Практическая работа №8
Тема занятия: Нарезание наружной резьбы.
Цели занятия:
Дидактическая: Изучить теорию основных приемов нарезания резьбы. Составить технологическую карту. Ответить на контрольные вопросы.
Развивающая: развитие у студентов самостоятельность и инициативу при подборе инструмента для нарезании резьбы, развить мозговую деятельность при расчете резьбового соединения.
Воспитательная: воспитание у студентов бережного отношение к инструменту, оборудование и материалу, аккуратность и внимательность в работе, соблюдения требований охраны труда.Стремиться воспитать чувство гордости за избранную профессию.
Вид занятия: комбинированное.
Оборудование и материалы: учебники, справочники, карандаши, линейки, транспортир, тетрадь, циркуль, вычислительная техника, методические рекомендации, наглядные пособия.
Теоретические сведенья.
НАРЕЗАНИЕ РЕЗЬБЫ.
Если на цилиндрической поверхности прорезать винтовую канавку, то получится резьба, форма которой будет зависеть от формы про резанной канавки. Винтовая канавка называется впадиной резьбы, а винтовой выступ на протяжении одного полного оборота витком или ниткой резьбы. Формой или профилем резьбы называется контур выступа и впадины, резьбы в плоскости ее осевого сечения. На рис. 1. Показаны параметры резьбы, а на рис.2 – различные профили резьбы. В зависимости от назначения резьбового соединения применяют резьбы различного профиля(рис.2, а…е).
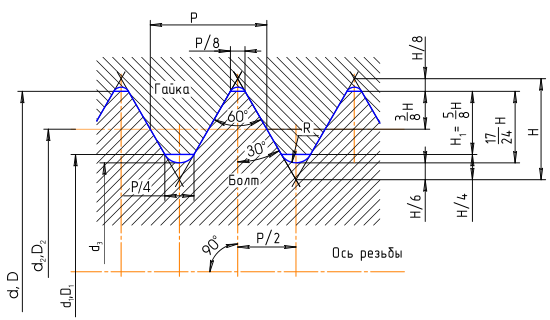
Рис. 1. Профиль и параметры метрической резьбы:
d – наружный диаметр наружной резьбы(болта);
D – наружный диаметр внутренней резьбы(гайки);
d2 – средний диаметр болта; D1 – внутренний диаметр гайки;
d3 – внутренний диаметр болта по дну впадины;
P – шаг резьбы; H – высота исходного треугольника.
Широко применяют резьбы с остроугольным, трапецеидальным и прямоугольным профилем.
К основным элементам резьбы относят:
· Резьбы бывают левыми и правыми. Винт с правой резьбой завертывается при вращении по часовой стрелке-слава направо, винт с левой резьбой-при вращении против часовой стрелки-справа налево.
· Угол a профиля – угол между смежными боковыми сторонами резьбы в плоскости осевого сечения;
· Вершину профиля- часть винтовой поверхности, соединяющую смежные боковые стороны резьбы по верху ее выступа;
· Впадину профиля – часть винтовой поверхности, соединяющую смежные боковые стороны резьбы по дну ее канавки;
· Шаг Р резьбы- расстояние, измеренное по линии, параллельной оси резьбы, между точками одноименных боковых сторон профиля, лежащими в одной осевой плоскости по одну сторону от оси резьбы;
· Наружный диаметр d резьбы – диаметр воображаемого цилиндра, вписанного вокруг вершин наружной или впадин внутренней цилиндрической резьбы;
· Наружный диаметр d резьбы – диаметр воображаемого цилиндра, вписанного во впадины наружной или вершины внутренней цилиндрической резьбы.
· Наружный диаметр d резьбы – диаметр воображаемого цилиндра, соосного с резьбой, образующая которого делится боковыми сторонами профиля на отрезки, равные половине шага резьбы;
· Угол ф подъема резьбы – угол образованный касательной к винтовой линии, описываемой средней точкой боковой стороны резьбы и плоскостью, перпендикулярной оси резьбы.
Различают резьбы однозаходные и многозаходные.
Однозаходная резьба образована одним выступом резьбы, а многозаходная несколькими(двумя и более) выступами резьбы с равномерно расположенными заходами. Число заходов(начало выступа) легко определить по торцу детали, где начинается резьбовая поверхность(см.рис.2,е)
В многозаходной резьбе различают ход и шаг. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов.
Соответственно выполняемой работе резьбы делят на передающие движение и крепежные.
Первые предназначенные для преобразования вращательного движения в поступательное, которое часто применяют в механизмах перемещения составных частей станка, в зажимных устройствах и т.д. Обычно такие резьбы имеют прямоугольный или трапецеидальный профиль.
Когда направление действия осевого усилия не зависит от направления вращения гайки или винта, применяют упорную резьбу.
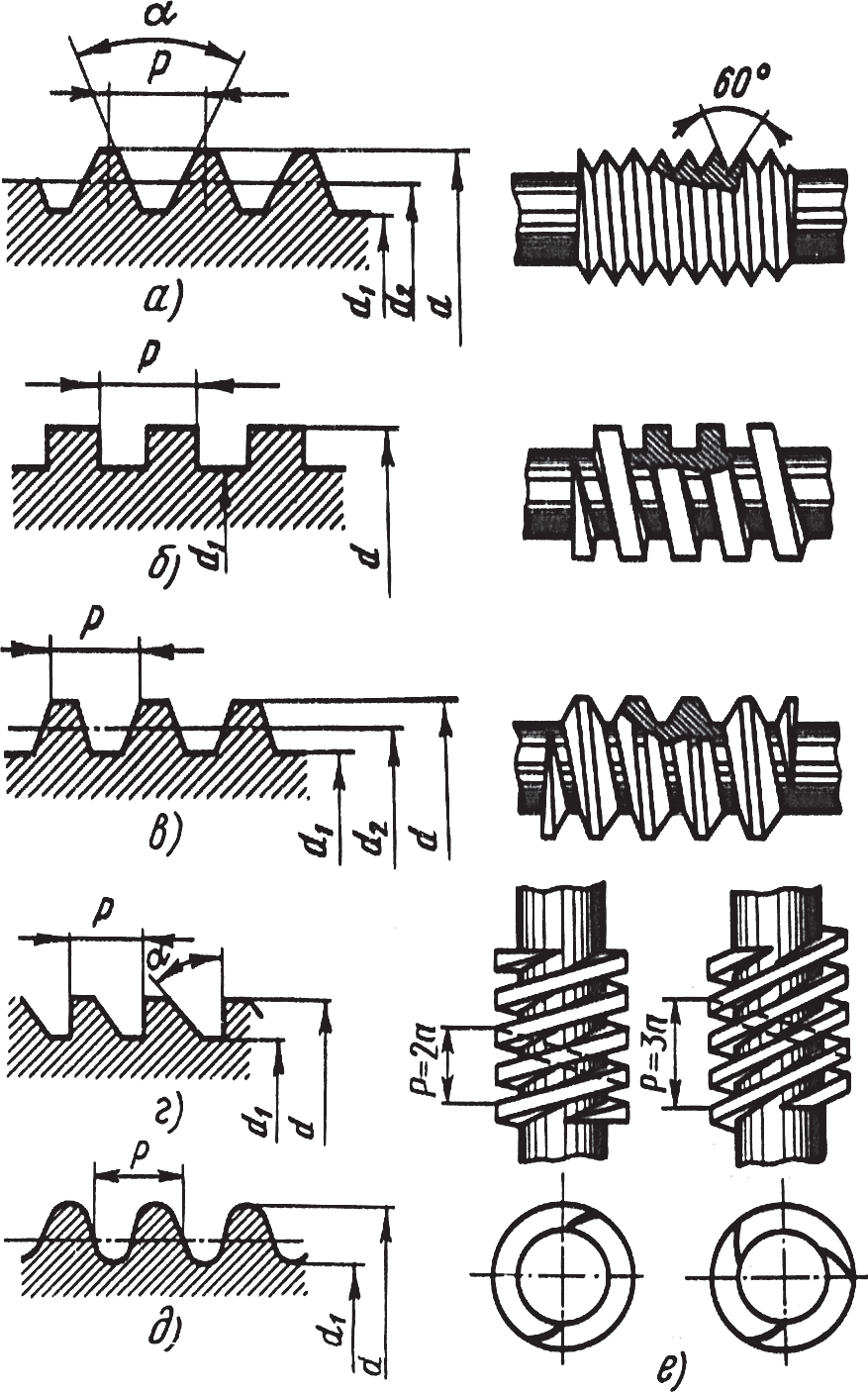
Рис.2. Резьбы различного профиля:
а – остроугольная, б – прямоугольная, в – трапецеидальная, г – упорная, д - круглая, е – двух и трехзаходная.
Резьбы треугольного профиля используют на крепежных деталях. В машиностроении приняты три системы треугольных резьб – метрическая, дюймовая и трубная. Метрическая резьба имеет в профиле вид равностороннего треугольника с углом при вершине 60 градусов. Метрическая резьба характеризуется шагом и диаметром винта в миллиметрах. Дюймовая резьба имеет в профиле равнобедренный треугольник с углом при вершине 55 градусов. Характеризуется дюймовая резьба числом ниток, которое приходится на 1 дюйм ее длины, и тем, что наружный диаметр резьбы(диаметр болта) измеряется в дюймах. Трубная резьба имеет профиль дюймовой резьбы (диаметр болта) измеряется в дюймах. Трубная резьба имеет профиль дюймовой резьбы, но она мельче по шагу и другим элементам. Измеряется трубная резьба в дюймах и характеризуется числом ниток на 1 дюйм. За диаметр резьбы принят условно внутренний диаметр трубы(диаметр отверстия). В машиностроении наибольшее применение имеет метрическая цилиндрическая треугольная резьба. Ее часто называют крепежной резьбой. Коническая треугольная резьба, обеспечивающая плотное соединение, применяется в арматуре, масленках, пробках и других деталях. Прямоугольную и трапецеидальную резьбу нарезают на винтах, предназначенных для передачи движения или больших усилий(ходовые винты станков и прессов. Винты слесарных тисков, домкратов и т.д.). круглую резьбу делают в тех случаях, когда резьбовое соединение предназначено работать в загрязненной среде(водопроводная арматура и т.д.). Диаметр отверстия под резьбу определяется в зависимости от материала детали и инструмента, которым нарезается резьба. В большинстве случаев следует выполнять отверстие под резьбу несколько больше внутреннего диаметра резьбы. Диаметр сверла для сверления отверстия под резьбу выбирают обычно по таблице. Чтобы получить правильную и чисто нарезанную резьбу, необходимо:
· Работать хорошо заправленными метчиками.
· Правильно выбирать диаметр сверла для сверления отверстия под резьбу.
· Во время нарезания резьбы смазывать метчик соответствующей смазочно-охлаждающей жидкостью (СОЖ). В качестве СОЖ рекомендуется разведенная эмульсия – 1 часть эмульсии на 160 частей воды. При работе по чунугу можно применять сало, керосин; по стали и латуни – варенное или сурепное масло; по меди – скипидар; по алюминию – керосин. Нельзя применять машинные и минеральные масла из-за большого сопротивления работе и быстрого износа метчика.
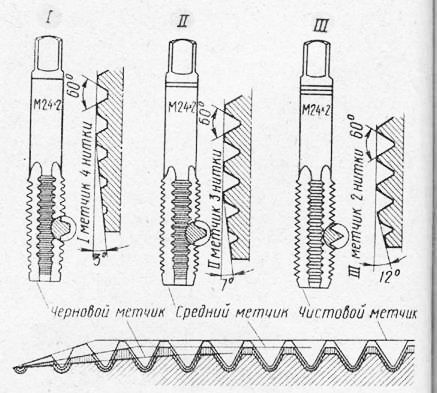
Рис.3. Комплект метчиков.
· Вращать метчик воротком так, чтобы на каждые один или полтора оборота в рабочую сторону приходилось четверть или пол-оборота в обратную сторону; это ломает стружку и облегчает резание;
· При нарезании резьбы в глубоких отверстиях или вязких металлах время от времени выветривается метчик и очищать его и отверстие от стружки.
· Глухие отверстия под резьбу делать на глубину, несколько большую длины нарезаемой части, иначе резьба получится не полной. Для нарезание наружной резьбы служат плашки.
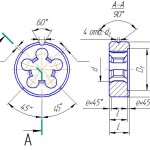
Рис.4. Плашки.
· Резьбу плашками нарезают за один приход при помощи воротка вручную или на токарном станке. При нарезании резьбы плашками необходимо правильно выбирать диаметр нарезаемого стержня, который должен быть на 0,3…0,4 мм меньше наружного диаметра резьбы. Рекомендуемые диаметры стержней под резьбу, нарезаемую плашками, приводятся в справочниках. Перед нарезанием резьбы на конце стержня делают фаску. У труб резьбу вручную нарезают: наружную клуппами, внутреннюю метчиками.
Брак при нарезании резьбы.
Брак при нарезании резьбы чаще всего получается вследствии недосмотра и невнимания работающего. В таблице приведены наиболее часто встречающиеся виды брака с указанием причин и способов его предотвращения.
Таблица 1 Виды брака при нарезании резьбы.
| Виды брака | Причина брака | Способы предотвращения |
| Рванная резьба | Нарезание без смазки и охлаждения. | Обязательно применять смазку или охлаждение. |
| Работа тупым инструментом. | Нарезать резьбу качественным инструментом. | |
| Неправильная установка инструмента | Установить инструмент правильно. |