Основными арматурными изделиями являются сетки (рисунок 1, а), плоские каркасы (рисунок 1,б), пространственные каркасы прямоугольного (рисунок 1, в) и круглого (рисунок 1, г) сечения.
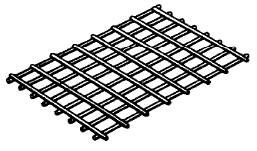

а) б)

в) г)
Рисунок 1 – Примеры сварных арматурных изделий
Стальная арматура подразделяется на стержневую и проволочную, кроме того, на гладкую и периодического профиля.
На рисунке 2 показаны характерные примеры соединений, выполненных сваркой: контактной (рисунок 2, а, б,в), дуговой (рисунок 2, д... з), их комбинацией (рисунок 2, г) и ванной (рисунок 2, и).
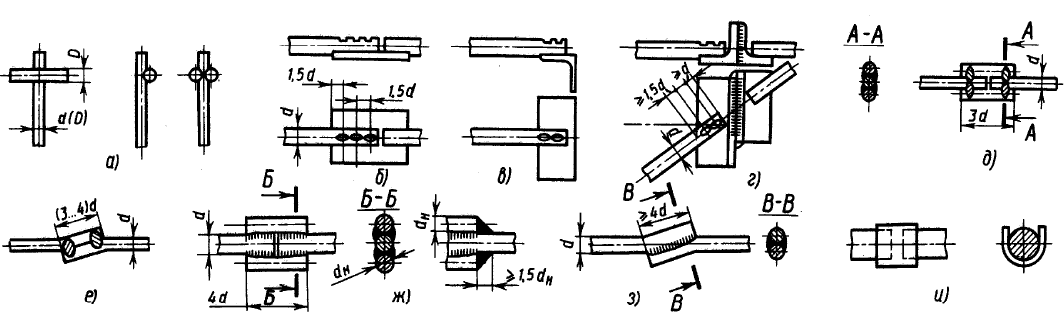
Рисунок 2 – Примеры характерных сварных соединений
В строительстве, как правило, применяют сборные железобетонные конструкции, изготовляемые индустриальными методами на заводах с помощью контактной сварки пересекающихся стержней. Изготовление конструктивных элементов типа настилов для покрытия площадок и лестничных ступенек, а также сеток и каркасов арматуры железобетона осуществляют главным образом в автоматических установках и линиях. Решетчатый настил отличается тем, что имеет большую жесткость, определяемую набором вертикально расположенных полос, соединенных поперечными стержнями (рисунок 3).
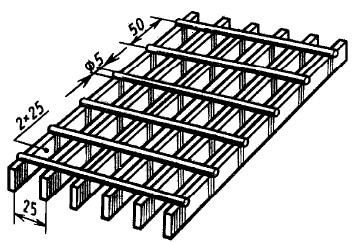
Рисунок 3 – Элементы решетчатого настила
Схема автоматической линии для изготовления настилов показана на рисунке 4.
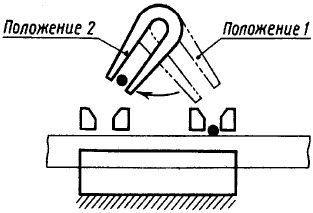
Рисунок 4 – Схема линии для изготовления настилов
Лента сечением 1250 мм × 2 мм из рулона 1 в агрегате 2 разрезается дисковыми ножницами на полосы шириной 25 мм (рисунок 5), которые в устройстве 6 (рисунок 6) поворачиваются на 90° (рисунок 7) и следуют к машине 7 для контактной сварки (рисунок 6) по каналам, фиксирующим шаг между ними.
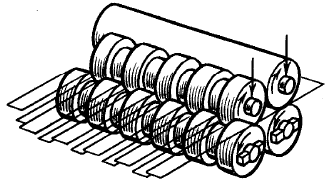
Рисунок 5 – Резка ленты на полосы

Рисунок 6 – Устройство поворота полос на 90°
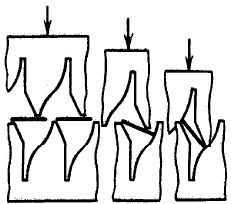
Рисунок 7 – Поворот полос на 90°
Поперечные стержни подаются из питателя 8 (рисунок 6), схема которого показана на рисунке 8.
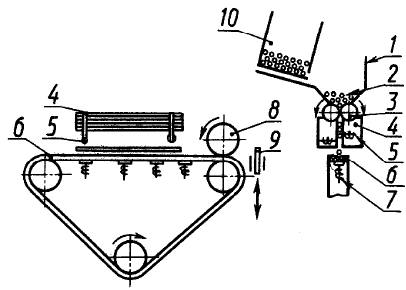
Рисунок 8 – Питатель, подающий поперечные стержни
Из контейнера 10 стержни 2 попадают в бункер 1, снабженный параллельно расположенными эксцентриковыми валиками 3, вращение которых обеспечивает ориентирование стержней при направлении их в магазин 4, откуда они с помощью отсекателей 5 по одному подаются на транспортерную ленту 6. На ленте очередной стержень удерживается магнитами 7 и упором 9. В требуемый момент упор 9 убирается, и с помощью ролика 8 стержень подается в поворотные направляющие (рисунок 9),укладывающие стержни под электроды машины рельефной сварки попарно с шагом 50 мм.
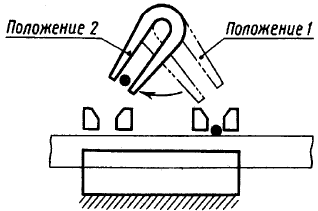
Рисунок 9 – Подача стержней в поворотные направляющие под сварку
Электроды прижимают два стержня к торцам полос, и осуществляется сварка всех соединений между ними (рисунок 10).

Рисунок 10 – Положение элементов при сварке
После сварки решетка перемещается шаговым механизмом 9 (рисунок 6) на 100 мм. Ножницы 10 разрезают готовую решетку на отрезки заданной длины, и настилы поступают в штабелер 11 (рисунок 6), а затем на промежуточный склад 12.
Штабелер (рисунок 11 ) имеет две направляющие 1 со звездочками 4, перемещающими цепи 6 с траками 5.
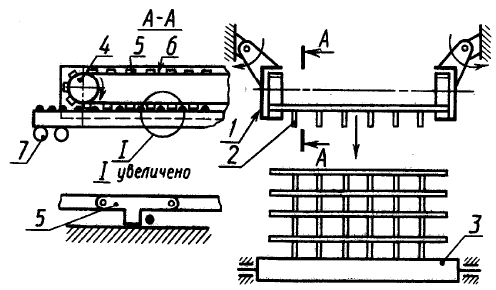
Рисунок 11 – Движение решетки по штабелеру
Перемещаясь по роликовому конвейеру 7, настил 2 заходит в направляющие штабелера, концы поперечных стержней попадают в промежутки между траками цепи, и настил движется вместе с цепью, пока полностью не выйдет за пределы роликового конвейера 7. Тогда включается поворот направляющих 1 штабелера в направлении, показанном стрелками, и настил под действием силы тяжести падает на роликовый конвейер 3. В процессе работы ширину настила регулируют изменением числа полос, лишние полосы наматывают на барабаны 3 и 4 (рисунок 6), причем крайние идут в отход, а средние используются позднее для изготовления настилов. При работе линии подача ленты из рулона осуществляется периодическим включением агрегата 2, синхронизация этой подачи с работой сварочной машины 7 достигается поддержанием запаса ленты в виде петли в накопителе 5.
При заготовке элементов арматуры небольших сечений проволока из бухты 1 (рисунок 12) протягивается через барабан для правки 2 тянущими роликами 3 и разрезается ножами 4, включаемыми отмеривающим устройством 5.
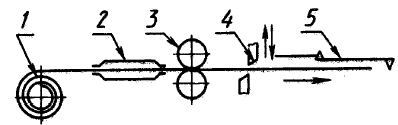
Рисунок 12 – Принципиальная схема автомата для правки и резки стержней
Арматура более крупных сечений поставляется в виде отдельных стержней. Для уменьшения отходов стержни сваривают в бесконечную плеть на стыковой машине, а затем разрезают на мерные заготовки. На рисунке 13 показана схема автоматической установки для изготовления сеток.
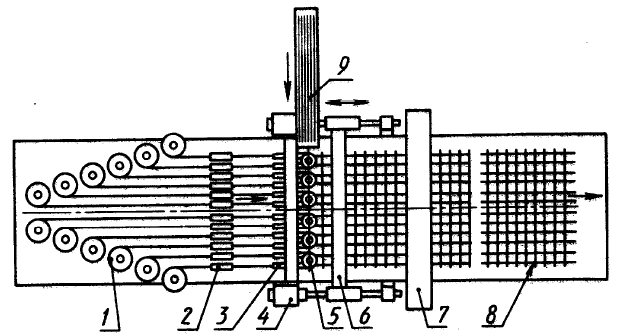
Рисунок 13 – Схема автоматической установки для изготовления плоских арматурных сеток
Из намотанных на барабаны 1 продольных проволок и выправленных и нарезанных на заданную длину поперечных проволок сваривается непрерывная сетка, разрезаемая на элементы 8 заданной длины с помощью гильотинных ножниц 7. Продольные проволоки проходят через правильные устройства 2 и направляющие втулки 3. Поперечные стержни по одному захватываются из бункера-питателя 9 и укладываются сверху на продольные проволоки перпендикулярно им. Пневмоцилиндры 5 опускают верхние сварочные электроды и зажимают поперечные проволоки во всех их пересечениях с продольными проволоками. Подвод сварочного тока односторонний, к нижним неподвижным электродам. Режим сварки характеризуется осадкой h (рисунок 14).
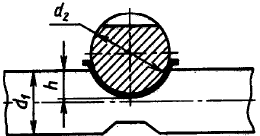
Рисунок 14 – Схема сварного соединения
Поперечная проволока после сварки захватывается крюками каретки 6 (рисунок 13), которая двумя пневмоцилиндрами 4 перемещает всю сваренную часть сетки на заданный шаг. При этом тяговое усилие пневмоцилиндров 4 обеспечивает протаскивание всех продольных проволок через правильные устройства 2 и разматывание катушек.
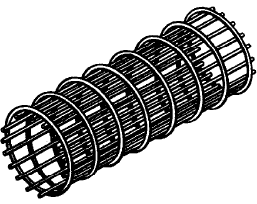
Объемные арматурные каркасы чаще всего представляют собой ряд продольных стержней, соединенных навитой по спирали проволокой обычно меньшего диаметра, чем продольные стержни. На рисунке 15, а показана схема автоматической установки для изготовления таких каркасов.
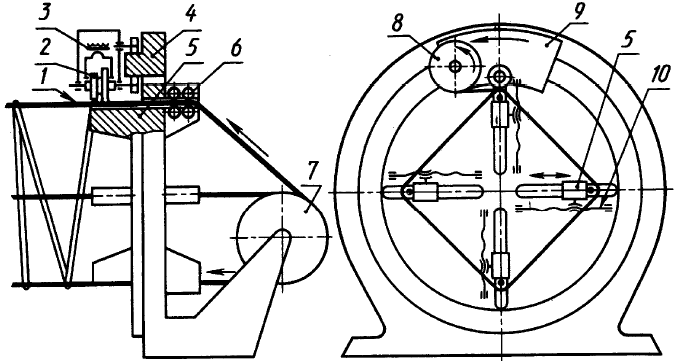
Рисунок 15 – Схема установки для изготовления объемных арматурных сеток
Проволоки для продольных стержней 1 каркаса прямоугольного сечения поступают из катушек 7 через правильно-подающие устройства 6 в направляющие кронштейны 5, расположенные в пазах неподвижной шайбы 4. Кронштейны 5 могут перемещаться вдоль пазов в радиальном направлении с помощью ходовых винтов 10. Вокруг планшайбы по специальной кольцевой направляющей перемещается машина 9 для контактной сварки, имеющая сварочный трансформатор 3, роликовые электроды 2 и бухту 8 с проволокой для скрепляющей спирали. Кроме того, предусмотрен гидравлический привод радиального перемещения сварочных электродов. Один из роликов 2 имеет желоб, корректирующий положение очередного витка спирали, а второй ролик имеет контакт только с продольным стержнем арматуры. Рассмотренная установка универсальна: все три движения — продольная подача продольных стержней, их перемещение в радиальном направлении и навивка спирали — управляются программным устройством, позволяющим изменять размеры и форму каркаса в широких пределах непосредственно в процессе изготовления.
Для навивки и сварки спиральной арматуры с заранее заготовленными продольными стержнями обычно используют специализированное оборудование. Так, в машине для изготовления цилиндрических каркасов продольную арматуру 7 (рисунок 16)пропускают через отверстия планшайбы 2, опирающейся на ролики 3, и закрепляют к оправке тянущего устройства 7.
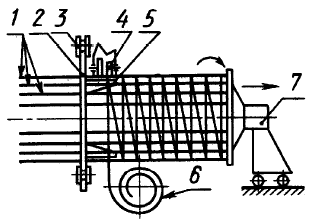
Рисунок 16 – Машина для изготовления цилиндрических каркасов
Чтобы продольные стержни не закручивались, планшайба и оправка вращаются с одинаковой скоростью. Сварочное устройство с роликом 4 и катушка с проволокой 6 закреплены на суппорте 5. Такая же схема использована в станке для изготовления каркасов свай (рисунок 17).
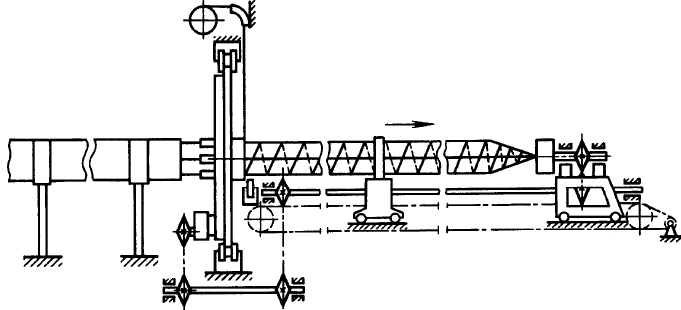
Рисунок 17 – Схема станка для сварки арматурных каркасов свай
Схема станка для изготовления свай-оболочек иная (рисунок 18).

Рисунок 18 – Станок для изготовления арматурного каркаса свай–оболочек
Труба одним концом закреплена в подшипнике опорной оси, а другим опирается на приводные ролики 5. Стержни 2 продольной арматуры приваривают к обечайкам фланцев 1, закрепленных на трубе 3. Кроме того, для обеспечения точности расположения стержней на трубе 3 устанавливают разъемные кольца 4 с вырезами. При вращении трубы навиваемая проволока перемещается вдоль каркаса распределяющей кареткой 7, передвигаемой приводом 6.