
Механический ремонт деталий и узлов электрических машин
Надежность, бесперебойность и безопасность работ электрооборудования и сетей обеспечивается правильной системой ремонта электрооборудования эксплуатирующей организацией. Такой системой является планово-предупредительный ремонт электрооборудования (ППРЭО), представляющий собой форму организации ремонта, состоящего из комплекса организационно- технических мероприятий, обеспечивающих выполнение технического обслуживания и профилактического ремонта оборудования.
Организация ППРЭО. Система ППРЭО вводится в действие приказом по предприятию, которым устанавливаются обязанности различных цехов и служб, утверждается график ремонта и другие мероприятия. Например, определяются обязанности персонала по уходу за электрооборудованием и межремонтному техническому обслуживанию; обязанности рабочих электроремонтного цеха (ЭРЦ); положение об изготовлении запасных частей; мероприятия по дальнейшему совершенствованию ремонта т.д.
Большое значение имеет инженерная и материальная подготовка ремонта.
Инженерная подготовка должна обеспечить ремонтный персонал необходимой проектно-конструкторской документацией, к которой относятся: технические описания устройства завода- изготовителя (ТО); инструкции по эксплуатации (ИЭ); паспорт на соответствующее устройство; описание технологических процессов ремонта, разрабатываемых, как правило, специализированными научно-исследовательскими и технологическими институтами; технологические карты ремонта, разрабатываемые ремонтными предприятиями или специализированными конструкторско-технологическими бюро.
Технологическая подготовка, входящая в состав инженерной, начинается с организации рабочего места, которое должно быть удобным, хорошо освещенным, безопасным и оснащенным необходимыми приспособлениями, инструментами и технологической документацией.
Для ремонта необходимо подготовить материалы, запчасти и покупные изделия. При этом следует максимально использовать пригодные и неповрежденные детали списанного оборудования.
Все работы планово-предупредительного ремонта электродвигателей подразделяются на текущий, средний и капитальный ремонты.
Текущий и средний ремонты включают такие работы, которые не требуют полной разборки электрооборудования.
Текущий ремонт, электродвигателя заключается, например, в промывке подшипников и смене в них масла, осмотре и устранении неисправностей пускорегулирующей аппаратуры, смене щеток и т.д. Текущие ремонты в большинстве случаев выполняет персонал, обслуживающий электроустановку при отключенном напряжении.
При среднем ремонте тщательно осматривают и чистят оборудование, заменяют изношенные части, осуществляют мероприятия, связанные с регулировкой частей машин, аппаратов и других элементов электроустановки.
Капитальным ремонтом называют работы по замене или восстановлению основных и, как правило, наиболее сложных частей или деталей электродвигателя, например перемотку его роторной или статорной обмотки. Работы по капитальному ремонту выполняет персонал ремонтного цеха предприятия за счет средств, отпускаемых на восстановление изношенного оборудования.
Текущие и средние ремонты проводят чаще, чем капитальные. Работы по текущему, среднему и капитальному ремонту выполняют в строго определенные и заранее установленные сроки.
Структура электроремонтной мастерской
В зависимости от наличия установленного на предприятии электрооборудования организуют электроремонтные мастерские различной производительности. Производственная площадь мастерской определяется количеством машин, проходящих средний и капитальный ремонты, исходя из расчета 1 м2 на каждую ремонтируемую машину в год.
Электроремонтные работы производят как собственными силами завода, так и силами специализированных подрядных организаций. Силовые трансформаторы мощностью более 1000 кВ А и электродвигатели мощностью более 1000 кВт рекомендуется ремонтировать силами специализированных организаций.
На крупных заводах с большим количеством различных электрических машин, пускорегулирующей аппаратуры и трансформаторов (силовых, сварочных, измерительных и др.) создают электроремонтные мастерские, где выполняют все виды ремонта.
Технологический процесс ремонта электрооборудования в крупных мастерских обычно осуществляют по поточно-узловым методам, когда поврежденные узлы электрооборудования доставляют одновременно на соответствующие специализированные ремонтные участки (разборочный, промывочный, обмоточный с пропиткой и сушкой, слесарно-механический, сборочный и др.).
Все виды ремонта электрооборудования в электроремонтной мастерской завода выполняют в определенной технологической последовательности, требующей организации специфических для данной мастерской отделений участков и бригад. В этих мастерских, как правило, имеются: складское отделение, отделение разборки, дефектации и промывки поступившего в ремонт электрооборудования, масляное хозяйство, обмоточное отделение, отделение для механической обработки и сборки отремонтированного оборудования, а также испытательная станция.
Складское отделение. Предназначено для хранения поступающего в ремонт и отремонтированного электрооборудования. Для его складирования под навесом выполняют плщадку в виде эстакады на уровне железнодорожной платформы или кузова автомашины. В складском помещении имеются стеллажи для хранения деталей и подъемно-транспортные механизмы для доставки, разгрузки и погрузки тяжелых электромашин и трансформаторов на ремонтные участки.
Отделение разборки и дефектации, примыкает непосредственно к складу и расположено в зоне обслуживания подъемно- транспортных механизмов и может быть общим для электродвигателей и трансформаторов.
Испытание электрических машин
- Внешний осмотр двигателя и замеры воздушных зазоров
- Измерение сопротивления изоляции обмоток относительно корпуса и между фазами обмоток
- Измерение омического сопротивления обмотки и холодном состоянии
- Определение коэффициента трансформации
- Испытание машины на холостом ходу
- Измерение тока холостого хода по фазам
- Измерение пусковых токов в короткозамкнутых двигателях
- Испытание электрической прочности изоляции
- Проведение опыта короткого замыкания
- испытание электрической прочности виткой изоляции
- испытание на нагрев при работе
- проверку правельности установки щеток на нейтралях
- проверку правельности соединения обмоток
- испытание машин на холостом ходу
- испытание электрической прочности витков изоляции
- испытание электрической процности изоляции относительно корпуса
- испытание на нагрев при работе машын под нахрузкой
Меры безопасности при выполни ремонтных работ
1.2 Работы по ремонту электродвигателей 6 кВ производятся по нарядам-допускам и в некоторых случаях, предусмотренных ПОТ РМ-016-2001, допускается выполнять по распоряжениям. По распоряжению могут выполняться работы на электродвигателе, от которого кабель отсоединен, и концы его замкнуты накоротко и заземлены, оперативным персоналом или, под его наблюдением, ремонтным персоналом по распоряжению могут выполняться неотложные работы продолжительностью не более одного часа без учета времени на подготовку рабочего места. Если для проведения неотложных работ требуется более одного часа или более трех работников, включая наблюдающего, то эти работы должны выполняться по наряду-допуску. По распоряжению могут проводиться работы на вращающемся электродвигателе без соприкосновения с токоведущими и вращающимися частями.
2.1.3 Для безопасного проведения работ при ремонте электродвигателей должны быть выполнены организационные мероприятия:
- оформление работ нарядом, распоряжением;
2.1.4 Ответственными за безопасное ведение работ являются:
2.1.5 Выдающий наряд (отдающий распоряжение) оформляет наряд – допуск (распоряжение) и передает его оперативному персоналу для подготовки рабочего места.
2.1.6 При подготовке рабочего места должны быть выполнены следующие технические мероприятия:
- отсоединены силовой кабель; провода термометров сопротивления, датчика утечки воды из воздухоохладителей и датчиков виброконтроля (при наличии);
- перекрыта охлаждающая вода (для электродвигателей с водяным охлаждением)
- перекрыты трубопроводы подачи масла (электродвигатели ПЭН, ЦН);
- слита вода из системы водяного охлаждения двигателя (для электродвигателей с водяным охла