Сущность и назначение сверления. Сверла
Сверлением называется процесс образования отверстий в сплошном материале режущим инструментом - сверлом. Сверление применяется: для получения отверстий, невысокой степени точности и невысокого класса шероховатости, например под крепежные болты, заклепки, шпильки и т. д.; для получения отверстий под нарезание резьбы, развертывание и зенкерование.
Рассверливанием называется увеличение размера отверстия в сплошном материале, полученного литьем, ковкой, штамповкой или другими способами.
Точность сверления в отдельных случаях может быть повышена благодаря тщательному регулированию станка, правильно заточенному сверлу или сверлением через специальное приспособление, называемое кондуктором.
По конструкции и назначению различают сверла: спиральные и специальные (перовые или плоские, для кольцевого сверления, ружейные, комбинированные с другими инструментами, центровочные и др.).
Для сверления отверстий чаще применяют спиральные сверла и реже специальные.
Спиральное сверло (рис. 179, а, 6, в) - двух зубый (двухлезвийный) режущий инструмент, состоящий из двух основных частей: рабочей и хвостовика.
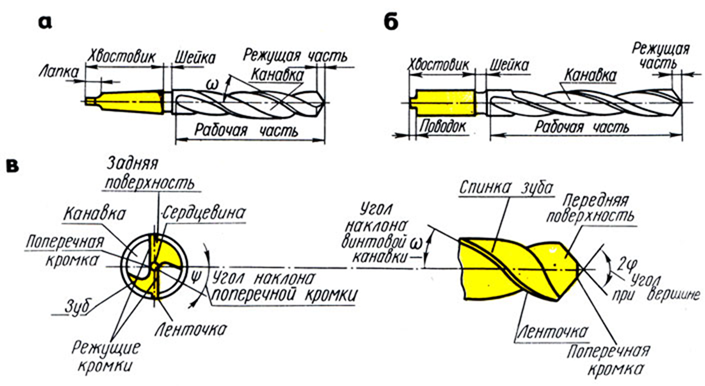
Рис. 179. Спиральные сверла (а, б), элементы сверла (в)
Рабочая часть сверла в свою очередь состоит из цилиндрической (направляющей) и режущей частей. На цилиндрической части имеются две винтовые канавки, расположенные одна против другой. Их назначение - отводить стружку из просверливаемого отверстия во время работы сверла. Канавки на сверлах имеют специальный профиль, обеспечивающий правильное образование режущих кромок сверла и необходимое пространство для выхода стружки (рис. 180).
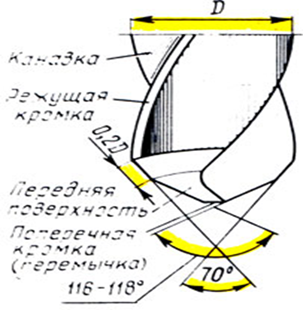
Рис. 180. Канавки и режущие кромки спирального сверла
Форма канавки и угол наклона со (омега) между направлением оси сверла и касательной к ленточке должны быть такими, чтобы, не ослабляя сечения зуба, обеспечивалось достаточное стружечное пространство и легкий отвод стружки. Однако сверла (особенно малого диаметра) с увеличением угла наклона винтовой канавки ослабляются. Поэтому у сверл малого диаметра этот угол делается меньше, для сверл больших диаметров - больше. Угол наклона винтовой канавки сверла составляет 18 - 45°. Для сверления стали пользуются сверлами с углом наклона канавки 26 - 30°, для сверления хрупких металлов (латунь, бронза) - 22 - 25°, для сверления легких и вязких металлов - 40 - 45°, при обработке алюминия, дюралюминия и электрона - 45°.
В зависимости от направления винтовых канавок спиральные сверла подразделяют на правые (канавка направлена по винтовой линии с подъемом слева направо, движение сверла во время работы происходит против хода часовой стрелки) и левые (канавка направлена по винтовой линии с подъемом справа налево, движение происходит по ходу часовой стрелки). Левые сверла применяют редко.
Расположенные вдоль винтовых канавок сверла две узкие полоски на цилиндрической поверхности сверла называются ленточками Рис. 179. Они служат для уменьшения трения сверла о стенки отверстия, направляют сверло в отверстие и способствуют тому, чтобы сверло не уводило в сторону. Сверла диаметром 0,25 - 0,5 мм выполняются без ленточек.
Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце у хвостовика. Разность этих диаметров составляет 0,03 - 0,12 мм на каждые 100 мм сверла. У сверл, оснащенных пластинками из твердых сплавов, обратная конусность применяется от 0,1 до 0,3 мм на каждые 100 мм длины сверла.
Зуб - это выступающая с нижнего конца часть сверла, имеющая режущие кромки.
Зуб сверла имеет спинку Рис. 179, представляющую собой углубленную часть наружной поверхности зуба, и заднюю поверхность, представляющую собой торцовую поверхность зуба на режущей части.
Поверхность канавки, воспринимающая давление стружки, называется передней поверхностью.
Линия пересечения передней и задней поверхностей образует режущую кромку. Линия, образованная пересечением задних поверхностей, представляет поперечную кромку. Ее величина зависит от диаметра сверла (в среднем равна 0,13 диаметра сверла).
Линия пересечения передней поверхности с поверхностью ленточки образует кромку ленточки.
Режущие кромки соединяются между собой на сердцевине (сердцевина - тело рабочей части между канавками) короткой поперечной кромкой. Для большей прочности сверла сердцевина постепенно утолщается от поперечной кромки и к концу канавок (к хвостовику).
Угол между режущими кромками - угол при вершине сверла 2φ оказывает существенное влияние на процесс резания. При его увеличении повышается прочность сверла, но одновременно резко возрастает усилие подачи. С уменьшением угла при вершине резание облегчается, но ослабляется режущая часть сверла.
Величина этого угла выбирается в зависимости от твердости обрабатываемого материала (град):
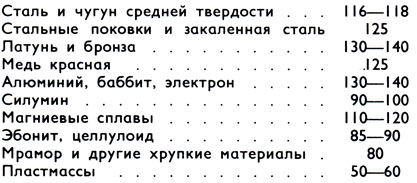
На рис. 181 показаны углы спирального сверла. Передняя поверхность зуба (клина) сверла образуется спиральной канавкой, задняя - боковой поверхностью конуса. Геометрические параметры режущей части сверла показаны на рис. 182 (см. сечение N-
N).

Рис. 181. Углы спирального сверла

Рис. 182. Геометрические параметры режущей части спирального сверла
Передним углом γ (гамма) называют угол, заключенный между поверхностью резания (обработанной поверхностью) и касательной к передней поверхности (или передней грани).
Наличие переднего угла облегчает врезание инструмента, стружка лучше отделяется и получает возможность естественного схода.
С увеличением переднего угла улучшаются условия работы инструмента, уменьшается усилие резания, повышается стойкость. Вместе с тем ослабляется тело режущей части инструмента, которое может легко выкрашиваться, ломаться; ухудшается отвод тепла, что приводит к быстрому нагреву и потере твердости. Поэтому для каждого инструмента приняты определенные значения переднего угла. Передние углы меньше при обработке твердых и прочных материалов, а также при меньшей прочности инструментальной стали. В данном случае для снятия стружки требуются большие усилия, и режущая часть инструмента должна быть прочнее. При обработке мягких, вязких материалов передние углы берутся больше.
Задний угол α (альфа) — это угол наклона задней поверхности, образуемый касательной к задней поверхности (или задней грани) и касательной к обрабатываемой поверхности. Задний угол дается для уменьшения трения задней поверхности (или задней грани) об обрабатываемую поверхность.
При слишком малых углах а повышается трение, увеличивается сила резания, инструмент сильно нагревается, задняя поверхность быстро изнашивается. При очень больших задних углах ослабляется инструмент, ухудшается отвод тепла.
Передние и задние углы сверла в разных точках режущей кромки имеют разную величину; для точек, расположенных ближе к наружной поверхности сверла, передний угол больше, и наоборот, для точек, расположенных ближе к центру, передний угол меньше. Если у периферии сверла (наружный диаметр) он имеет наибольшую величину (25 - 30°), то по мере приближения к вершине сверла уменьшается до величины, близкой к нулю.
Как и передний, задний угол сверла изменяется по величине для разных точек режущей кромки: для точек, расположенных ближе к наружной поверхности сверла, задний угол меньше, а для точек, расположенных ближе к центру, - больше.
Угол заострения β образуется пересечением передней и задней поверхностей.
Величина угла заострения β (бета) зависит от выбранных значений переднего и заднего углов, поскольку
α + β + γ = 90°.
Хвостовики у спиральных сверл могут быть коническими и цилиндрическими. Конические хвостовики имеют сверла диаметром от 6 до 80 мм. Эти хвостовики образуются конусом Морзе. Сверла с цилиндрическими хвостовиками изготовляют диаметром до 20 мм. Хвостовик является продолжением рабочей части сверла.
Сверла с коническим хвостовиком устанавливают непосредственно в отверстие шпинделя станка (или через переходные втулки) и удерживаются благодаря трению между хвостовиком и стенками конического отверстия шпинделя.
Сверла с цилиндрическим хвостовиком закрепляют в шпинделе станка при помощи специальных патронов.
На конце конического хвостовика имеется лапка (см. рис. 179, а), не позволяющая сверлу провертываться в шпинделе и служащая упором при выбивании сверла из гнезда. У сверл с цилиндрическим хвостовиком имеется поводок (см. рис. 179, 6), предназначенный для дополнительной передачи крутящего момента сверлу от шпинделя.
Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части, служит для выхода абразивного круга в процессе шлифования, на ней обозначена марка сверла.
Спиральные сверла изготовляются из углеродистой инструментальной стали У10 и У12А, легированной стали (хромистой марки 9Х и хромокремнистой 9ХС), быстрорежущей Р9, Р18.
Для изготовления сверл все шире применяют металлокерамические твердые сплавы марок ВК6, ВК8 и Т15К6. Наиболее распространенными являются спиральные сверла из быстрорежущей стали.
Сверла, оснащенные пластинками из твердых сплавов (рис. 183, а, 6), находят широкое применение при сверлении и рассверливании чугуна, закаленной стали, пластмасс, стекла, мрамора и других твердых материалов.
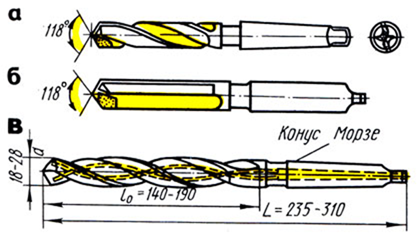
Рис. 183. Сверла, оснащенные пластинками из твердого сплава с винтовыми (а), прямыми (б) канавками, каналами для охлаждающей жидкости (в)
По сравнению со сверлами, изготовленными из инструментальных углеродистых сталей, они имеют значительно меньшую длину рабочей части, большой диаметр сердцевины и меньший угол наклона винтовой канавки. Эти сверла обладают высокой стойкостью и обеспечивают высокую производительность труда.
Существует несколько типов сверл диаметром от 5 до 30 мм, оснащенных твердыми сплавами типа ВК. Корпуса этих сверл изготовляются из стали марок Р9, 9ХС и 40Х.
Сверла с винтовыми канавками обеспечивают значительно лучший выход стружки из отверстии, особенно при сверлении вязких металлов. Это достигается благодаря тому, что на длине 1,5 -2 диаметра сверла винтовая канавка прямая, а далее к хвостовой части сверла винтовая.
Сверла с прямыми канавками применяют при сверлении отверстий в хрупких металлах. Они проще в изготовлении, но для сверления глубоких отверстий эти сверла применять нельзя, так как затрудняется выход стружки из отверстия.
Сверла с косыми канавками применяют для сверления неглубоких отверстий, так как длина канавок для выхода стружки у них очень мала.
Сверла с отверстиями для подвода охлаждающей жидкости к режущим кромкам сверла (рис. 183, в) предназначаются для сверления глубоких отверстий в неблагоприятных условиях. Эти сверла имеют повышенную стойкость, так как охлаждающая жидкость, подаваемая под давлением 10 - 20 кгс/см2 в пространство между наружной поверхностью сверла и стенками отверстия, обеспечивает охлаждение режущих кромок и облегчает удаление стружки.
Сверло крепят в специальном патроне, обеспечивающем подвод охлаждающей жидкости к отверстию в хвостовой части сверла. Эти сверла особенно эффективны при работе с жаропрочными материалами.
При сверлении отверстий сверлами со сквозными каналами режим резания повышается в 2 - 3 раза, а стойкость инструмента - в 5 - 6 раз. Сверление таким способом осуществляют на специальных станках в специальных патронах (рис. 184).

Рис. 184. Сверление с подводом охлаждающей жидкости к режущим кромкам
Твердосплавные монолитные сверла предназначены для обработки жаропрочных сталей. Эти типы сверл могут быть применены для работы на сверлильных машинах (материалом служит твердый сплав ВК15М) и для работы на токарных металлорежущих станках (твердый сплав ВК10М).
Корпуса твердосплавных сверл изготовляют из стали Р9, 9ХС, 40Х, 45Х. В сверлах прорезается паз под пластинку из твердого сплава, которую закрепляют медным или латунным припоем.
Комбинированные сверла, например сверло-зенковка, сверло-развертка, сверло-метчик, применяют для одновременного сверления и зенкования, сверления и развертывания или сверления и нарезания резьбы.
Центровочные сверла служат для получения центровых отверстий в различных заготовках. Их изготовляют без предохранительного конуса (рис. 185, а) и с предохранительным конусом (рис. 185, б).
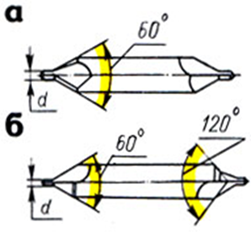
Рис. 185. Центровочные сверла: а - без предохранительного конуса, б - с предохранительным конусом
Перовые сверл а наиболее просты в изготовлении, применяются для сверления неответственных отверстий диаметром до 25 мм, главным образом при обработке твердых поковок и отливок, ступенчатых и фасонных отверстий. Сверление, как правило, осуществляют трещотками и ручными дрелями.
Эти сверла изготовляют из инструментальной углеродистой стали У10, У12, У10А и У12А, а чаще всего из быстрорежущей стали Р9 и Р18.
Перовое сверло имеет форму лопатки с хвостовиком. Его режущая часть - треугольной формы с углами при вершине 2φ = 118 + 120° и задним углом α = 10÷20°.
Перовые сверла подразделяют на двусторонние (рис. 186, а) и односторонние (рис. 186, б), наиболее распространенными являются двусторонние. Угол заточки одностороннего перового сверла принимается для стали в пределах 75 - 90°, а для цветных металлов - 45 - 60°. Угол заточки двустороннего перового сверла принимается 120-135°.

Рис. 186. Перовые сверла: а - двустороннее, б - одностороннее
Перовые сверла не допускают высоких скоростей резания и непригодны для сверления больших отверстий, так как стружка из отверстия не отводится, а вращается вместе со сверлом и царапает поверхность отверстия. Кроме того, в процессе работы сверло быстро тупится, изнашивается, теряет режущие качества и уходит в сторону от оси отверстия.
Ответить на вопросы:
1. Какой процесс работы с металлом называют сверлением?
2. Что называют рассверливанием металла?
3. Как различают сверла по конструкции и назначению?
4. Из каких частей состоит спиральное сверло?
Спиральное сверло по металлу. Конструкция сверла. ГОСТ