Пример 1. Соединение с призматической шпонкой
Дано:
| № п/п | Диаметр вала d, мм | Тип шпонки | Вид шпоночного соединения |
| призматическая | свободное |
Рассмотрим соединение с призматической шпонкой: диаметр вала – 80 мм, вид шпоночного соединения – свободное.
1. Для заданного диаметра вала d=80 мм определим размеры шпонки:
b × h = 22 × 14 мм,
Примем длину шпонки l =180 мм.
Номинальные размеры глубины пазов: t1=9, t2=5,4.
2. Для данного случая свободного соединения втулки с валом
выберем посадку с зазором:  ,
,
3. Выбираем посадки:
· для соединения шпонки с пазом втулки:  ,
,
где: предельные отклонения втулки: ES вт=+0,149 мм; EI вт=+0,065 мм;
предельные отклонения шпонки: es ш=0 мм; ei ш=-0,052 мм;
· для соединения шпонки с пазом вала:  ,
,
где: предельные отклонения вала: ES в =+0,052 мм; EI в=0 мм;
предельные отклонения шпонки: es ш=0 мм; ei ш=-0,052 мм;
4. Поля допусков и предельные отклонения несопрягаемых
размеров шпоночного соединения:
h=14h11(-0,11); l=180 h14(-1);
для длины паза вала
L=180 H15(+1,6).
5. Предельные отклонения для глубины паза вала и втулки соответственно:
t1=9+0,2, t2=5,4+0,2.
6. Проставляем размер, определяющий сумму диаметра отверстия и глубину паза втулки:
D+t2=85,4+ 0,2.
7. Затем определяем допуски на:
ширину шпонки: IT ш = es ш – ei ш= 0 – (–52) = 52 мкм;
ширину паза втулки: IT вт = ES вт– EI вт = 149 – 65 = 84 мкм;
ширину паза вала: IT в = ES в– EI в = 52 – 0 = 52 мкм.
Допуски на посадки шпоночного соединения:
для вала IT пв = IT в + IT ш = 52 + 52 = 104 мкм;
для втулки IT пвт = IT вт + IT ш = 84 + 52 = 136 мкм.
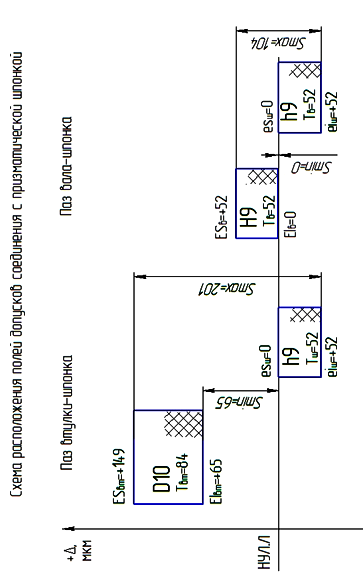
8. Построим схему расположения допусков шпоночного соединения (рис. 1). Делаем вывод о характере посадки.
9. Производим расчет зазоров:
Для посадки паза втулки и шпонки:
S вт max = ES вт– ei ш= 149 – (–52) = 201 мкм;
Sвт min = EI вт– es ш= 65 – 0 = 65 мкм;
S вт с =  = 133 мкм;
= 133 мкм;
Для посадки паза вала и шпонки:
S в max = ES в– ei ш = 52 – (–52) = 104 мкм;
S в min = EI в– es ш= 0 мкм;
S в с = = 52 мкм.
10. Определяем допуски симметричности:
паза втулки относительно ее оси
T с вт ≤ 0,4 IT вт.
T с вт = 0,4  84 = 33,6 мкм,
84 = 33,6 мкм,
принимаем T с вт = 0,03 мм
паза вала относительно оси
T с в ≤ 0,4 IT в;
T с в = 0,4 52 = 20,8 мкм;
принимаем T с в = 0,02 мм.
По табл. 7 находим допуски параллельности пазов:
втулки T пвт = 0,04 мм;
вала T пвт = 0,025 мм.
11. Определяем шероховатость:
внутренней поверхности втулки:
Ra ≤ 0,05 IT = 0,05 30 = 1,5 мкм
Принимаем ближайшее меньшее значение по табл.8:
Ra = 1,25 мкм;
боковых поверхностей паза втулки:
Ra = 0,05 + 84 = 4,2 мкм;
принимаем Ra = 3,2 мкм;
торцевой поверхности паза втулки:
Rz = 0,2 200 = 40 мкм;

наружной поверхности вала:
Ra = 0,05 19 = 0,95 мкм;
принимаем Ra = 0,8 мкм;
боковых поверхностей паза вала:
Ra = 0,05 52 = 2,5 мкм;
принимаем Ra = 2,5 мкм;
торцевой поверхности паза вала:
Rz = 0,2 200 = 40 мкм.
Пример оформления сборочного чертежа для соединения с призматической шпонкой показан на рис. 2
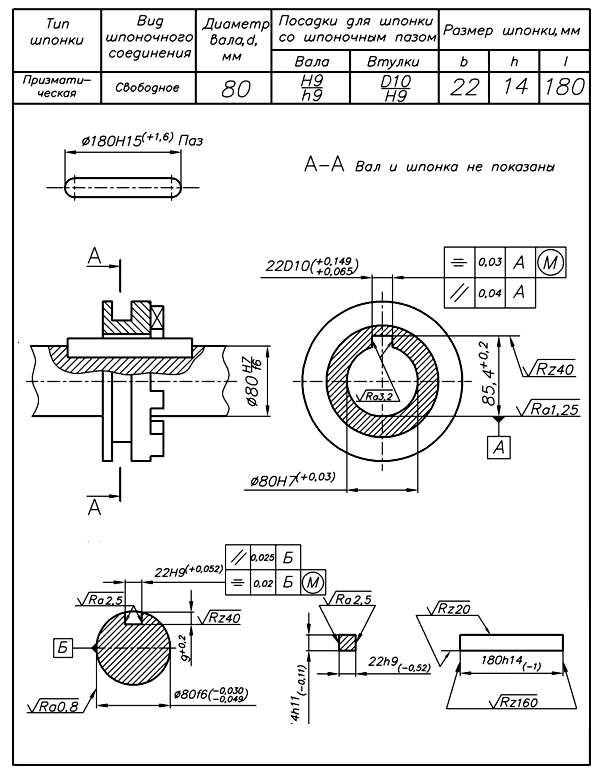
Рис.2. Сборочный чертеж для соединения с призматической шпонкой
Пример 2. Соединение с сегментной шпонкой
Дано:
| № п/п | Диаметр вала d, мм | Тип шпонки | Вид шпоночного соединения |
| сегментная | передача крутящих моментов |
Рассмотрим соединение втулки с сегментной шпонкой: диаметр вала D равен 30 мм, вид шпоночного соединения – для передачи крутящего момента.
1. Для данного диаметра вала D определим размеры сегментной шпонки:
b  h
h  d = 8 × 11 × 28 мм.
d = 8 × 11 × 28 мм.
Номинальные размеры глубины пазов: t1 = 8 мм, t2 = 3,3 мм.
2. Для данного соединения втулки с валом выберем неподвижную посадку из числа переходных:  .
.
3. Выбираем посадки для соединения:
Шпонки с пазом втулки: 
 ,
,
где: предельные отклонения втулки: ES вт=+0,021 мм; EI вт=0 мм;
предельные отклонения шпонки: es ш=0,015 мм; ei ш=+0,002 мм;
шпонки с пазом вала 
 ;
;
Где: предельные отклонения вала: ES в=0 мм; EI в=-0,036 мм;
предельные отклонения шпонки: es ш=0 мм; ei ш=-0,036 мм.
4. Поля допусков и предельные отклонения несопрягаемых размеров шпоночного соединения:
h=11h11(-0,11); d=28h12(-0,21);
5. Предельные отклонения для глубины паза вала и втулки соответственно:
t1 = 8+0,3, t2 = 3,3+0,2.
6. Проставляемый в данном случае для втулки размер:
D+t2 = 30+3,3+0,2=33,3+0,2;
7. Затем определяем допуски на:
ширину шпонки
IT ш = es ш– ei ш = 0 – (–36) = 36 мкм;
ширину паза втулки
IT вт = ES вт – EI вт = 18 – (–18) = 36 мкм;
-ширину паза вала
IT в = ES в – EI в = 0 – (–36) = 36 мкм.
Допуски посадок шпоночного соединения:
для вала IT пв = IT ш + IT в = 36 + 36 = 72 мкм;
для втулки IT пвт = IT ш + IT вт = 36 + 36 = 72мкм.
8. Построим схему расположения допусков шпоночного соединения (рис. 3).
9. Производим расчет зазоров (натягов):
для посадки паза втулки и шпонки
S вт max = ES вт– ei ш = 18 – (–36) = 54 мкм;
N втmax= es ш– EI вт = 0 – (–18) = 18 мкм;
S вт с = 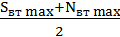 =
=  = 18 мкм;
= 18 мкм;
для посадки паза вала и шпонки
S в max = ES в – ei ш = 0 – (–36) = 36 мкм;
N в max = es ш – EI в = 0 – (–36) = 36 мкм;
S в с = 0.
10. Определяем допуски симметричности:
Паза втулки относительно ее оси T с вт ≤ 0,4 IT вт
T с вт = 0,5 36 = 18 мкм
принимаем T с вт = 0,018 мм;
паза вала относительно оси
T с в ≤ 0,4 ITв;
T св = 0,5 36 = 18 мкм;
принимаем T с в = 0,018 мм.
по табл.7 находим допуски параллельности пазов:
втулки T п вт = 0,016 мм,
вала T п в = 0,016 мм.
11. Шероховатость поверхностей вала втулки и шпонки определяем так же, как в примере 1.
Пример выполнения сборочного чертежа для соединения с сегментной шпонкой показан на рис. 4.


Рис.4. Сборочный чертеж для соединения с сегментной шпонкой
Шероховатость поверхности и квалитеты Таблица 8
при различных видах обработки деталей
| Квалитет | Параметры шероховатости, мкм | Способы обработки | |
| Ra | Rz | ||
| 125.0 – 80.0 | 500 – 400 | Точное литье. Ковка, горячая штамповка, вырубка, пробивка. Литье в земляные формы. | |
| 100.0 – 80.0 | 400– 320 | ||
| 80.0 – 63.0 | 320 – 250 | Черновое точение, долбление, строгание черновое, отрезка. | |
| 63.0 – 50.0 | 250 – 200 | ||
| 50.0 – 40.0 | 200 – 160 | ||
| 40.0 – 32.0 | 160 – 125 | Точение, фрезерование чистовое, развертывание получистовое, черновое строгание, шлифование получистовое, шабровка. | |
| 32.0 – 25.0 | 125 – 100 | ||
| 25.0 – 20.0 | 100 – 80.0 | ||
| 20.0 – 16.0 | 80.0 – 63.0 | Сверление, обработка обдирочным резцом, предварительное фрезерование, черновое зенкерование. | |
| 16.0 – 12.5 | 63.0 – 50.0 | ||
| 12.5 – 10.0 | 50.0 – 40.0 | ||
| 10.0 – 8.0 | 40.0 – 32.0 | Обработка чистовой фрезой, разверткой, резцом, зенкером, протяжкой, предварительное шлифование, чистовое строгание, зубонарезание модульными фрезами. | |
| 8.0 – 6.3 | 32.0 – 25.0 | ||
| 6.3 – 5.0 | 25.0 – 20.0 | ||
| 5.0 – 4.0 | 20.0 – 16.0 | Обточка, фрезерование чистовое, развертывание однократное, шлифование черновое, строгание чистовое, зубонарезание червячными фрезами, протягивание чистовое. | |
| 4.0 – 3.2 | 16.0 – 12.5 | ||
| 3.2 – 2.5 | 12.5 – 10.0 | ||
| 2.5 – 2.0 | 10.0 – 8.0 | Точение, развертывание получистовое, строгание тонкое, шлифование получистовое, шабровка, тонкое фрезерование цилиндрической фрезой. | |
| 2.0 – 1.6 | 8.0 – 6.3 | ||
| 1.6 – 1.25 | 6.3 – 5.0 | ||
| 1.25 – 1.0 | 5.0 – 4.0 | Точение чистовое, развертывание, шлифование, строгание тонкое, торцовое фрезерование тонкое, опиловка бархатным напильником, обкатывание, притирка. | |
| 1.0 – 0.8 | 4.0 – 3.2 | ||
| 0.8 – 0.63 | 3.2 – 2.5 | ||
| 0.63 – 0.5 | 2.5 – 2.0 | Шлифование чистовое, обтачивание алмазным резцом, развертывание чистовое, протягивание отделочное, шабровка. | |
| 0.5 – 0.4 | 2.0 – 1.6 | ||
| 0.4 – 0.32 | 1.6 – 1.25 | ||
| 0.32 – 0.25 | 1.25 – 1.0 | Полирование тонкое, хонингование тонкое, ручная доводка, раскатывание и обкатывание роликами и шариками. | |
| 0.25 – 0.2 | 1.0 – 0.8 | ||
| 0.2 – 0.16 | 0.8 – 0.6 | ||
| 0.16 – 0.125 | 0.63 – 0.5 | Полирование тонкое, хонингование тонкое, ручная доводка, раскатывание обкатывание роликами и шариками. | |
| 0.125 – 0.1 | 0.5 – 0.4 | ||
| 0.1 – 0.08 | 0.4 – 0.32 |
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Анухин В.И. Допуски и посадки. СПб.–: Питер, 2012.
Любомудров С.А., Смирнов А.А., Тарасов С.Б. Метрология, стандартизация и сертификация: нормирование точности.–НИЦ ИН ФРА-М, 2013.
Зайцев Г.Н., Любомудров С.А., Федюкин В.К. Нормирование точности геометрических параметров.– М.: Издат. центр «Академия», 2008.
Мария Николаевна Жукова
Основы взаимозаменяемости
Допуски и посадки шпоночных соединений
Методические указания к расчетно-графической работе
по метрологии, стандартизации и сертификации
Редактор и корректор В.А.Басова
Техн. редактор Л.Я. Титова
Компьютерный набор и верстка Д.С. Федорова.
Темплан 2015г., поз.74
Подп. к печати 12.11.15 Формат 60х84/16. Бумага тип. № 1.
Печать офсетная. Объем 1,25 печ. л.,1,25 уч. - изд. л.
Тираж 50 экз. Изд. № 14. Цена ''С''. Заказ №
Ризограф Санкт-Петербургского государственного технологического университета растительных полимеров. 198095, Санкт-Петербург, ул. Ивана Черных, 4.